Изобретение относится к способам сварки электрозаклепками без предварительного прокола отверстий в верхних элементах свариваемого изделия. Основываясь на известных способах, трудно определить момент прекращения подачи электрода при достижении нужной глубины проплавления верхних элементов изделия. Для упрощения процесса сварки электрозаклепками предлагается, согласно изобретению, применить электрод с тугоплавкой обмазкой, проплавляющий верхние элементы, с опиранием выступающих кромок обмазки на поверхность изделия. При этом подача электрода происходит под действием силы тяжести в результате перемещения штанги с электродом в направляющих штатива до ограничивающего упора на штанге. Предлагаемый способ сварки поясняется чертежом, где схематически представлено расположение электрода, изделия и щтанги с направляющими и упором.
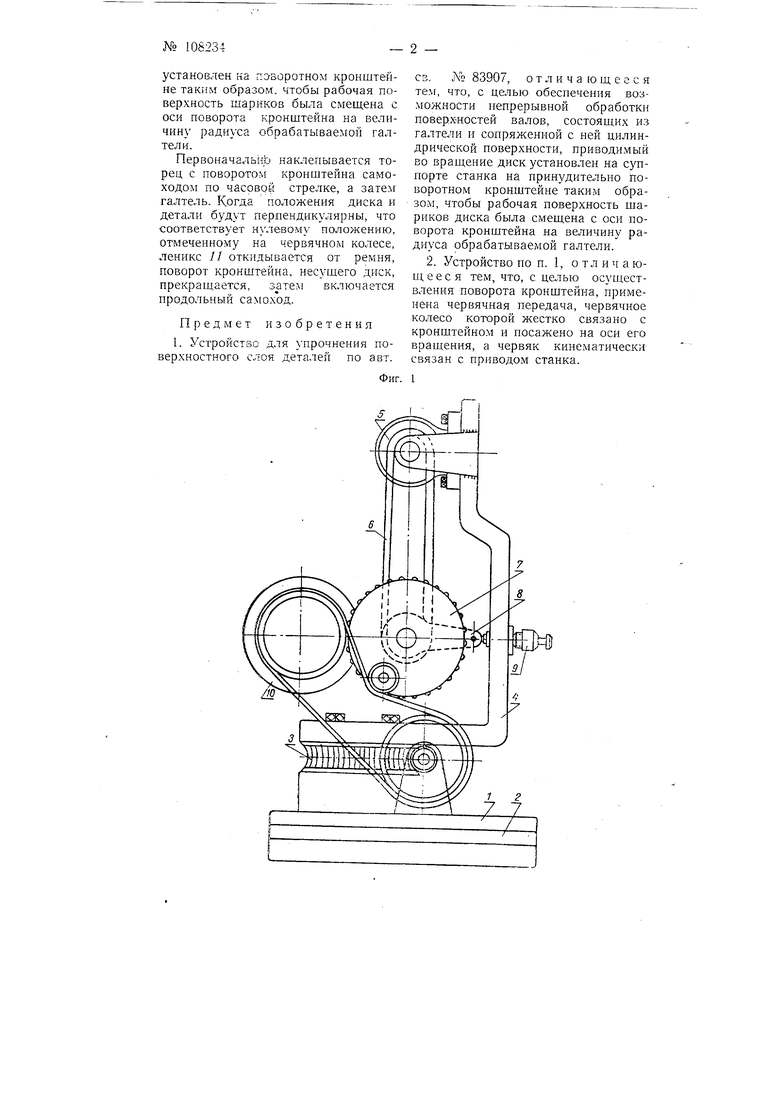
Электрод 1, закрепленный на щтанге 2, устанавливается на верхний элемент 3 изделия. Штанга 2 свободно перемещается в направляющих 4. Упор 5 на щтанге ограничивает ее перемещение вниз. Пабор грузов 6, закрепленных на верхнем конце штанги, предназначен для регулирования силы тяжести, под действием которой электрод перемещается вниз. Подвод сварочиого тока к электроду осуществляется через кабель 7. Перед сваркой электрод устанавливается на изделие. После включения сварочного тока загорается дуга и происходит проплавление верхнего элемента и частичное расплавление нижнего элемента изделия. При горении дуги выступающие края тугоплавкой обмазки опираются на изделие. Но мере проплавления изделия электрод вместе со щтангой и грузами опускается ВНИЗ до упора на штанге. Упор устанавливается с таким расчетом, чтобы нижний элемент изделия проплавился на необходимую глубину. После прекращения подачи электрода вниз дуга горит до естественного обрыва ее. При этом происходит заплавление образовавшегося углубления в свариваемом изделии с образованием электрозаклепки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Регулируемый штамп | 1956 |
|
SU108232A1 |
| Устройство для сварки электрозаклепками | 1959 |
|
SU127776A1 |
| Устройство для автоматической аргонодуговой сварки | 1947 |
|
SU74462A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ ГЛУБОКИМ ПРОПЛАВЛЕНИЕМ | 1968 |
|
SU211701A1 |
| Устройство для аргонодуговой сварки вольфрамовыми электродами сильфонов из нержавеющей стали | 1948 |
|
SU83682A1 |
| Установка для сварки электрозаклепками | 1978 |
|
SU827285A1 |
| Горелка для ручной аргонодуговой сварки | 1948 |
|
SU82763A1 |
| ЭЛЕКТРОЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2375161C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2409457C1 |
| Горелка с водяным охлаждением для аргонодуговой сварки | 1948 |
|
SU80422A1 |
