Му(|)то15ые соединения эластичных рукаво, 13 том числе и способы сос,чипения подобных рукавов путем обжатия, известны.
Однако применяемые виды задело: КОНЦО15 резиновых рукавов высокого давления с металлической он.четкой являются неудовлетворительными, так как герметичность заделки в них достигается лин1ь обжати(. резины между ниппелем и соедннительны.м наконечником (мус|)той); с повынеиием давления в рукавах требуется бо.1ьн1ая степень обжатия, что при очень сильном об/катни нриводит к потере резиной у.частичностн н к ее разру нени1о.
В оп1 сываемом способе заделки концов резиновых рукавов, основанном на приварке резины при ву.тканизанни к рукаву и металлическим деталям заде.чки, указанные выше недостатки устранены тем, что все поверхности деталей, соприкасаюн1иеся с резиной, и концы рукава со снятым до металлической оцлетки наружным слоем резины, покрывают клеем, причем, концы рукава перед вкладыванием в соед1нгнте,1ьиые наконечники, снабженные ридиа.П1Нымн отве11Стиями, покрынак) поверх к.чея сырой |1езиной, н 1осле обжатня всю заде,1ку под1 сргак)т .п анизации.
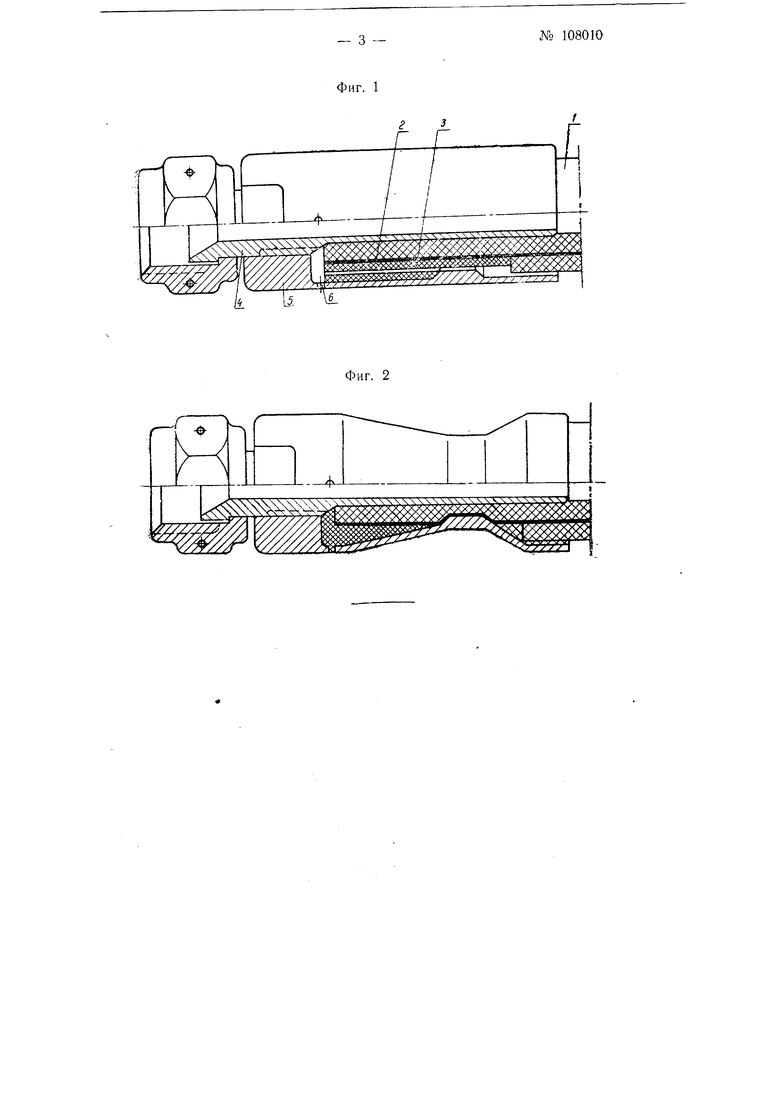
Па фиг. 1 показан резиновый рукав BbicoKOiX) лав.чення в сборе до ,тия coe.Unnrre/ibHoro наконечника и на ()И|-. 2 -дот ж о рукав noc.ie обж г|-ия соеллните.пи-юго наконечника.
Заделк; концов ре: иновых рукавов вькч)ко1ч) дав.чения состоит из стедуюгних дета.лей: рукав / высокого давления, мета.дчическая оп.пет ка 2. сырая резина 3, ниппель 4 с наружным и, внутренним конусом и гайкой, соединнтельньн на1 онечник () 5 с радиа.чьными отверстиями 6 д.тя выхода воздуха и линл1ей сы)ой pe3HHiji нри обжатии наконечника 5.
Способ заде.1К1 ксхпшв резиновых рука ВОР, осмцеств.тяется с,чедуюндим образом: на конце рукава / сни1мают с.той резиш до мета.ллической оплетки 2; покрывают поверхность этой части рукава клеем, обеспечиваюнлим приварку резины при вулканизации, ц обертьнзают
кругом сырой резиной 3; на конец рукава надевают свежезакаленный и покрытый по своей внутренней поверхности тем же клеем соединительный наконечник 5 из легкого сн.пава (например алюминиевого) с отверстиями 6; в отверстие рукава У вставляют ниппель 4, конец ко-. торого также покрыт тем же клеем. После этого наконечник 5 в сборе с рукавом / подвергают обжатию в течение обусловленного срока после закалки наконечника 5, а заделанный конец рукава 1 вулканизируют.
Прочность подобной заделки обеспечивается в основном за счет вдавливания металлической оплетки 2 рукава в наконечник 5 при его обжатии, чем обеспечивается высокая герметичность заде«1ки и устраняется чрезмерное обжатие резины.
Армировка рукава 1. считается качественной, если при испытании на разрыв происходит разрушение рукава, а не выползание его из заделки.
Применение для наконечников 5 алюминиевого сплава вместо ст&ли
уменьшает вес шлангов при сохранении прочности заделки.
Предмет изобретения
1. Способ -заделки концов резиновых рукавов высокого давления с металлической оплеткой в соединительных наконечниках, отличающийся тем, что, с целью повышения герметичности соединения, все поверхности деталей, соприкасаюш,иеся с резиной, и концы рукава со снятым до металлической оплетки наружным слоем резины, покрывают клеем, причем, концы рукава перед вкладыванием в соединительные наконечники покрывают поверх клея сырой резиной, и после обжатия всю заделку подвергают вулканизации.
2. Прием выполнения способа по п. 2, отличающийся тем, что в соединительных наконечниках сделаны радиальные отверстия для выхода воздуха и лишней сырой резины при обжатии.
Фиг. 1
№ 108010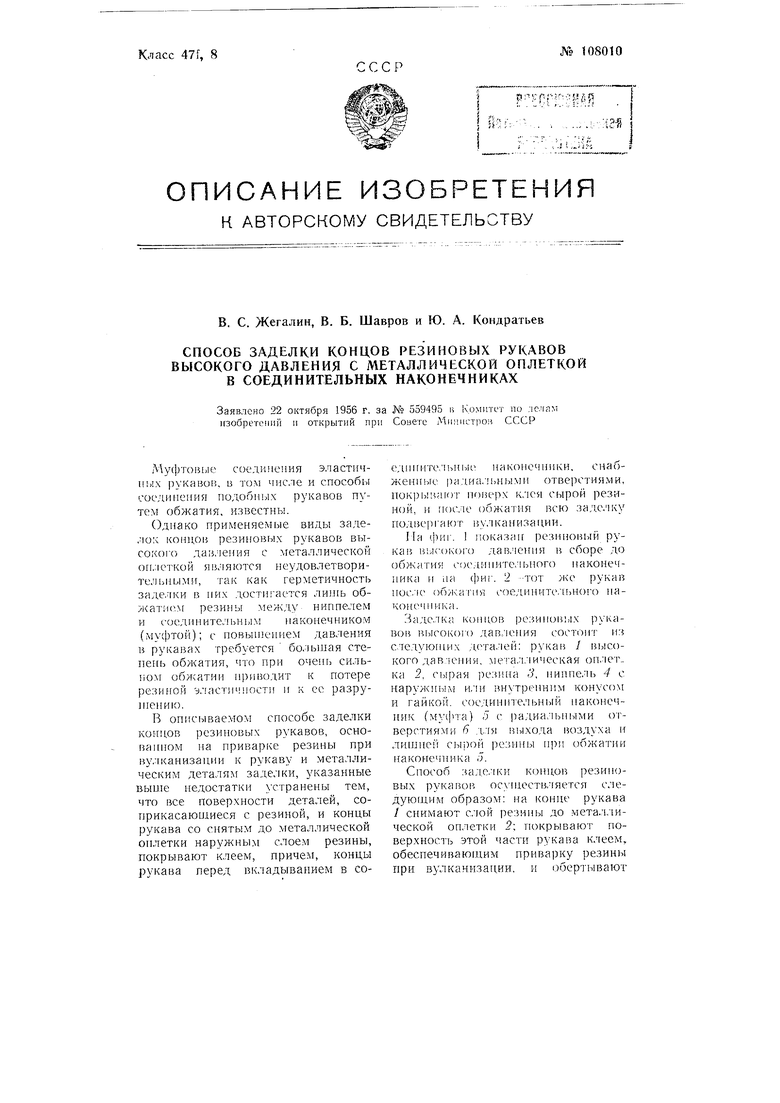

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ НАПОРНОГО РУКАВА С НИППЕЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1990 |
|
SU1785315A1 |
| Соединение гибкого армированного металлической оплеткой рукава с ниппелем | 1975 |
|
SU576814A1 |
| Заделка концевой арматуры рукавов высокого давления | 1990 |
|
SU1770661A1 |
| УСТРОЙСТВО КОНЦЕВОГО СОЕДИНЕНИЯ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2010 |
|
RU2439418C1 |
| УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ К ГИДРАВЛИЧЕСКОМУ НАДУВНОМУ ПАКЕРУ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2686562C1 |
| СПОСОБ СБОРКИ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2153124C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2151943C1 |
| РАЗБОРНАЯ ЗАДЕЛКА РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 1992 |
|
RU2084746C1 |
| КОНЦЕВОЕ СОЕДИНЕНИЕ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2009 |
|
RU2410594C1 |
| Рукав высокого давления | 1990 |
|
SU1753162A1 |