Описывается устройство для аргоно-дуговой сварки вольфрамовыми электродами сильфонов из нержавеющей стали, состоящее из станины, горелки и крони1тейна для удержания горелки. Известные устройства подобного рода не обеспечивают однородности сварных швов.
Описываемое устройство является более совершенным, так как позволяет получить высокое качество сварных швов сильфона. Повышение качества швов достигается благодаря применению приспособлений для установки узлов сильфона при сварке, реостата для плавного разрыва дуги и щетки для непрерывной зачистки щва по ходу сварки.
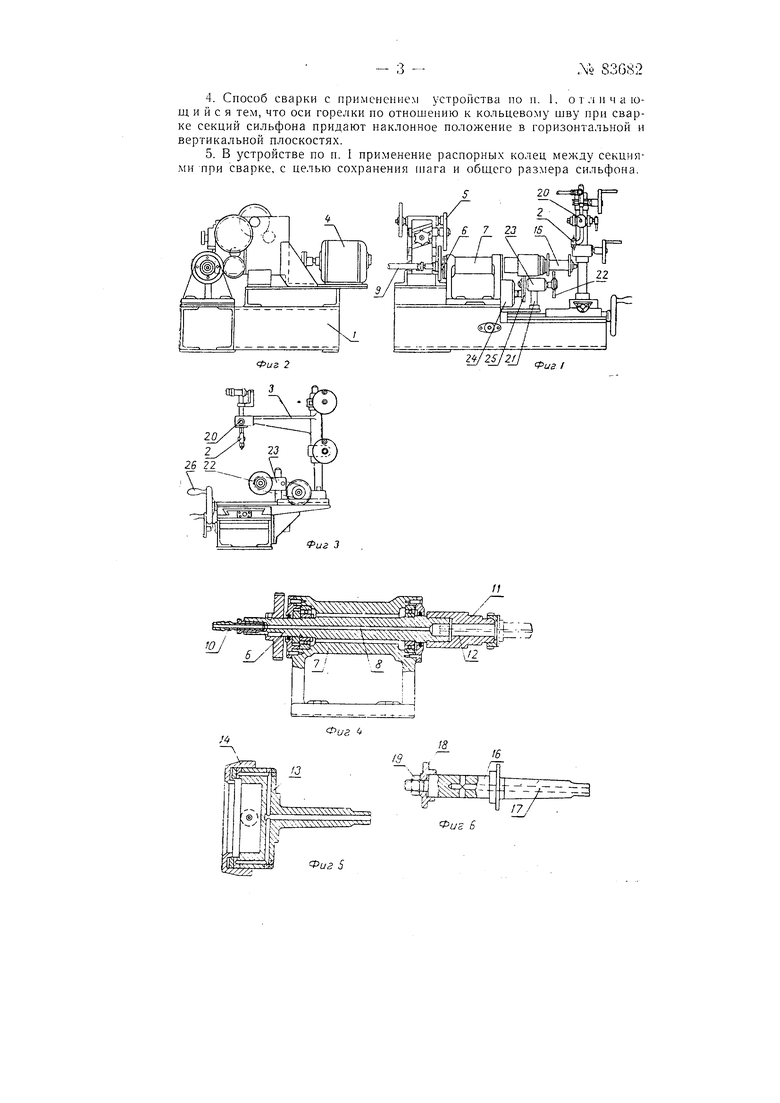
На фиг. 1, 2 и 3 изображено описываемое устройство в трех проекциях; на фиг 4 - вал устройства; на фиг- 5 и 6-приспособления для установки узлов сильфонов; на фиг- 7-кинематическая схема привода реостата; на фиг. 8 и 9 - положение горелки относите,тьно узла сильфона при сварке.
Описываемое устройство (фиг. 1, 2 и 3) состоит из следующих основных узлов: горелки 2, смонтированной на кронщтейне 3, реостата, ряда приспособлений для установки отдельных узлов сильфона и зачистки щва при сварке и станины /, на котором расположены перечисленные узлы.
Для привода устройства электродвигатель 4. связанный через редуктор 5 с валом 6, установленным в стойке 7. Вал 6 (фиг. 4) снабжен цептральным отверстием 8, по которому к щвам свариваемого узла направляется защитная струя аргона от баллона по шлангу 9, (фиг. 1), надетому на ниппель 10. На конце вала сидит патрон У/ с конусным гнездом 12 для крепления приспособлений, служащих для устаповки деталей сильфона при сварке.
Корпус 13 приспособления, служащего для сборки первого операционного узла сильфона (фиг. 5), снабжен конусным хвостовиком для установки в гнезде /2, а также центральным и радиальными отверстиями, по которым аргон направляется внутрь приспособления и поступает в зазор между двумя свариваемыми лепестками. Последние устанавливаются в кольцевом гнезде корпуса 13 и прижимаются одип к другому кольцом 14.
Л 83G82- 2 Приспособление для сборки второго операционного узла (фиг- 6) представляет собою валик-онравку 16 с конусным хвостиком, снабженным отверстием 17 для нодачн заш,итной струи аргона. На цилиндрическую часть оправки устанавливаются точеные кольца и свариваемые секции. Собранные детали сжимают кольцом J8 и закрепляют гайкой 19.
Кронштейн 3 с горелкой 2 установлен на подвижной части станины / и может перемещаться вдоль и поперек оси сборочного приспособления.
Горелка 2 укрепляется в кронштейне 3 посредством шарового элемента 20 н может занимать пак;1опное положение по стпошепню к кольцевому шву сильфопа в горизонтальной и вертикальной плоскостях.
Для непрерывной зачистки сварного шва предусмотрено устройство, выполненное в виде ш.еткн 22, укрепленной на кронштейне 23 (фиг. 1). Щетка 22 приводится во вращение от электродвигателя 24 через ременную передачу 25. Кронштейн 23 с электродвигателем 24 и щеткой 22 может перемещаться при помощи рукоятки 26. Вертикальную регулировку положения щетки можно выполнить перемещением кронштейна 23 на стойке 21.
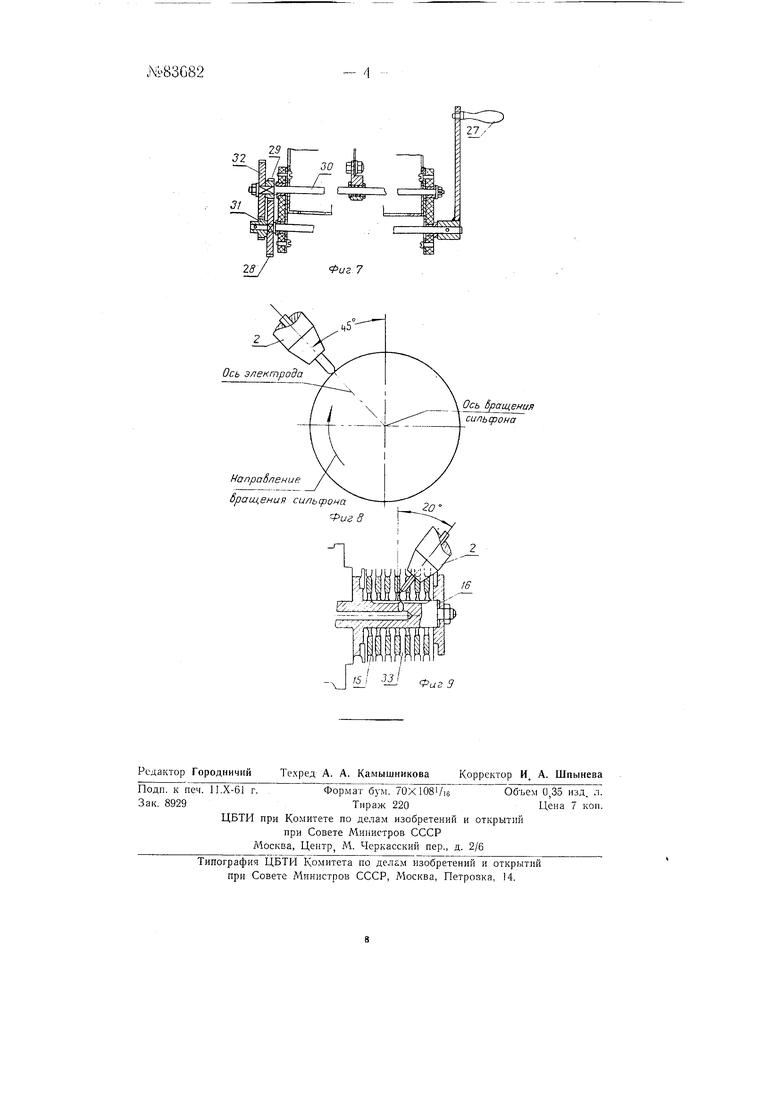
Для плавного окончания свариого шва и устранения возможности образования кратера в месте обрыва дуги, предусмотрен водяной реостат. Привод реостата устроен таким образом, что нри вращении рукоятки 27 (фиг. 7) подвижная пластина реостата в начале поднимается быстро, а в конце медленно.
Для этой цели вращение от рукоятки 27 передается на вал 30 пластины через две пары зубчатых колес. Первая пара зубчатых колее 28 и 29 снабжена зубцами не по всей окружности; поэтому носле поворота на небольшой угол (25°) она выходит из зацепления и в этот момент вступают в зацепление щеетерни 31-32 со значительно меньщим передаточиым числом благодаря чему подвижная пластина реостата нри той же скорости вращения рукоятки 27 поднимается из воды значительно медленнее.
При сварке секции сильфона (фиг. 8 и 9) оси горелки 2 придают наклонное положение в горизонтальной и вертикальной плоскостях по отношению к кольцевому шву.
Для сохранения общей длины сильфона и тага между отдельными секциями 33, а также для устранения зазоров в местах соединения секций служат медные распорные кольца 15, закладываемые между лепестками, сваренными внутренним швом.
Предмет изобретения
1.Устройство для аргоно-дуговой сварки вольфрамовыми электродами сильфонов из нержавеющей стали, состоящее из станины, краь штейна для удержания горелки н горелки, отличающееся тем, что оно снабжено приснособлениями для установки узлов сильфона при сварке реостатом для плавного разрыва дуги, а также щеткой для непрерывной зачистки шва по ходу сварки.
2.В устройстве но п. сборпое приспособление для удержания секций сильфона при сварке, отличающееся тем, что, с целью подвода защитного газа к Н1вам, оно снабжено центральным и радиальными отверстиями.
3.В устройстве по п. 1 привод реостата, отличающийся тем. что, с целью уменьщения скорости вывода пластины реостата, привод выполнен в виде двух нар зубчатых колес, снабженных зубцами не по всей окружности с тем, чтобы при выхолТ.е из зацепления одной пары колес с большим передаточным числом, вступала в зацепление другая пара зубчатых колес с меныиим передаточным числом.
4.Способ сварки с применением устройства по п. 1, о i .ч п ч а гощи и с я тем, что оси горелки по отношению к кольцевому шву при сварке секций сильфона придают наклонное положение в горизонтальной и вертикальной плоскостях.
5.В устройстве по п. 1 применение распорных колец между секциями при сварке, с целью сохранения шага и общего размера сильфона.
иг 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для аргонодуговой сварки | 1948 |
|
SU78165A1 |
| Устройство для электродуговой сварки плавящимся электродом в среде инертного газа | 1948 |
|
SU84622A1 |
| Самоходный автомат для аргонодуговой сварки | 1948 |
|
SU81784A1 |
| Устройство для автоматической аргонодуговой сварки | 1947 |
|
SU74462A1 |
| Автомат для аргонодуговой сварки | 1948 |
|
SU81399A2 |
| Установка для сварки сильфонов | 1976 |
|
SU770709A1 |
| Устройство для автоматической сварки | 1972 |
|
SU631059A3 |
| Устройство для сварки криволинейных швов | 1981 |
|
SU959970A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| СВАРОЧНАЯ СИСТЕМА С ДВУМЯ НАПРАВЛЯЮЩИМИ | 2022 |
|
RU2795223C1 |
t3:fjffft:1 t-/Q
J2
Фиг 7
ff
Ось вращения сипьсрона
.,, у
