Изобретение может быть использовано в машиностроении, судостроении, строительной индустрии и других отраслях народного хозяйства, в которых используется резка плос- 5 ких металлических заготовок высокотемпературным пламенем.
Известен способ линейной газовой резки, по которому производят . предварительный подогрев поверхнос- Q ти листа и пламя дополнительных горелок направляют на боковую кромку иста, идущего в отход, параллельно поверхности листа щ.
Недостатком известного способа 15 является то,что он позволяет уменьить вероятность образования трещин в зоне реза, но не обеспечивает даления грата на нижней поверхости резания основного листа. 20
Наиболее близким к предлагаемому по технической сущности и достигаемым результатам является способ . кислородной резки металлических листов, при котором лист подогревают 25 по линии реза, а затем струей режущего кислорода отрезают часть листа, идущую в отход со снятием грата с кромкой основного листа Zj .
Недостаток этого способа состоит 30 в том, что используется он дпя металлических листов малой толщины, требует дополнительного расхода энергии на подогрев узкой полосы металла вблизи линии реза, усложняет 35 конструкцию оборудования.
Цель изобретения - расширение технологических возможностей при резке листов различной толщины путем обеспечения автоматического 40 снятия грата посредством использования термических напряжений, возникающих при охлаждении после резки и изгибающих идущую в отход часть в плоскости, параллельной плоскости 45 основного листа, в направлении основного листа.
Указанная цель достигается тем, что согласно способу, при котором 50 лист подогревают по линии реза, а затем струей режущего кислорода отрезают часть листа, идущего в отход, со снятием грата с кромок основного листа, после реза на длину, 55 равную 10-15 то 1щинам листа, часть листа, идущую в отход, отгибают вниз к кроме основного листа с гратом на величину, равную 1,2-1,5 толщины листа.
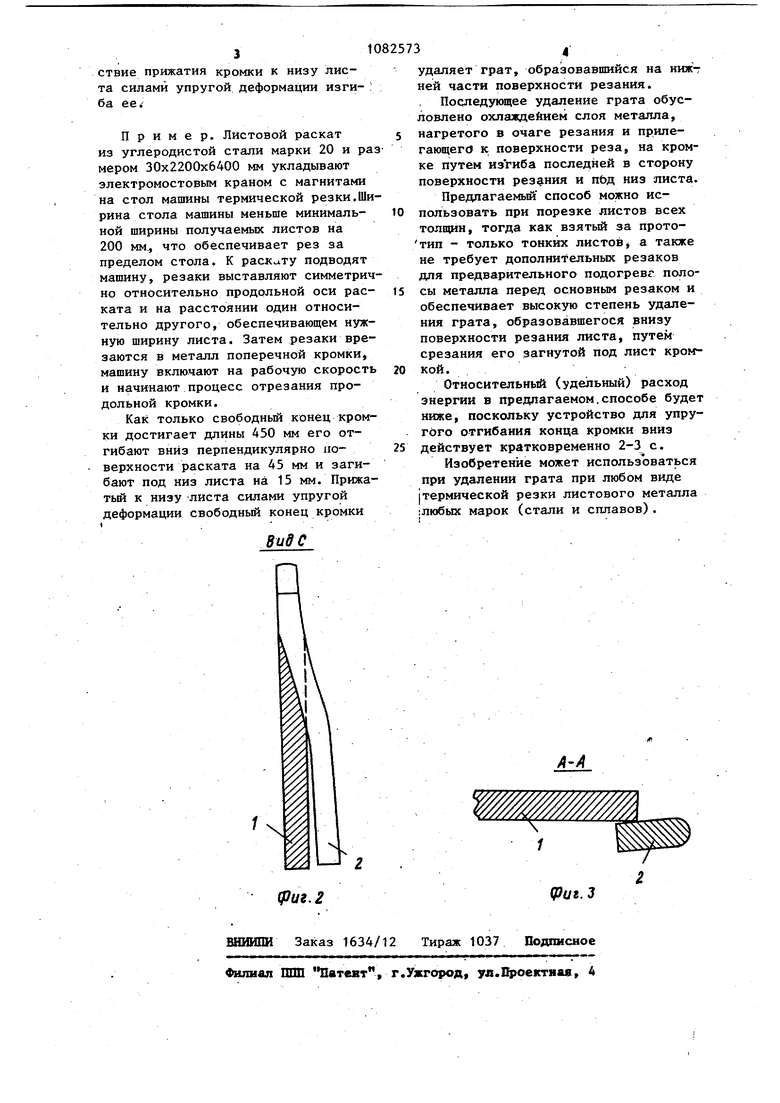
На.фиг.1 изображена схема резки на фиг.2 - вид по стрелке С на фиг.1; на фиг.-З - разрез А-А на фиг.1. На чертежах обозначены основной лист 1 и часть 2, идущая в отход.
Предлагаемый способ осуществляют следующим образом.
,Подлежащий резке листовой металлический раскат укладывают на стол газорежущей машины. К раскату подводят машину термической резки. Резаки устанавливают симметрично продольной оси раската и на расстоянии, обеспечивающем вырезку необходимой ширины листа. Когда свободный конец отрезаемой продольной кромки достигает длины, равной 10-15 толщинам раската, его упруго отгибают вниз перпендикулярно к поверхности раската на расстояние, достаточное для загиба (захода) под низ раската. Можно считать,что загиб сонца кромки под низ раската имеет горизонтальную (или близкую к ней) траекторию. Загиб конца кромки под низ раската (сразу после упругой вертикальной отгибки вниз) осуществляется действием термических напряжений, возникающих вследствие охлаждения и укорочения слоя металла, прилегающего к поверхности резания на кроме. Загибается (заводится) конец кромки под начальный (со стороны реза) участок аската.
Упругий вертикальный отгиб образовавшегося конца кромки при достижении им длины 10-13 толщин раската и последующий загиб под низ раската осуществляют только в начальный период резания, т.е. один раз. По мере перемещения очага резания вдоль раската обе эти операции (упругий отгиб и загиб) будут осуществляться непрерывно и как бы автоматически. По мере перемещения очага резания вдоль раската отрезаемая кромка будет постепенно изгибаться в сторону реза и под низ листа за счет охлаждения и укорочения нагретого в очаге резания слоя металла на кромке.
При загибании кромки под лист удаляется грат, образовавшийся внизу поверхности резания листа вслед
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ линейной газовой резки | 1979 |
|
SU833387A1 |
| Устройство для удаления грата внутри трубы | 1978 |
|
SU737056A1 |
| ПИЛА ДИСКОВАЯ | 2008 |
|
RU2377102C1 |
| УСТАНОВКА ДЛЯ ОТРЕЗКИ КОНЦЕВЫХ ДЕТАЛЕЙ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2019 |
|
RU2709187C1 |
| Способ пакетной кислородной резки металлических листов | 1985 |
|
SU1291320A1 |
| НОЖ ШЕВРОННЫЙ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2212986C2 |
| Способ уборки недокатов с промежуточного рольганга непрерывного полосового стана и устройство для его осуществления | 1982 |
|
SU1106560A1 |
| СПОСОБ РЕЗАНИЯ С ИСПОЛЬЗОВАНИЕМ ШТАМПОВОЧНОГО ПРЕССА | 2016 |
|
RU2690384C1 |
| Установка для подачи к ножницам, сортировки и удаления заготовок | 1985 |
|
SU1465196A1 |
| Способ резки проката | 1990 |
|
SU1824261A1 |
СПОСОБ ТЕРМИЧЕСКОЙ РЕЗКИ МЕТАЛЛИЧЕСКИХ ЛИСТОВ, при котором лист подогревают по линии реза, а затем струей режущего кислорода отрезают часть листа, идущую в отход, со снятием грата с кромок основного листа, отличающийс я тем, что, с целью расширения технологических возможностей при резке листов различной толщины путем обеспечения автоматического снятия грата посредством использования термических напряжений, возникающих при охлаждении после резки и изгибающих идзпцую в-отход часть в плоскости, параллельной плоскости основного листа, в направлении основного листа, после реза на длину, равную 10-15 толщинам листа, часть листа, идудую в отход, отгибают вниз к кромS ке основного листа с гратом на (Л величину, равную 1,2-1,5 толщины листа. Прорезь А (риг.1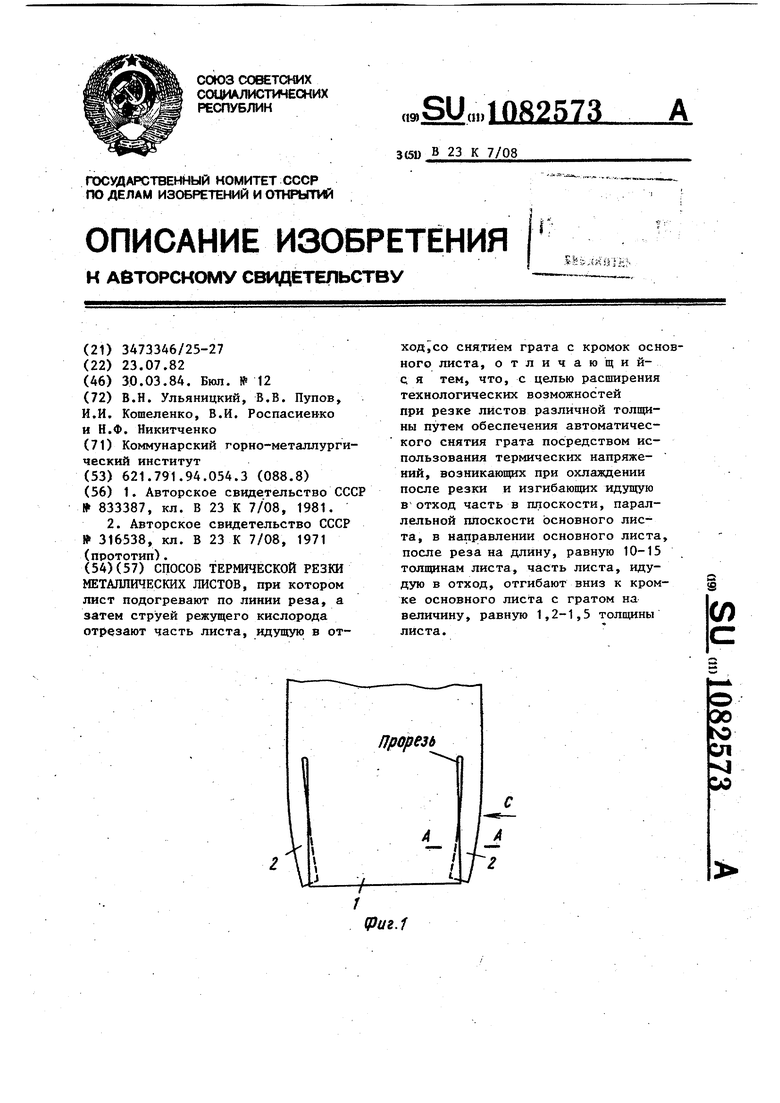
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ линейной газовой резки | 1979 |
|
SU833387A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 0 |
|
SU316538A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
