Изобретение относится к технологическому оборудованию для обработки и подготовки к монтажу электрических шнуров, в частности сетевых шнуров питания, и может быть использовано в электротехнической, радиотехнической и приборостроительной ,промышленности.
Целью изобретения является расширение эксплуатационных и технологических возможностей путем обеспечения предмонтажной обработки двутошьных - электрических шнуров.
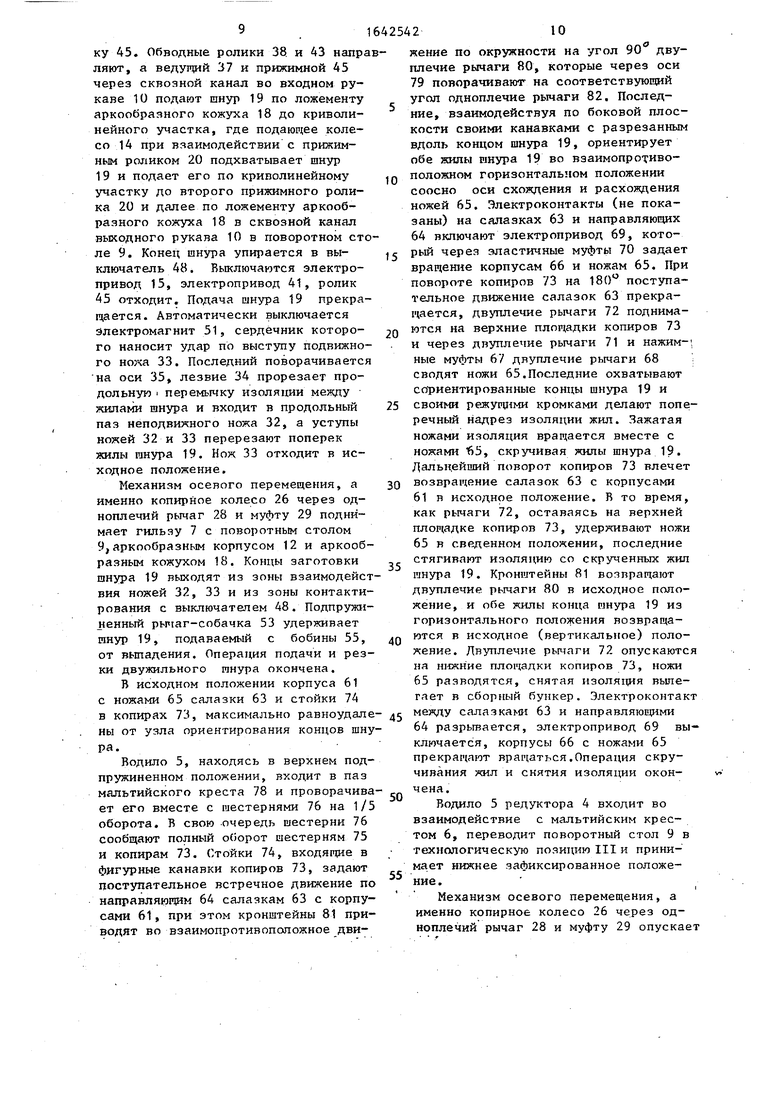
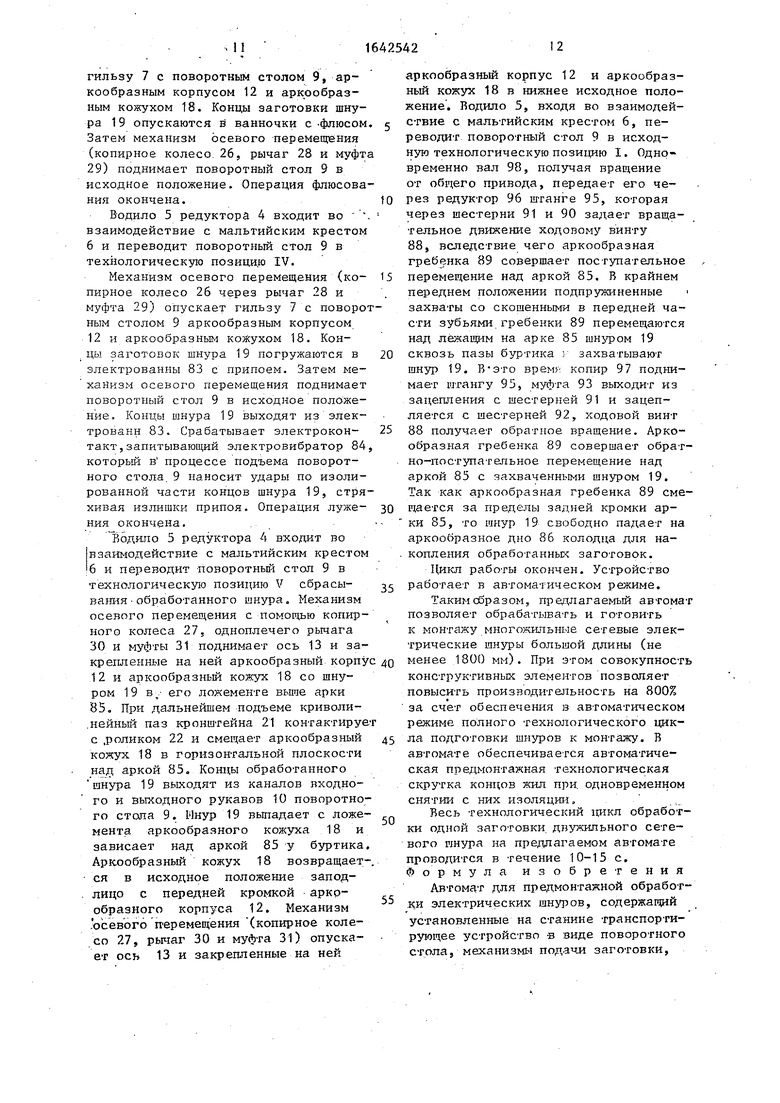
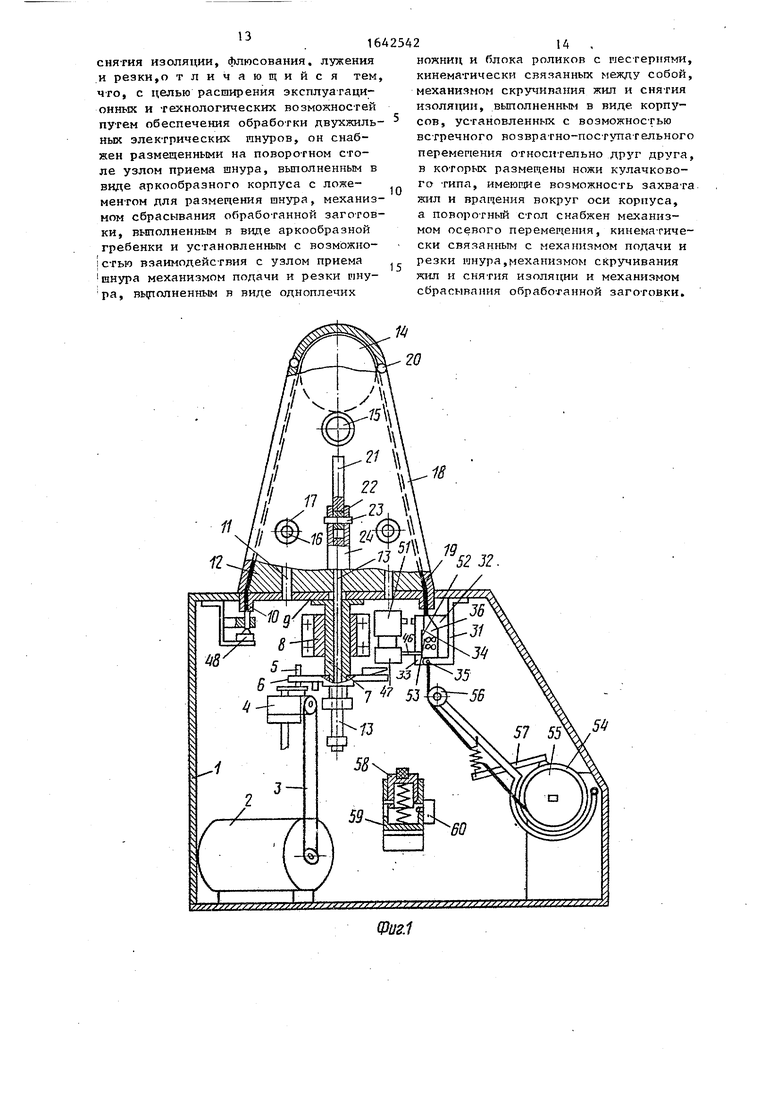
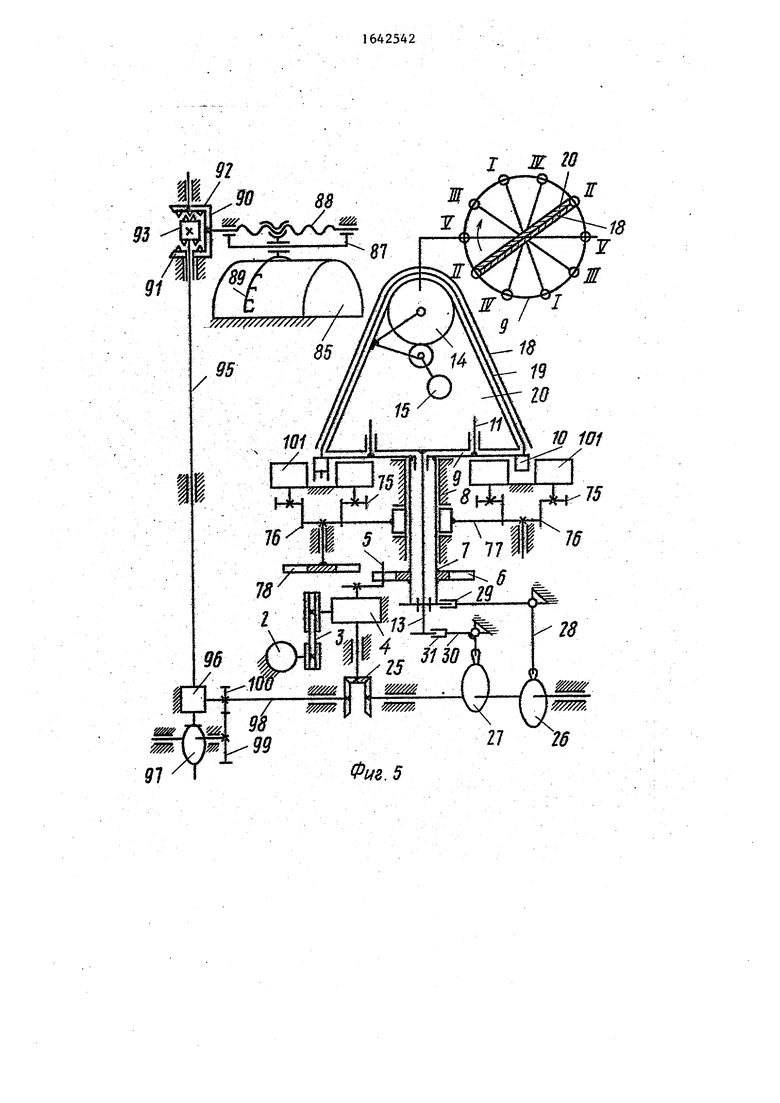
На фиг.1 изображен привод и единый механизм подачи и резки шнура (технологическая позиция I повернуто и открыто); на фиг.2 - увеличенный вид единого механизма подачи и резки инура; на фиг.З изображен увеличенный вид одной пары механизма скручивания жил и снятия изоляции; на фиг.4 изображен механизм сбрасывания обработанного шнура (технологическая позиция V повернуто и открыто); на фиг.5 дана кинематическая схема автомата; на фиг.6 дана кинемагическая схема прохождения заготовки электрического шнура по операционным узлам-позициям 13 II, III, IV и V.
Автомат содержит станину 1 и,установленное на ней транспортирующее устройство, которое может находиться на станине в пяти исследовательских технологических позициях см. фиг.5: позиция I - подачи и резки двукиль- ного шнура с единым механизмом подачи и резки, позиция II - скручивания хил и снятия изоляции с механизмом скручивания жил и снятия позиции, по- зиция III - флюсования с ваннами для флюсования, позиция IV - лужения с механизмом лужения, позиция V - сбрасывания обработанного шпура с механизмом сбрасывания.
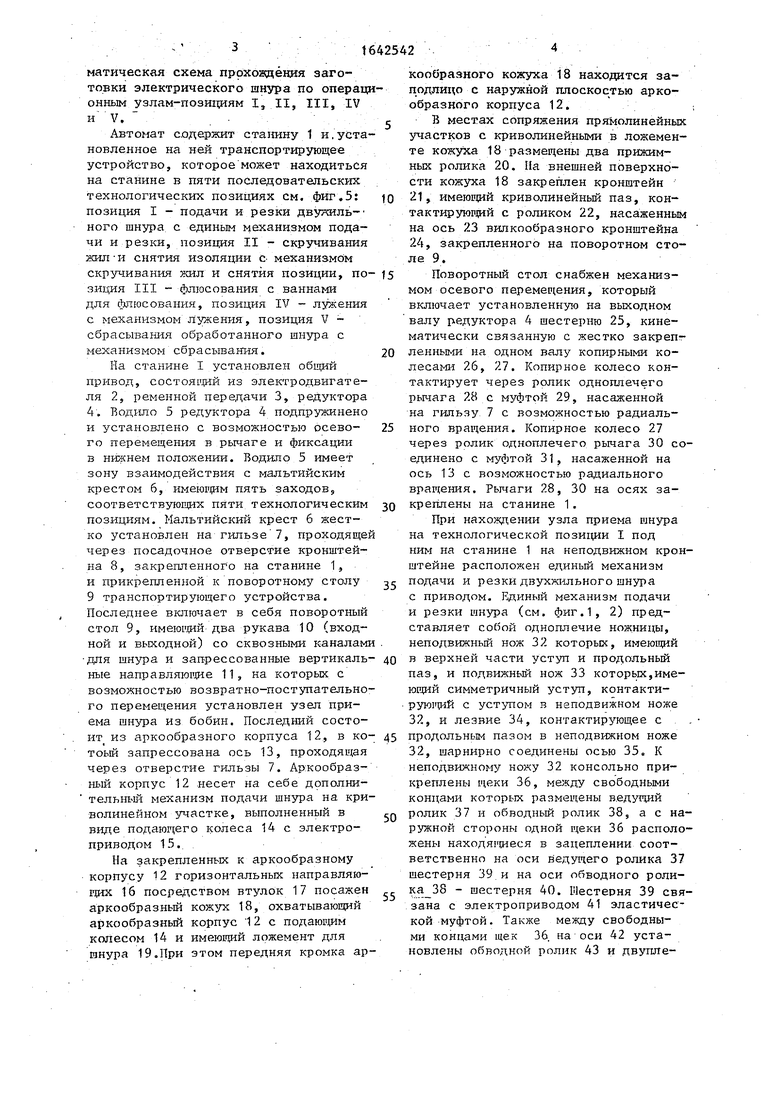
Па станине I установлен общий привод, состоящий из электродвигателя 2, ременной передачи 3, редуктора 4. Водило 5 редуктора 4 подпружинено и установлено с возможностью осево- го перемещения в рычаге и фиксации в нижнем положении. Водило 5 имеет зону взаимодействия с мальтийским крестом б, имеющим пять заходов, соответствующих пяти технологическим позициям. Мальтийский крест 6 жестко установлен на гильзе 7, проходящей через посадочное отверстие кронштейна 8, закрепленного на станине 1, и прикрепленной к поворотному столу 9 транспортирующего устройства. Последнее включает в себя поворотный стол 9, имеющий два рукава 10 (входной и выходной) со сквозными каналами для шнура и запрессованные вертикаль- ные направляющие 11, на которых с возможностью возвратно-поступательного перемещения установлен узел приема шнура из бобин. Последний состоит из аркообразного корпуса 12, в ко- тоый запрессована ось 13, проходящая через отверстие гильзы 7. Аркообразный корпус 12 несет на себе дополнительный механизм подачи шнура на криволинейном участке, выполненный в виде подающего колеса 14 с электроприводом 15.
На закрепленных к аркообразному корпусу 12 горизонтальных направляющих 16 посредством втулок 17 посажен аркообразный кожух 18, охватывающий аркообразный корпус 12 с подающим колесом 14 и имеющий ложемент для шнура 19.При этом передняя кромка аркообразного кожуха 18 находится заподлицо с наружной плоскостью аркообразного корпуса 12.
В местах сопряжения прямолинейных участков с криволинейными в ложементе кожуха 1В размещены два прижимных ролика 20. На внешней поверхности кожуха 18 закреплен кронштейн 21, имеющий криволинейный паз, контактирующий с роликом 22, насаженным на ось 23 вилкообразного кронштейна 24, закрепленного на поворотном столе 9.
Поворотный стол снабжен механизмом осевого перемещения, который включает установленную на выходном валу редуктора 4 шестерню 25, кинематически связанную с жестко закрепленными на одном валу копирными колесами 26, 27. Копирное колесо контактирует через ролик одноплечего рычага 28 с муфтой 29, насаженной на гильзу 7 с возможностью радиального вращения. Копирное колесо 27 через ролик одноплечего рычага 30 соединено с муфтой 31, насаженной на ось 13 с возможностью радиального вращения. Рычаги 28, 30 на осях закреплены на станине 1.
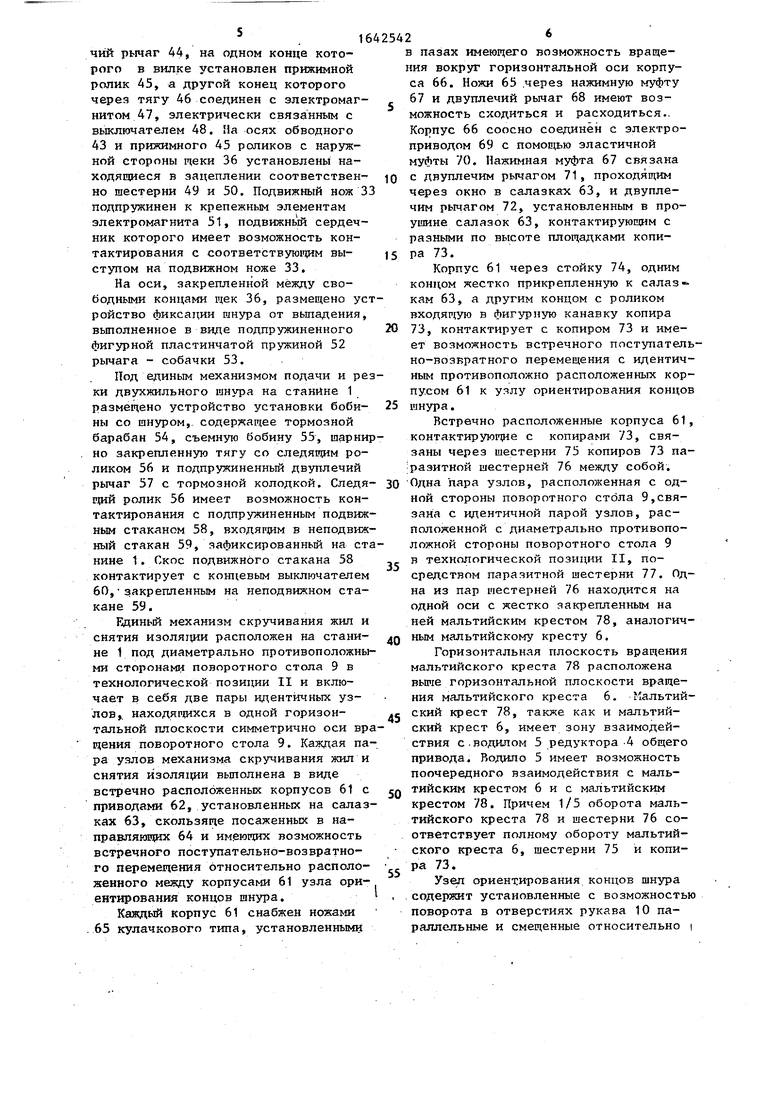
При нахождении узла приема шнура на технологической позиции I под ним на станине 1 на неподвижном кронштейне расположен единый механизм подачи и резки двухжильного шнура с приводом. Единый механизм подачи и резки шнура (см. фиг.1, 2) представляет собой одноплечие ножницы, неподвижный нож 32 которых, имеющий в верхней части уступ и продольный паз, и подвижный нож 33 которых,имеющий симметричный уступ, контакти- рую1чий с уступом в неподвижном ноже 32, и лезвие 34, контактирующее с продольным пазом в неподвижном ноже 32, шарнирно соединены осью 35. К неподвижному ножу 32 консольно прикреплены щеки 36, между свободными концами которых размещены ведущий ролик 37 и обводный ролик 38, а с наружной стороны одной щеки 36 расположены находящиеся в зацеплении соответственно на оси ведущего ролика 37 шестерня 39 и на оси обводного роли- - шестерня 40. Шестерня 39 связана с электроприводом 41 эластической муфтой. Также между свободными концами щек 36. на оси 42 установлены обводной ролик 43 и двуплечий рычаг 44, на одном конце которого в вилке установлен прижимной ролик 45, а другой конец которого через тягу 46 соединен с электромагнитом 47, электрически связанным с выключателем 48. На осях обводного 43 и прижимного 45 роликов с наружной стороны щеки 36 установлены находящиеся в зацеплении соответствен- но шестерни 49 и 50. Подвижный нож 3 подпружинен к крепежным элементам электромагнита 51, подвижный сердечник которого имеет возможность контактирования с соответствующим вы- стулом на подвижном ноже 33.
На оси, закрепленной между свободными концами щек 36, размещено усройство фиксации шнура от выпадения, выполненное в виде подпружиненного фигурной пластинчатой пружиной 52 рычага - собачки 53.
Иод единым механизмом подачи и реки двухжильного шнура на станине 1 размещено устройство установки боби- ны со шнуром, содержащее тормозной барабан 54, съемную бобину 55, шарни но закрепленную тягу со следящим роликом 56 и подпружиненный двуплечий
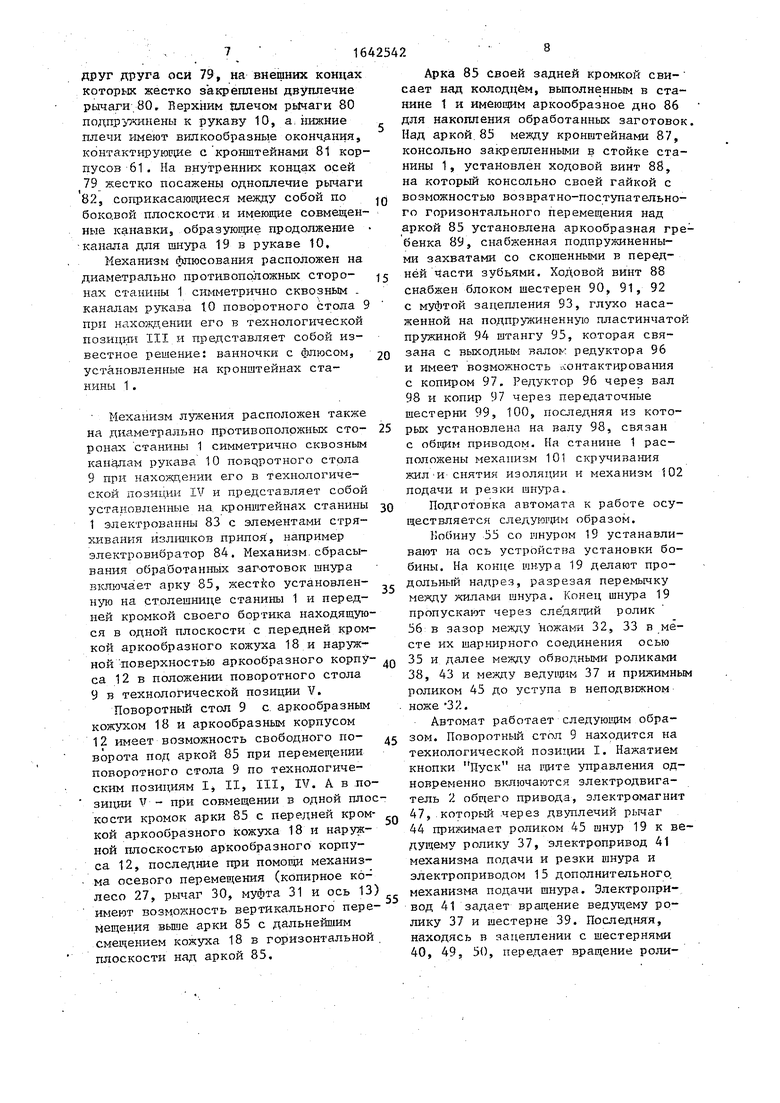
в пазах имеющего возможность вращения вокруг горизонтальной оси корпуса 66. Ножи 65 через нажимную муфту 67 и двуплечий рычаг 68 имеют возможность сходиться и расходиться. Корпус 66 соосно соединен с электроприводом 69 с помощью эластичной муфты 70. Нажимная муфта 67 связана с двуплечим рычагом 71, проходящим через окно в салазках 63, и двуплечим рычагом 72, установленным в проушине салазок 63, контактирующим с разными по высоте площадками копира 73.
Корпус 61 через стойку 74, одним концом жестко прикрепленную к салазкам 63, а другим концом с роликом входяр|ую в фигурную канавку копира 73, контактирует с копиром 73 и имеет возможность встречного поступательно-возвратного перемещения с идентичным противоположно расположенных корпусом 61 к уялу ориентирования концов шнура.
Встречно расположенные корпуса 61, контактирующие с копирами 73, связаны через шестерни 75 копиров 73 паразитной шестерней 76 между собой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для подготовки проводов к монтажу | 1987 |
|
SU1457041A1 |
| Автомат для подготовки электрическихпРОВОдОВ K МОНТАжу | 1978 |
|
SU845207A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Полуавтомат для закладки клиньев в пазы статора электрической машины | 1984 |
|
SU1354349A1 |
| Многопозиционный, многошпиндельный полуавтоматический станок карусельного типа | 1960 |
|
SU139898A1 |
| Установка для армирования керамических изделий | 1985 |
|
SU1346432A1 |
| Установка для колки и упаковки заверткой сахара-рафинада | 1977 |
|
SU726165A1 |
| Заточной станок | 1989 |
|
SU1776540A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| Многопозиционный станок для многосторонней обработки деталей | 1974 |
|
SU565811A1 |

Изобретение относится к технологическому оборудованию для обработки и подготовки к монтажу электрических шнуров, в частности сетевых шнуров питания, и может быть использовано н электротехнической и приборостроительной промышленкостях.Целью изобретения является расширение эксплуатационных и технологических возможностей путем обеспечения предмон- тажной обработки двухжильных электрических шнуров. Поставленная цель достигается путем введения новых конструктивных узлов и новых элементов в каждом механизме. Узел приема шнура выполнен в виде аркообразного корпуса с размеренным на нем механизмом подачи. Механизм подачи и резки шнура выполнен в виде неподвижного кронштейна на котором установлены бобины и узел резки шнура, состоящий из двух ножей. Механизм скручивания жил и снятия изоляции выполнен в виде двух идентичных узлов, каждый из которых имеет по две головки с приводами и по узлу ориентирования концов шнура, смонтированному под поворотным столом, а каждый узел ориентирования снабжен системой рычагов и взаимодействующих конструктивных элементов. Механизм сбрасывания шнура выполнен в виде арки и двух кинематических связанных между собой узлов, расположенных на станине, и снабжен закрепленными на станине кронштейнами и аркообразной гребенкой, снабженной подпружиненными захватами для стягивания заготовки шнура с арки. 6 ил. е е (Л
рычаг 57 с тормозной колодкой. Следя- 30 Одна пара узлов, расположенная с одщий ролик 56 имеет возможность контактирования с подпружиненным подвижным стаканом 58, входящим в неподвижный стакан 59, зафиксированный на станине 1. Скос подвижного стакана 58 контактирует с концевым выключателем 60,закрепленным на неподвижном стакане 59.
Е&иннй механизм скручивания жил и снятия изоляции расположен на станине 1 под диаметрально противоположными сторонами поворотного стола 9 в технологической позиции II и включает в себя две пары идентичных узлов находящихся в одной горизонтальной плоскости симметрично оси вращения поворотного стола 9. Каждая пара узлов механизма скручивания жил и снятия изоляции выполнена в виде встречно расположенных корпусов 61 с приводами 62, установленных на салазках 63, скользяще посаженных в направляющих 64 и имеющих возможность встречного поступательно-возвратного перемещения относительно располо- ненного между корпусами 61 узла ориентирования концов шнура.
Каждый корпус 61 снабжен ножами 65 кулачкового типа, установленными
1
35
40
45
50
55
ной стороны поворотного стола 9,связана с идентичной парой узлов, расположенной с диаметрально противоположной стороны поворотного стола 9 в технологической позиции II, посредством паразитной шестерни 77. Одна из пар шестерней 76 находится на одной оси с жестко закрепленным на ней мальтийским крестом 78, аналогичным мальтийскому кресту 6.
Горизонтальная плоскость вращения мальтийского креста 78 расположена выше горизонтальной плоскости вращения мальтийского креста 6. Мальтийский крест 78, также как и мальтийский крест 6, имеет зону взаимодействия с водилом 5 редуктора 4 общего привода. Водило 5 имеет возможность поочередного взаимодействия с мальтийским крестом бис мальтийским крестом 78. Причем 1/5 оборота мальтийского креста 78 и шестерни 76 соответствует полному обороту мальтийского креста 6, шестерни 75 и копира 73.
Узел ориентирования концов шнура содержит установленные с возможностью поворота в отверстиях рукава 10 параллельные и смещенные относительно i
1642542
друг друга оси 79, на внешних концах
которых жестко закреплены двуплечие рычаги 80 Верхним йлечом рычаги 80 подпружинены к рукаву 10, а нижние плечи имеют вилкообразные оконч.ания, контактирующие с кронштейнами 81 корпусов 61. На внутренних концах осей 79 жестко посажены одноплечие рычаги 82, соприкасающиеся между собой по JQ боковой плоскости и имеющие совмещенные канавки, образующие продолжение канала для шнура 19 в рукаве 10,
Механизм флюсования расположен на диаметрально противоположных сторонах станины 1 симметрично сквозным - каналам рукава 10 поворотного стола 9 при нахождении его в технологической позиции III и представляет собой известное решение: ванночки с флюсом, установленные на кронштейнах станины 1 .
8
20
Механизм лужения расположен также
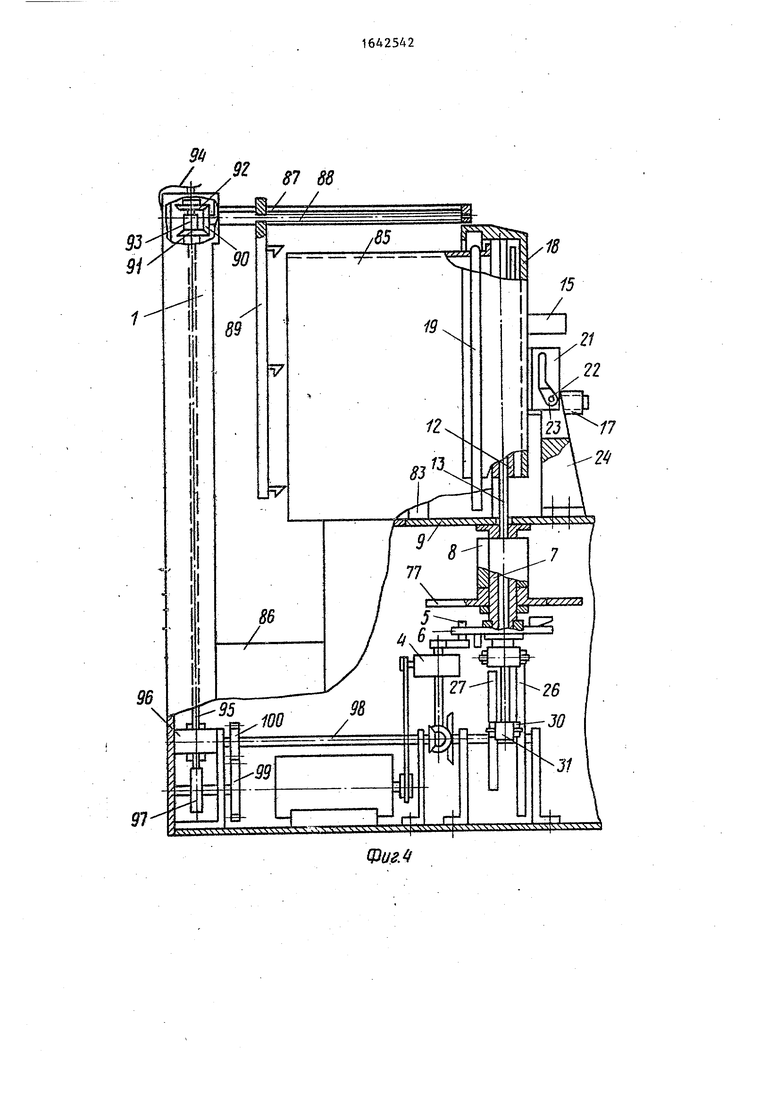
Арка 85 своей задней кромкой свисает над колодцем, выполненным в станине 1 и имеющим аркообразное дно 86 для накопления обработанных заготовок. Над аркой 85 между кронштейнами 87, консольно закрепленными в стойке станины 1, установлен ходовой винт 88, на который консольно своей гайкой с возможностью возвратно-поступательного горизонтального перемещения над аркой 85 установлена аркообразная гребенка 89, снабженная подпружиненными захватами со скошенными в перед- .(5 ней части зубьями. Ходовой винт 88 снабжен блоком шестерен 90, 91, 92 с муфтой зацепления 93, глухо насаженной на подпружиненную пластинчатой пружиной 94 штангу 95, которая связана с выходным валок редуктора 96 и имеет возможность лонтактирования с копиром 97. Редуктор 96 через вал 98 и копир 97 через передаточные шестерни 99, 100, последняя из кото- на диаметрально противоположных сто- 25 рьк установлена на валу 98, связан ронах станины 1 симметрично сквозным с общим приводом. На станине 1 рас- канадам рукава 10 повцротного стола 9 при нахождении его в технологической позиции IV и представляет собой установленные на кронштейнах станины зо 1 электрованны 83 с элементами стряхивания излишков припоя, например электровибратор 84. Механизм сбрасывания обработанных заготовок шнура включает арку 85, жестко установленную на столешнице станины 1 и передней кромкой своего бортика находящуюся в одной плоскости с передней кромкой аркообразного кожуха 18 и наружной поверхностью аркообразного корпу- 35 и далее между обводными роликами са 12 в положении поворотного стола 38, 43 и между ведущим 37 и прижимным 9 в технологической позиции V. роликом 45 до уступа в неподвижном
Поворотный стол 9 с аркообразным ноже 32.
кожухом 18 и аркообразным корпусом Автомат работает следующим обра- 12 имеет возможность свободного по- д зом. Поворотный стол 9 находится на ворота под аркой 85 при перемещении технологической позиции I. Нажатием поворотного стола 9 по техпологиче- кнопки Пуск на щите управления од- ским позициям I, II, III, IV. А в по- повременно включаются электродвига- зиции V - при совмещении в одной плос- тель 2 общего привода, электромагнит кости кромок арки 85 с передней кром- Q 47, который через двуплечий рычаг кой аркообразного кожуха 18 и наруж- 44 прижимает роликом 45 шнур 19 к веной плоскостью аркообразного корпуса 12, последние при помощи механизма осевого перемещения (копирное колесо 27, рычаг 30, муфта 31 и ось 13) имеют возможность вертикального перемещения выше арки 85 с дальнейшим смещением кожуха 18 в горизонтальной плоскости над аркой 85.
положены механизм 101 скручивания жил и снятия изоляции и механизм 102 подачи и резки шнура.
Подготовка автомата к работе осуществляется следующим образом.
Бобину 55 со шнуром 19 устанавливают на ось устройства установки бобины. На конце шнура 19 делают про- ,,- дольный надрез, разрезая перемычку между жилами шнура. Конец шнура 19 пропускают через следящий ролик 56 в зазор между ножами 32, 33 в месте их шарнирного соединения осью
дущему ролику 37, электропривод 41 механизма подачи и резки шнура и электроприводом 15 дополнительного механизма подачи шнура. Электропривод 41 задает вращение ведущему ролику 37 и шестерне 39. Последняя, находясь в зацеплении с шестернями 40, 49, 50, передает вращение роли8
Арка 85 своей задней кромкой свисает над колодцем, выполненным в станине 1 и имеющим аркообразное дно 86 для накопления обработанных заготовок Над аркой 85 между кронштейнами 87, консольно закрепленными в стойке станины 1, установлен ходовой винт 88, на который консольно своей гайкой с возможностью возвратно-поступательного горизонтального перемещения над аркой 85 установлена аркообразная гре бенка 89, снабженная подпружиненными захватами со скошенными в перед- 5 ней части зубьями. Ходовой винт 88 снабжен блоком шестерен 90, 91, 92 с муфтой зацепления 93, глухо насаженной на подпружиненную пластинчатой пружиной 94 штангу 95, которая связана с выходным валок редуктора 96 и имеет возможность лонтактирования с копиром 97. Редуктор 96 через вал 98 и копир 97 через передаточные шестерни 99, 100, последняя из кото- 5 рьк установлена на валу 98, связан с общим приводом. На станине 1 рас- о 35 и далее между обводными роликами 38, 43 и между ведущим 37 и прижимным роликом 45 до уступа в неподвижном
положены механизм 101 скручивания жил и снятия изоляции и механизм 102 подачи и резки шнура.
Подготовка автомата к работе осуществляется следующим образом.
Бобину 55 со шнуром 19 устанавливают на ось устройства установки бобины. На конце шнура 19 делают про- ,- дольный надрез, разрезая перемычку между жилами шнура. Конец шнура 19 пропускают через следящий ролик 56 в зазор между ножами 32, 33 в месте их шарнирного соединения осью
Автомат работает следующим обра- зом. Поворотный стол 9 находится на технологической позиции I. Нажатием кнопки Пуск на щите управления од- повременно включаются электродвига- тель 2 общего привода, электромагнит 47, который через двуплечий рычаг 44 прижимает роликом 45 шнур 19 к ве
дущему ролику 37, электропривод 41 механизма подачи и резки шнура и электроприводом 15 дополнительного механизма подачи шнура. Электропривод 41 задает вращение ведущему ролику 37 и шестерне 39. Последняя, находясь в зацеплении с шестернями 40, 49, 50, передает вращение роли
У .
ку 45. Обводные ролики 38 и 43 напрляют, а ведущий 37 и прижимной 45 через сквозной канал во входном рукаве 10 подают шнур 19 по ложементу аркообразного кожуха 18 до криволинейного участка, где подающее колесо 14 при взаимодействии с прижимным роликом 20 подхватывает шнур 19 и подает его по криволинейному участку до второго прижимного ролика 20 и далее по ложементу аркообразного кожуха 18 в сквозной канал выходного рукава 10 в поворотном стле 9. Конец шнура упирается в выключатель 48. Выключаются электропривод 15, электропривод 41, ролик 45 отходит. Подача шнура 19 прекращается. Автоматически выключается электромагнит 51, сердечник которого наносит удар по выступу подвижного ножа 33. Последний поворачиваетс на оси 35, лезвие 34 прорезает продольную i перемычку изоляции между жилами шнура и входит в продольный паз неподвижного ножа 32, а уступы ножей 32 и 33 перерезают поперек жилы ганура 19. Нож 33 отходит в исходное положение.
Механизм осевого перемещения, а именно копирное колесо 26 через одноплечий рычаг 28 и муфту 29 поднимает гильзу 7 с поворотным столом 9, аркообразным корпусом 12 и аркообразным кожухом 18. Концы заготовки шнура 19 выходят из зоны взаимодейсвия ножей 32, 33 и из зоны контактирования с выключателем 48. Подпружи jteHHbrft рычаг-собачка 53 удерживает шнур 19, подаваемый с бобины 55, от выпадения. Операция подачи и резки двужильного шнура окончена.
В исходном положении корпуса 61 с ножами 65 салазки 63 и стойки 74
в копирах 73, максимально равноудале- 45 межл-У салазками 63 и направляющими
64 разрывается, электропривод 69 ключается, корпусы 66 с ножами 65 прекрагчают вращаться.Операция скру чивания жил и снятия изоляции окон чена.
ны от узла ориентирования концов шнура.
Водило 5, находясь в верхнем подпружиненном положении, входит в паз мальтийского креста 78 и проворачива- ет его вместе с шестернями 76 на 1/5 оборота. В свою очередь шестерни 76 сообщают полный оборот шестерням 75 и копирам 73. Стойки 74, входящие в фигурные канавки копиров 73, задают поступательное встречное движение по направляющим 64 салазкам 63 с корпусами 6t, при этом кронштейны 81 приводят во взаимопротивоположное дви0
2542
10
жение по окружности на угол 90 двуплечие рычаги 80, которые через оси 79 поворачивают на соответствующий угол одноплечие рычаги 82. Последние, взаимодействуя по боковой плоскости своими канавками с разрезанным вдоль концом шнура 19, ориентирует обе жилы шнура 19 во вэаимопротиво- положном горизонтальном положении соосно оси схождения и расхождения ножей 65. Электроконтакты (не показаны) на салазках 63 и направляющих
64включают электропривод 69, кото- c рый через эластичные муфты 70 задает
вращение корпусам 66 и ножам 65. При повороте копиров 73 на 180° поступательное движение салазок 63 прекращается, двуплечие рычаги 72 поднимаются на верхние площадки копиров 73 и через двуплечие рычаги 71 и нажим-1 ные муфты 67 двуплечие рычаги 68 сводят ножи 65.Последние охватывают сориентированные концы шнура 19 и своими режущими кромками делают поперечный надрез изоляции жил. Зажатая ножами изоляция вращается вместе с ножами t)5, скручивая жилы шнура 19. Дальнейший поворот копиров 73 влечет возвращение салазок 63 с корпусами 61 в исходное положение. В то время, как рычаги 72, оставаясь на верхней площадке копиров 73, удерживают ножи
65в сведенном положении, последние стягивают изоляцию со скрученных жил ганура 19. Кронштейны 81 возвращают двуплечие рычаги 80 в исходное положение, и обе жилы конца шнура 19 из горизонтального положения возвращаются в исходное (вертикальное) положение. Двуплечие рычаги 72 опускаются на нижние площадки копиров 73, ножи 65 разводятся, снятая изоляция вылетает в сборный бункер. Электроконтакт
0
5
0
5
0
межл-У салазками 63 и направляющими
64 разрывается, электропривод 69 выключается, корпусы 66 с ножами 65 прекрагчают вращаться.Операция скручивания жил и снятия изоляции окончена.
Водило 5 редуктора 4 входит во взаимодействие с мальтийским крестом 6, переводит поворотный стол 9 в технологическую позицию III и принимает нижнее зафиксированное положение.
Механизм осевого перемещения, а именно копирное колесо 26 через одноплечий рычаг 28 и муфту 29 опускае
гильзу 7 с поворотным столом 9, аркообразным корпусом 12 и аркообразным кожухом 18. Концы заготовки шнура 19 опускаются в ванночки с-флюсом. Затем механизм осевого перемещения (копирное колесо 26, рычаг 28 и муфта 29) поднимает поворотный стол 9 в исходное положение. Операция флюсования окончена.
Водило 5 редуктора 4 входит во - взаимодействие с мальтийским крестом 6 и переводит поворотный стол 9 в технологическую позицию IV.
Механизм осевого перемещения (ко- пирное колесо 26 через рычаг 28 и муфта 29; опускает гильзу 7 с поворотным столом 9 аркообразным корпусом 12 и аркообразным кожухом 18. Концы заготовок шнура 19 погружаются в электрованны 83 с припоем. Затем механизм осевого перемещения поднимает поворотный стол 9 в исходное положение. Концы шнура 19 выходят из электрованн 83. Срабатывает электрокон- такт,запитывающий электровибратор 84, который в процессе подъема поворотного стола 9 наносит удары по изолированной части концов шнура 19, стряхивая излишки припоя. Операция луже- ния окончена.
Водило 5 редуктора 4 входит во взаимодействие с мальтийским крестом 6 и переводит поворотный стол 9 в технологическую позицию V сбрасы- вания обработанного шнура. Механизм осевого перемещения с помощью копир- ного колеса 27, одноплечего рычага 30 и муфты 31 поднимает ось 13 и закрепленные на ней аркообразный корпус 12 и аркообразный кожух 18 со шнуром 19 в его ложементе выше арки 85. При дальнейшем подъеме криволинейный паз кронштейна 21 контактирует с .роликом 22 и смещает аркообразный кояух 18 в горизонтальной плоскости над аркой 85. Концы обработанного шнура 19 выходят из каналов входного и выходного рукавов 10 поворотного стола 9. Мнур 19 выпадает с ложе- мента аркообразного кожуха 18 и зависает над аркой 85 у буртика. Аркообразный кожух 18 возвращается в исходное положение заподлицо с передней кромкой аркообразного корпуса 12. Механизм .осевого перемещения (копирное колесо 27, рычаг 30 и муфта 31) опускает ось 13 и закрепленные на ней
0
5 0 5 0
5 о 5 Q
5
аркообразный корпус 12 и аркообразный кожух 18 в нижнее исходное положение. Водило 5, входя во взаимодействие с мальтийским крестом 6, переводит поворотный стол 9 в исходную технологическую позицию I. Одновременно вал 98, получая вращение от общего привода, передает его через редуктор 96 штанге 95, которая через шестерни 91 и 90 задает вращательное движение ходовому винту 88, вследствие чего аркообразная гребенка 89 совершает поступательное перемещение над аркой 85. В крайнем переднем положении подпружиненные захваты со скошенными в передней части зубьями гребенки 89 перемещаются над лежащим на арке 85 шнуром 19 сквозь пазы буртика захватывают шнур 19. В это врем; копир 97 поднимает шгангу 95, муфга 93 выходит из зацепления с шестерней 91 и зацепляется с шестерней 92, ходовой винт 88 получает обратное вращение. Аркообразная гребенка 89 совершает обратно-поступательное перемещение над аркой 85 с захваченными шнуром 19. Так как аркообразная гребенка 89 смещается за пределы задней кромки ар- ки 85, то шнур 19 свободно падает на аркообразное дно 86 колодца для накопления обработанных заготовок.
Цикл работы окончен. Устройство работает в автоматическом режиме.
Таким образом, предлагаемый автомат позволяет обрабатывать и готовить к монтажу многожильные сетевые электрические шнуры большой длины (не менее 1800 мм). При этом совокупность конструктивных элементов позволяет повысить производительность на 800% за счет обеспечения в автоматическом режиме полного технологического цикла подготовки шпуров к монтажу. В автомате обеспечивается автоматическая предмонтажная технологическая скрутка концов жил при одновременном снятии с них изоляции,
Весь технологический цикл обработки одной заготовки двужильного сетевого инура на предлагаемом автомате проводится в течение 10-15 с. Формула изобретения
Автомат для предмонтажной обработки электрических шнуров, содержащий установленные на станине транспортирующее устройство -в виде поворотного стола, механизмы подачи заготовки,
74
20
54
Ј 2Л и)
№ ЈЈ
8L
U Ј9 Ю
IS
ZVSZW
CvJ
а- tn
ЈМ
-а- о
ъ- .
I
/
101
iHrra
ичт1«
111 f 4IX
Г I1 л 1
75 А 5
тг /лж i
{ Ц
«J W
99 91 ХТЙ/в. 5
Ж 20
Ж
w wi
,- А /
rarifnf
t %% I
НИ
И 1:
7
27
41
Фш.6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
