В Предлагаемом аппарате для автоматическойэлектродуговой
сварки с подачей электродной проволоки при помощи электромагнита, возбуждаемого импульса электрического тока, для получения указанных импульсов с частотой, зависящей от напряжения на сварочной дуге, применен электромагнитный или моторный прерыватель, обмотка которого включена в сварочную цепь параллельно дуге.
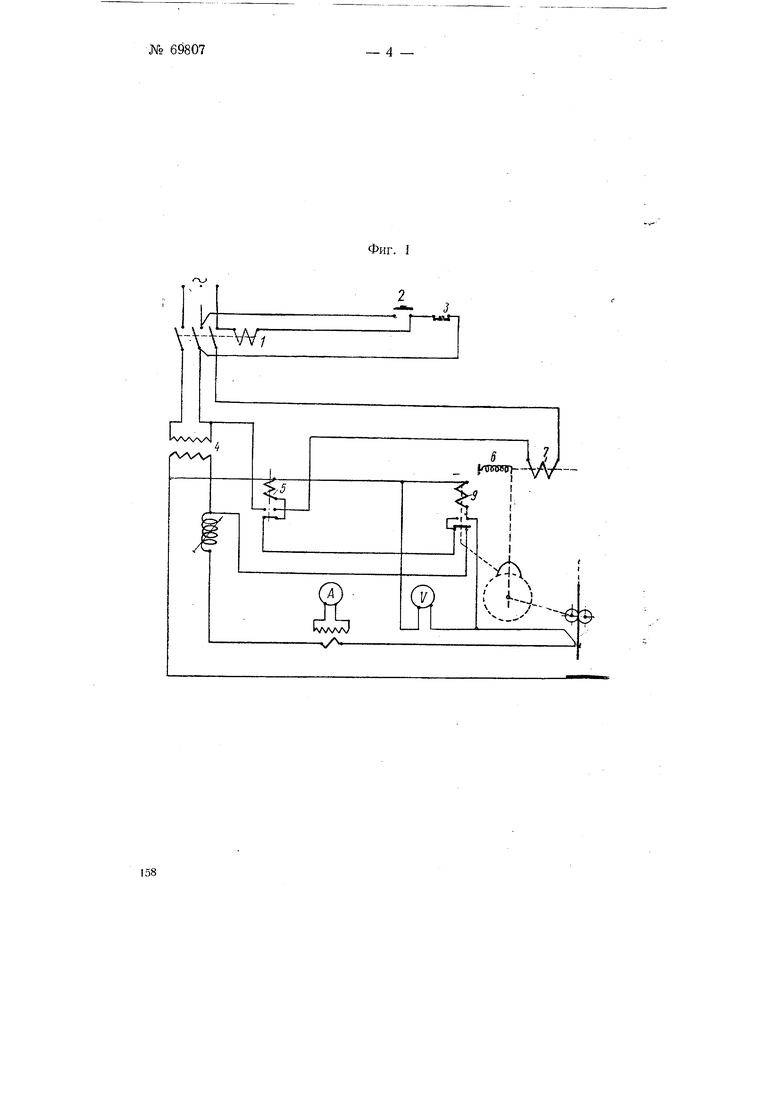
На фиг. 1 изображена принци пиальная схема аппарата для авто матической дуговой сварки; на
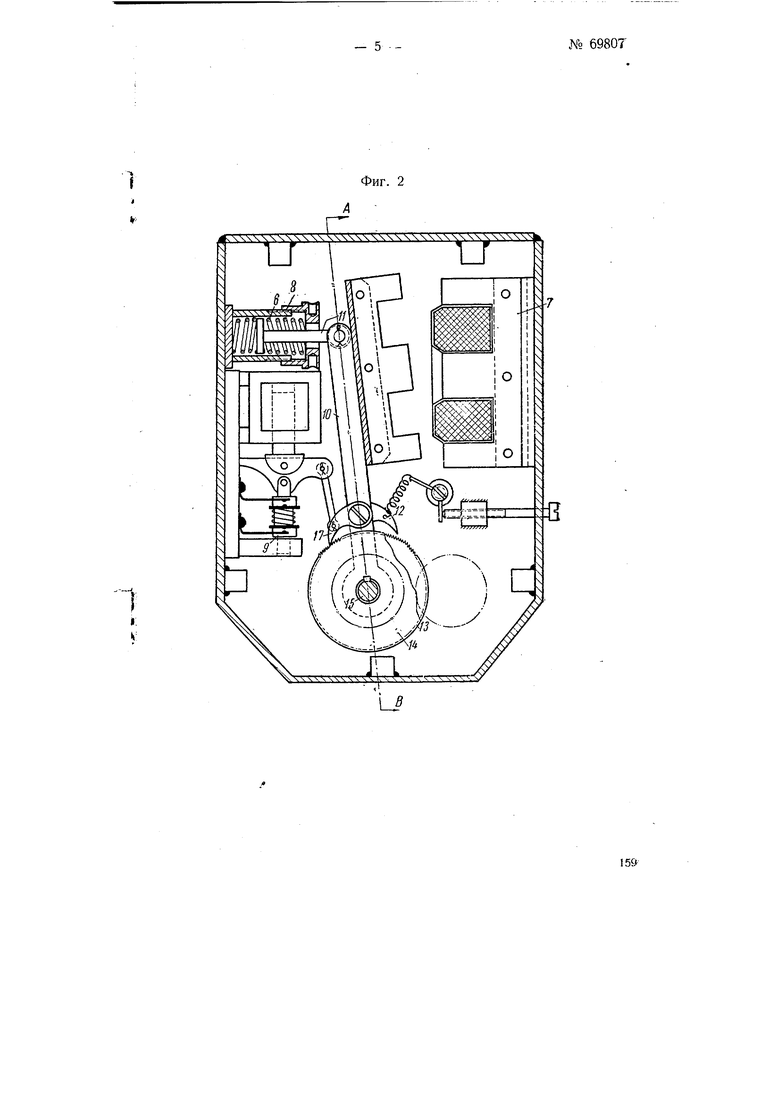
I фиг. 2 - вид аппарата со снятой
крышкой и на фиг. 3 - разрез по
линии АВ фиг. 2.
Включение аппарата в работу производится путем нажатия пусковой кнопки 2. В результате этого нажатия катушка линейного контактора J окажется под напряжением и включит трехфазный рубильник, к двум зажимам которого подключен сварочный трансформатор 4, включаемый при срабатывании контактора / в силовую сеть переменного тока.
При опускании кнопки 2 питание сварочной цепи не прекращается и аппарат остается включенным, так
как один из ножей рубильника является блок-контактом катушки контактора 1.
Если при срабатывании линейного контактора / электрод не соприкасается с изделием, то в этом случае схема соответствует режиму холостого хода, при котором катушка реле 9 напряжения окажется под напряжением вторичной обмотки сварочного трансформатора и сработает на включение. В результате этого срабатывания катушка пульсатора 5 также окажется под напряжением вторичной обмотки сварочного трансформатора, а сердечник реле 5 приведет в сцепление правую собачку 12 (фиг. 2) с храповиком 3 для осуществления рабочего хода.
Катушка пульсатора 5, оказавшаяся под напряжением, сработает на включение и замкнет цепь катушки силового магнита 7, но при движении сердечника вверх прервет свое собственное питание. Благодаря инерции сердечник пульсатора 5 дойдет до своего исходного верхнего полол ения и в тот же момент пойдет вниз, размыкая цепь катушки силового магнита 7 и замыкая цепь катушки пульсатора 5. После
155
включения катушка пульсатора вновь притянет сердечник и т. д., т. е. пульсатор будет давать импульсы тока в катушку силового магнита 7 с определенной частотой. Частота этих импульсов будет зависеть от подаваемого в катушку пульсатора напряжения и от конструктивных данных самого пульсатора 5. Под воздействием пульсатора катушка силового магнита 7 будет периодически притягивать и отпувкать якорь магнита,и тем самым создаст колебательное движение рычага, на котором - закреплен якорь. Эти колебательные движения рычага в зависимости от положения собачек будут приводить в движение храповые колеса 13 или 14, Как указано выше, при режиме холостого хода якорь реле напряжения вызывает сцепление собачки 12 с храповым колесом J3 рабочего хода. В результате этого, колебательные движения рычага передаются храповому колесу, которое, поворачиваясь, увлекает за собой валик 15, на котором оно закреплено при помош:и шпонки. Указанный валик является одновременно осью ведущего ролика 16, посредством которого производится подача электродной проволоки к изделию.
При соприкосновении электродной проволоки с изделием произойдет короткое замыкание сварочной цепи, в результате чего катушка реле напряжения 9 окажется обесточенной и отпустит сердечник, произведя тем самым расцепление правой собачки 12 с.храповиком 13 рабочего хода и сцепление левой собачки 17 с храповиком 14 обратного хода, а также переключит питание катушки пульсатора на напряжение дросселя. В результате этого работа схемы, за исключением положения собачек, не изменится. Силовой магнит попрежнему будет приводить храповые колеса во крашение, но в данном случае валик будет вращаться в обратную сторону вследствие сцепления с собачкой обратного хода. Благодаря вращению валика, а следовательно, и ведущего ролика Б обратную сторону произойдет отрыв электрода от
156
изделия, и при этом возникает сварочная дуга. Вследствие обратного вращения роликов подачи и обгорания конца электрода сварочная дуга будет удлиняться, а следовательно, и напряжение, подаваемое к катушке 9, будет расти. В зависимости от величины напряжения, на которое отрегулировано реле 9, будет происходить его срабатывание и включение схемы и собачек, аналогично холостому ходу. Но в данном случае, т. е. при горении дуги, работа пульсатора будет существенно отличаться от его работы при режиме холостого хода. Это отличие заключается в том, что катушка пульсатора будет подключена на напряжение дуги, и, следовательно, частота срабатывания (а значит и частота импульсов) будет зависеть от напряжения на дуге, т. е. чем выше будет напряжение на дуге, тем больше будет частота, и наоборот. Эта особенность является основным фактором автоматической регулировки длины дуги, а следовательно, и стабильности сварочного процесса при выполнении сварки на автомате данного типа.
Если по каким-либо причинам произойдет случайное укорочение дуги, то напряжение, подаваемое на катушку пульсатора, понизится на некоторую величину, а следовательно и количество срабатываний пульсатора в единицу времени будет меньше, чем при нормальном горении дуги. Этим самым и скорость подачи проволоки несколько замедлится, и дуга - начнет удлиняться, а следовательно, начнег расти и напряжение на катушке пульсатора.
При случайном удлинении сварочной дуги произойдет обратное явление. Напряжение на катушке пульсатора возрастет, и количество импульсов увеличится, а следовательно, и проволока начнет подаваться к изделию с большей скоростью, уменьшая дуговой промежуток.
Как в том, так и в другом случае, установившийся процесс сварки наступит в тот момент, когда
количество срабатываний пульсатора будет таким, которое обеспечит подачу проволоки со скоростью, равною скорости ее плавления.
Регулировка напряжения на дуге в аппарате импульсного типа может производиться двумя путями: 1) путем механической регулировки пульсатора тем или иным способом в зависимости от конструкчмции реле, использованного для дан-кого назначения (изменением зазора между сердечником и основным железом, натяжением пружины, связанной с сердечником, и другими способами); 2) путем изменения величины амплитуды колебаний рычага храповой передачи; это изменение производится посредством поворота гайки (крышки) 8 амортизатора 6, чем создается большая или меньшая упругость помеш,енных в амортизаторе пружин, а следовательно, и большая или меньшая возможность продольного перемеш,ения хвостовика 11, связанного с концом рычага 10 храповой передачи.
Выключение всей схемы производится посредством нажатия кнопки 3 включения, в результате которого обесточивается катушка линейного контактора /, размыкаются его контакты, и вся схема отключается от силовой сети.
Возможные варианты выполнения аппарата для автоматической дуговой сварки могут быть представлены в следующем виде:
I. Вместо реле-пульсатора для более чувствительной автоматической
II регулировки длины дуги может быть использован коллекторный мотор переменного тока или приспособлен
механизм, аналогичный механизму электрического счетчика.
Вращение якоря мотора (в первом случае) и вращение диска (во втором случае) можно использовать для импульсной подачи тока в обмотку силового магнита.
2. Учитывая, что при сварке под слоем флюса до включения схемы электрод обычно закорачивается на изделие, предложенную схему можно упростить, исключив из нее реле напряжения 9, которое практически необходимо только для зажигания дуги и которое можно заменить кнопкой, причем последняя будет спарена с пусковой кнопкой, в результате чего общее количество кнопок управления не увеличится, а работа автомата после такого упрощения останется вполне надежной, так как принцип кнопочного возбуждения дуги вполне оправдал себя не только в аппаратах с автоматической регулировкой дуги, но и в аппаратах, в которых подача проволоки постоянна и не зависит от напряжения на дуге.
Предмет изобретения
Аппарат для автоматической дуговой сварки с подачей электродной проволоки при помощи электромагнита, возбуждаемого импульсами электрического тока, отличающийся тем, что для получения указанных импульсов с частотой, зависящей от напряжения на сварочной дуге, применен электромагнитный или моторный прерыватель, обмотка которого включена в сварочную цепь параллельно дуге.
Фиг. 1
Фиг. 2
-7

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подачи электродной проволоки при дуговой сварке | 1936 |
|
SU48929A1 |
| Устройство для сварки в среде защитного газа с дистанционным управлением | 1978 |
|
SU776815A1 |
| Устройство для автоматической дуговой электросварки | 1948 |
|
SU73676A1 |
| УСТРОЙСТВО для ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1968 |
|
SU231047A1 |
| Устройство для подачи сварочной проволоки | 1976 |
|
SU577107A1 |
| Устройство для автоматической подачи сварочного электрода | 1938 |
|
SU54213A1 |
| Устройство для дистанционной установки величины сварочного тока | 1953 |
|
SU102494A1 |
| Способ дуговой электросварки | 1950 |
|
SU96495A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| Автоматическое устройство для электродуговой обварки связей | 1948 |
|
SU83815A1 |