1
Изобретение относится к области сварки, а именно, к вспомогательному оборудованию для удаления грата на трубах большого диаметра.
Известно устройство для удаления грата, содержащее дисковый резец, установленный наклонно к оси корпуса устройства 1.
Недостатком устройства является низкое качество удаления грата и малая производительность за счет частой замены резцов.
Известно также устройство для удаления грата внутри трубы, содержащее корпус с установленными попарно-последовательно вдоль его оси дисковыми резцами, оси которых расположены под углом друг к друГУ {2.
В этом гратоснимателе первый по ходу движения трубы дисковый резец производит подрезку грата с одной боковой стороны, а второй подрезает с другой стороны, и т. д. до полного удаления грата.
Гратосниматель имеет ряд недостатков. Так, первый по ходу движения трубы резец воспринимает основную долю усилия резания, что приводит к его износу и поломкам. Кроме того, в момент начала резания, когда в работе находится только первый резец, силы резания создают окручивающий момент, в результате которого оправка с резцами может поворачиваться вокруг продольной оси, а резец отходит от шва в сторону, что исключает его работу. При наличии винтообразного смещения шва вдоль трубы исключается возможность снятия
5 грата по всей длине трубы из-за смещения шва от оси резания. Так как установка резцов относительно поверхности трубы осуществлена при помощи верхних и нижних направляющих роликов, то при колебании
10 диаметра трубы и толщины стенки в пределах допуска неизбеж иа неточная установка резцов по высоте, что также приведет к иеполному снятию грата.
Целью изобретения является повыщенне
15 надежности конструкции и улучшение качества удаления грата.
Цель достигается тем, что устройство снабжено кассетой, щарнирно закрепленной
20 на корпусе с возможностью радиального перемещения, оси каждой пары резцов смонтированы в кассете и размещены в плоскостях, перпендикулярных к плоскости ее симметрии, углы между осями вращения
25 резцов и углы наклона плоскостей осей резцов к продольной оси для каждой пары резцов различны и составляют от первой пары до последней в направлении иереМещения трубы от 10° до 90°, при этом рас30 стояиие между точками резания для каждои последующей пары резцов меньше, чем для каждой предыдупдей.
На фпг. I показана схема устройства для удалеппя грата;
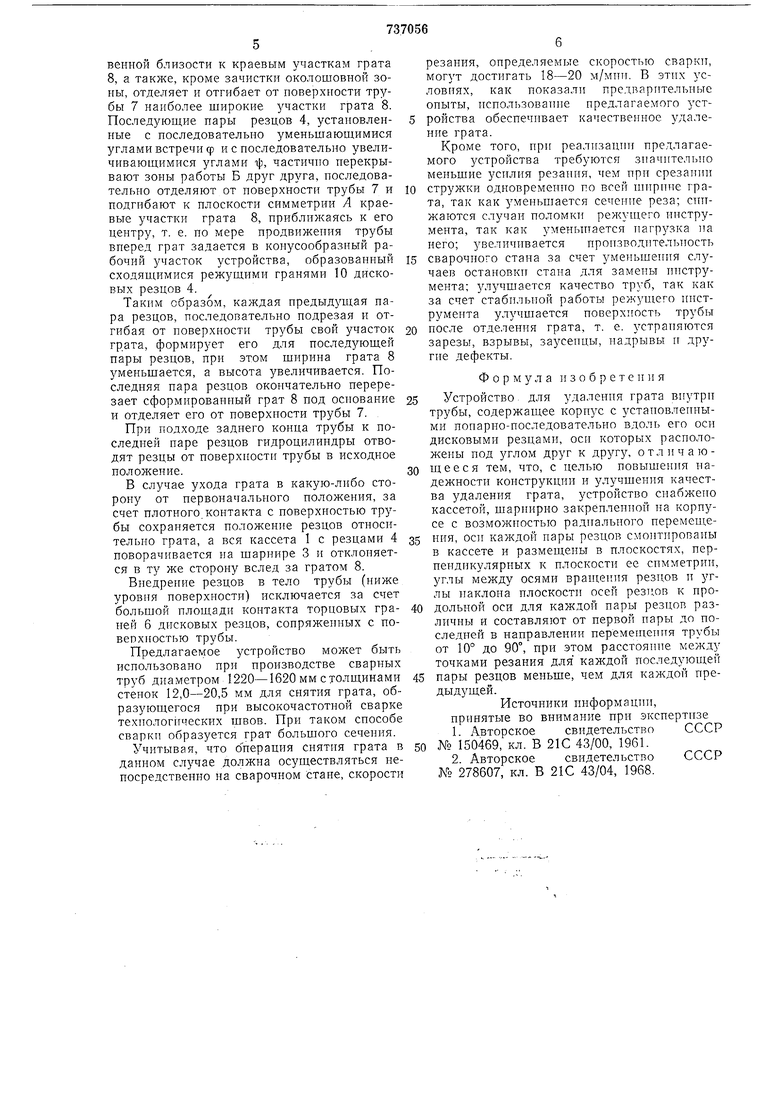
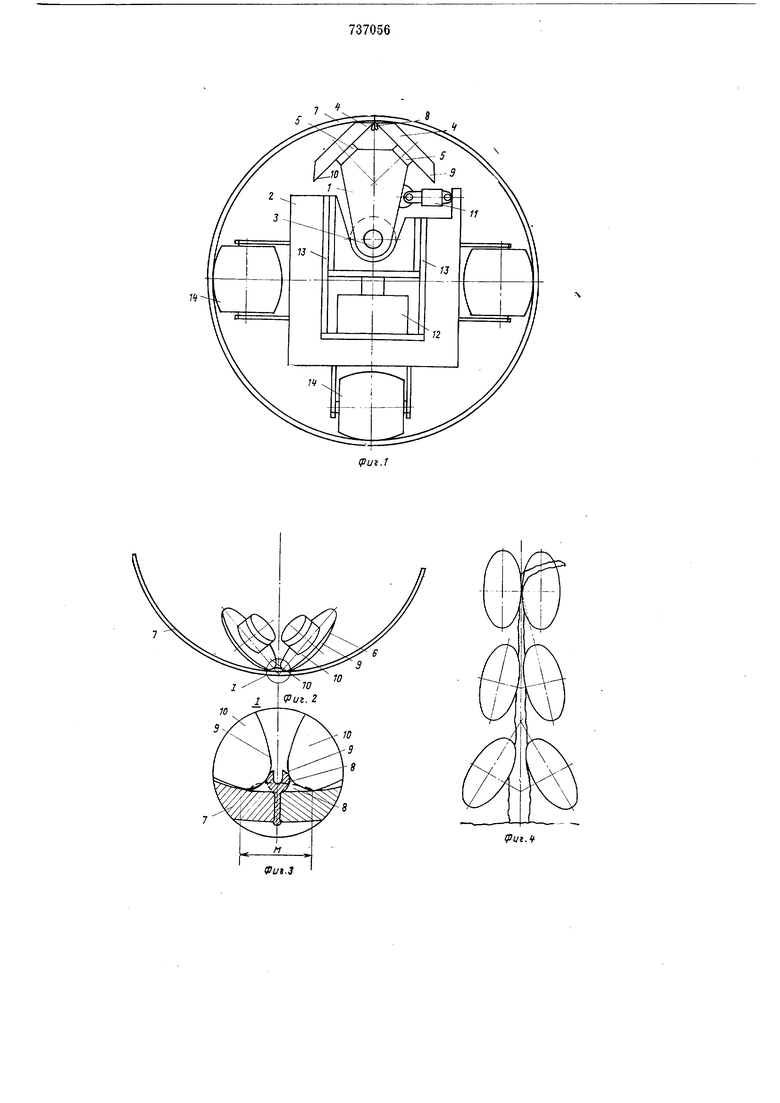
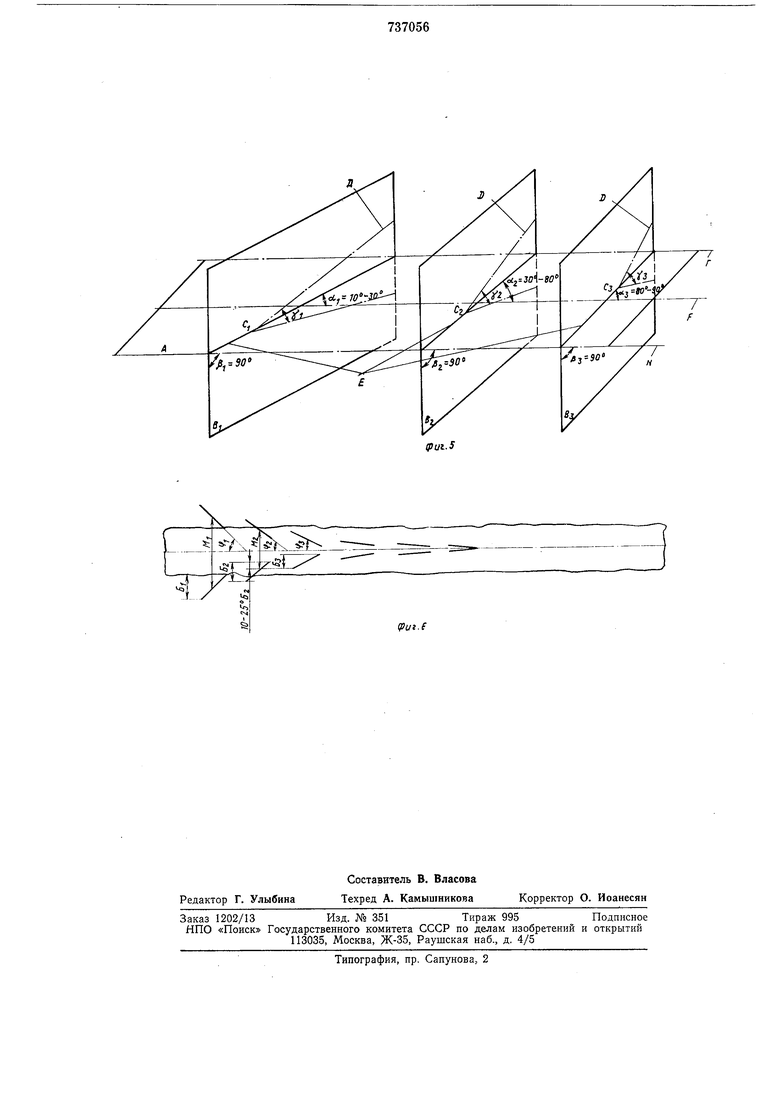
На фиг. 2-- схема расположепия одной пары дисковых резцов относителыю стыка кромок трубы; на фиг. 3 - узел I фиг. 2; на фиг. 4 - схема расположения дисковых резцов отиосительно грата; па фиг. 5 - схема расположения осей вращепия дисковых резцов; на фиг. 6 - схема расположепия зон резания каждой пары резцов отпосительно грата.
Устройство для удаления грата состоит из подвижной симметричной кассеты 1, которая размеш,ена в корпусе 2. Плоскость симметрии А, проходящая через иродольиую ось / кассеты 1 и продольную ось Л шарнира креплеипя 3 кассеты 1 к корпусу 2, делит кассету 1 иа две зеркально расположенные части. В кассете I последовательно размещены несколько пар дисковых резцов 4, осп 5 которых закреплены в кассете 1 при помощи подшипниковых узлов. Оси 5 закреплены в кассете 1 попарно так, что их продольные оси D (оси вращения дисковых резцов) наклонены друг к другу и к продольной оси f кассеты 1 и пересекаются в точке С. Оси вращения D каждой пары резцов 4 лежат в плоскостях BI, перпендикулярных к плоскости симметрии А (углы р равиы 90°). Плоскость В каждой пары резцов паклопепа к продольной оси F кассеты 1 под углом а, расположеипым между линией пересечепня плоскости В с плоскостью А и продольной осью F. Положение дисковых резцов 4 каждой пары в пространстве задается координатами точки С на плоскости симметрии А. Коордииатами точки с задается также соотношение углов - и а - углов наклона резцов друг к другу и иродольиой оси F кассеты 1. Эти имеют постепенное увеличение от пачала к коицу резания от 10 до 90°. Величины углов в предела,х 10-90 являются рабочим диапазоном, так как при угле наклона меньше 10° возможна поломка режущих кромок 9, а при угле более 90° ие будет происходить процесса резаиия. От этого соотношения углов зависит также профиль торцовых граней 6 резцов, которые сопрягаются с поверхностью трубы 7 в районе грата 8.
Дисковые резцы 4 каждой пары закреплеиы па осях 5 так, что расстояние М между режущими кромками 9, в месте нх касаиия с поверхностью трубы, от первой пары к последней последовательно уменьшается до соприкосновения кромок. Расстояние М между режущими кромками 9 первой пары резцов устапавливается в зависимости от максимальной ширины грата 8 и составляет 110-150% его ширины. Выбранный диапазон расстояний является оптимальным, так как при расстоянии между резцами меньше
110% от ширины грата, возможно непопадание грата между резцами, что приведет к неполному снятию грата. При расстоянии между резцами более 150-% от ширины грата первые пары резцов не будут -работать, т. е. снятия грата не произойдет.
Разность расстояний между режущими кромками соседних пар резцов ограничивается условиями захвата краевых участков
грата и установлена такой, чтобы зона Ба работы последующего резца перекрывала зону Б работы предыдущего резца на 10- 25% ее ширины. Зона Б работы каждого дискового резца зависит от его диаметра и
для обесиечеиия стабильиой работы устройства диаметр дисковых резцов по режущим кромкам должен быть максимально возможным и ограничиваться лишь размерами трубы. Перекрытие зон работы резцов менее 10% приводит к неполному захвату грата, а более 25% -к излишнему увеличеипю количества резцов.
Режущие плоскости 10, проходящие через режушне кромки дисковых резцов, расположены перпендикулярно их осям врашеиия D. Угол а, характеризующий наклон осей вращения D к продольпой оси Г кассеты 1, а следовательно, и к поверхности трубы 7, определяет углы встречи ф режущих плоскостей 10 резцов 4 каждой пары с поверхностью трубы и с гратом в продольном направлении. Угол YI характеризую ций наклон осей врандення D резцов данной пары друг к другу в плоскости В, оиределяет углы встречи oj режущих плоскостей 10 с поверхностью трубы п гратом в вертикальном ианравлении.
Установка резцов по отношению к грату осуществляется нри помощи гидроцилипдров 11, обеспечивающих перемещение кассеты с резцами поперек грата, и гидроцплиндрами 12, обеспечивающими перемещеине в иаправляющих 13 кассеты 1 к грату 8.
Корпус 2 удерживается в заданном положении при помощи опорных роликов 14.
Устройство работает следуюни1м образом.
Конец трубы 7 задается в первую пару
резцов 4 и выставляется гидроцилиндром 11 так, чтобы грат 8 разместился между резцами 4, т. е., чтобы плоскость симметрии А устройства проходила через центр грата 8 (ось Г на фиг. 3). Далее с иачалом движепия трубы 7 резцы 4 прижимаются гидроцплиндрами 12 к поверхности трубы 7 с усилием, исключающим пх пробуксовку, п за счет сил тренпя иачипают катиться по поверхностп трубы в месте размещения грата 8. Гидроцилиндр 11 с началом резация выключается из работы. За счет расположения плоскостей 13 резцов 4 первой пары под большим углом встречи ф к грату 8 эта нара захватывает наиболее широкий участок Б поверхиости трубы 7 в непосредственной близости к краевым участкам грата 8, а также, кроме зачистки околошовной зоны, отделяет и отгибает от поверхности трубы 7 наиболее широкие участки грата 8. Последующие пары резцов 4, установленные с носледовательно уменьшающимися углами встречи ф и с последовательно увеличивающимися углами 1|з, частично нерекрывают зоны работы Б друг друга, последовательно отделяют от поверхности трубы 7 и подгибают к плоскости симметрии А краевые участки грата 8, приближаясь к его центру, т. е. но мере продвижения трубы вперед грат задается в конусообразный рабочий участок устройства, образованный сходящимися режущими гранями 10 дисковых резцов 4.
Таким образом, каждая предыдущая пара резцов, последовательно подрезая и отгибая от поверхности трубы свой участок грата, формирует его для последующей пары резцов, при этом ширина грата 8 уменьшается, а высота увеличивается. Последняя пара резцов око 1чательно перерезает сформированный грат 8 под основание и отделяет его от поверхности трубы 7.
При подходе заднего конца трубы к последней паре резцов гидроцилиндры отводят резцы от поверхности трубы в исходное положение.
В случае ухода грата в какую-либо сторону от первоначального положения, за счет плотного.контакта с поверхностью трубы сохраняется положение резцов относнтельио грата, а вся кассета 1 с резцами 4 поворачивается на шарнире 3 и отклоияется в ту же сторону вслед за гратом 8.
Внедрение резцов в тело трубы (ниже уровня поверхности) исключается за счет большой площади контакта торцовых граней 6 дисковых резцов, сопряженных с поверхностью трубы.
Предлагаемое устройство может быть использовано при производстве сварных труб диаметром 1220-1620 мм с толщинами стенок 12,0-20,5 мм для снятия грата, образующегося при высокочастотной сварке технологических швов. При таком способе сварки образуется грат большого сечения.
Учитывая, что операция снятня грата в данном случае должна осуществляться непосредственно на сварочном стане, скорости
резания, определяемые скоростью сварки, могут достнгать 18-20 м/мин. В этих условиях, как показали предварительные опыты, использование предлагаемого устройства обеспечивает качественное удаление грата.
Кроме того, реализации предлагаемого устройства требуются значительно меньшие усилия резання, чем при срезании
стружки одновременно по всей ширине грата, так как умеиьшается сечение реза; снижаются случаи поломки режущего инструмента, так как уменьптается нагрузка па него; увеличивается нроизводптелыюсть
сварочного стана за счет уменьшення случаев остановки стана для замены инструмента; улучшается качество труб, так как за счет стабнльиой работы реж)щего инструмента улучшается поверхность трубы
носле отделення грата, т. е. устраттяются зарезы, взрывы, заусенцы, надрывы и другие дефекты.
Формула изобретения
Устройство, для удаления грата внутри трубы, содержащее корнус с устаиовлеиными поиарпо-последовательно вдоль его осп дисковыми резцамн, оси которых расиоложеиы иод углом друг к другу, отличающееся тем, что, с целью повышения иадежности конструкции и улучшения качества удалення грата, устройство снабжено кассетой, шарнирно закрепленной на корпусе с возможностью радиального переменхеиия, оси каждой пары резцов смонтироваиы в кассете и разменхеиы в плоскостях, перпендикулярных к нлоскости ее симметрии, углы между осями врапхения резцов и углы наклона плоскости осей резцов к продольной оси для каждой пары резцов различны и составляют от первой пары до последней в направлении переменхення трубы от 10° до 90°, при этом расстояние между точками резания для каждой последующей
пары резцов меньше, чем для каждой предыдущей.
Источники пнформацин, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 150469, кл. В 21С 43/00, 1961.
2.Авторское свидетельство СССР № 278607, кл. В 21C 43/04, 1968.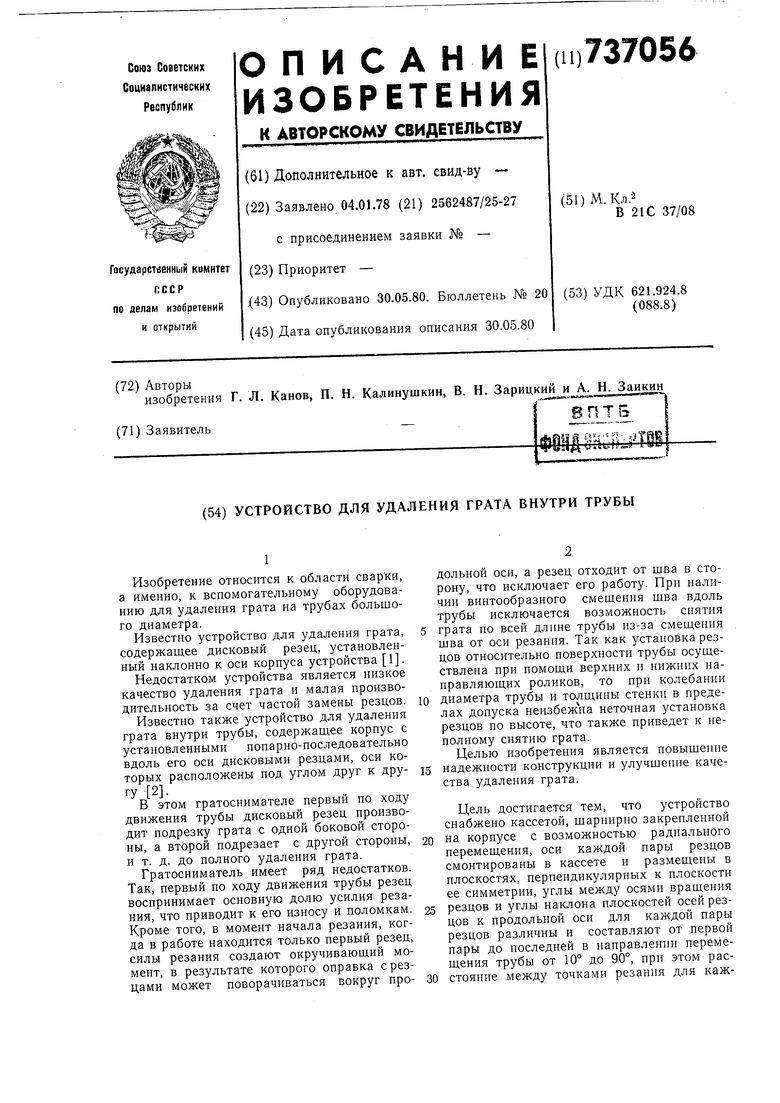

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления прямошовных труб | 1988 |
|
SU1722647A1 |
| Способ обработки поверхности изделий | 1976 |
|
SU650684A1 |
| Устройство для удаления наружного грата со сварных обсадных труб | 1976 |
|
SU574291A1 |
| Режущая головка для выемки твердых горных пород из плоскости забоя и режущее устройство для создания туннеля | 2019 |
|
RU2794114C1 |
| Гратосниматель для обработки внутренней поверхности труб | 1986 |
|
SU1340861A1 |
| Устройство для удаления внутреннего грата в трубах | 1977 |
|
SU719810A1 |
| ВНУТРЕННИЙ ГРАТОСНИМАТЕЛЬ | 1970 |
|
SU278607A1 |
| Устройство для зачистки сварных швов | 1983 |
|
SU1107926A1 |
| Устройство для удаления грата из полости трубы | 1988 |
|
SU1722646A1 |
| Устройство для удаления грата | 1980 |
|
SU944794A1 |
фиг. if
Ч
Ч S
