Изобретение относится к специальной таре Окасоет1ные магазины), в которой сетки радиоламп проходят теххнологичеокую обработку и межоперационную транспортировку с Минимальным прИ1менениам ручиого тру|да.
Падобная , обычно приманяемая в электровакуумном произво,дсгве, не преду см атривает фиксацию находящихся в ней деталей, что пр ивадит к их деформации и загрязнению и, кроме того, затрудняет механизацию я автоматизацию проИ|Зво1Д гтвенных процессов.
В опйсываемом изобретении эти недостатки устр аваны применением рамк1И С. пазами в бо-ковых стенках, чем обеспечивается точная фиксация траверс сеток и пре;дотвр1ащается перемещение сеток внутри тары, как при транспортировке, так и на операциях мойки, аущки, отжига, контроля И т. п., которые осуществляются без выемки сеток -лв кассет магазина.
Точ1ная фиксация деталей в тар© позволяет весьма просто применить механическую их укладку и съем при монтаже.
Описываемый кассетный механизм состоит из приспособления аля набора сеток в рамку, рамок-лотков, л кассетного ;М1агазииа.
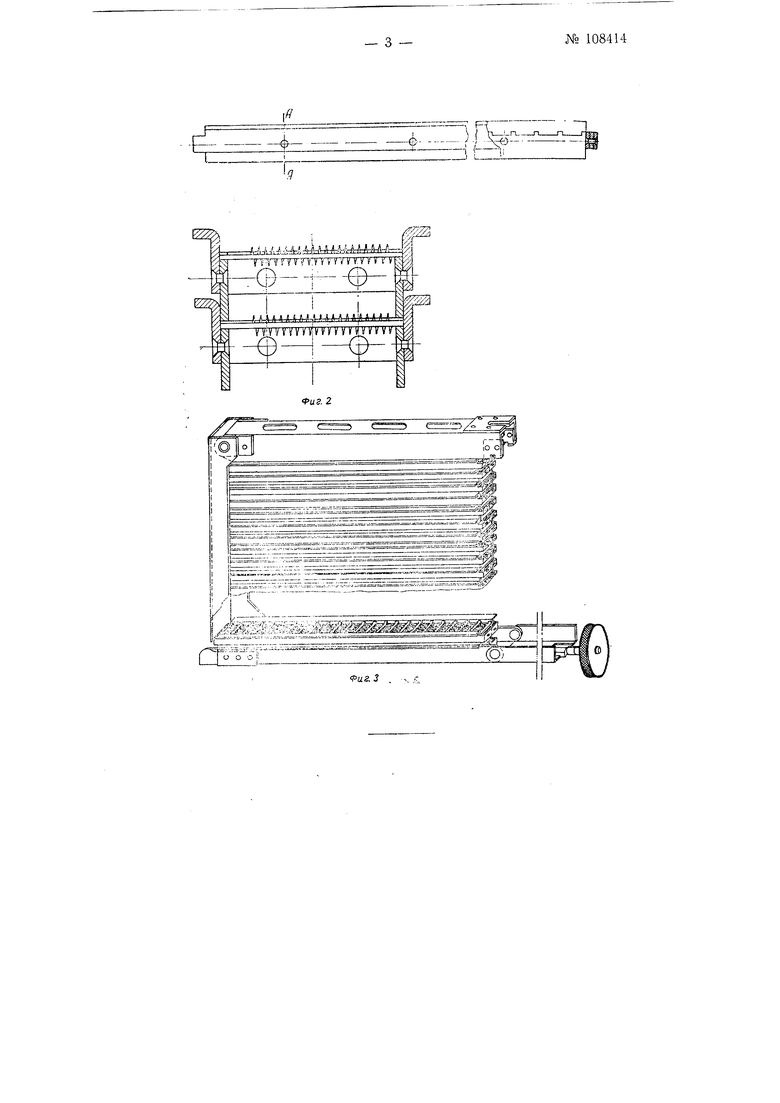
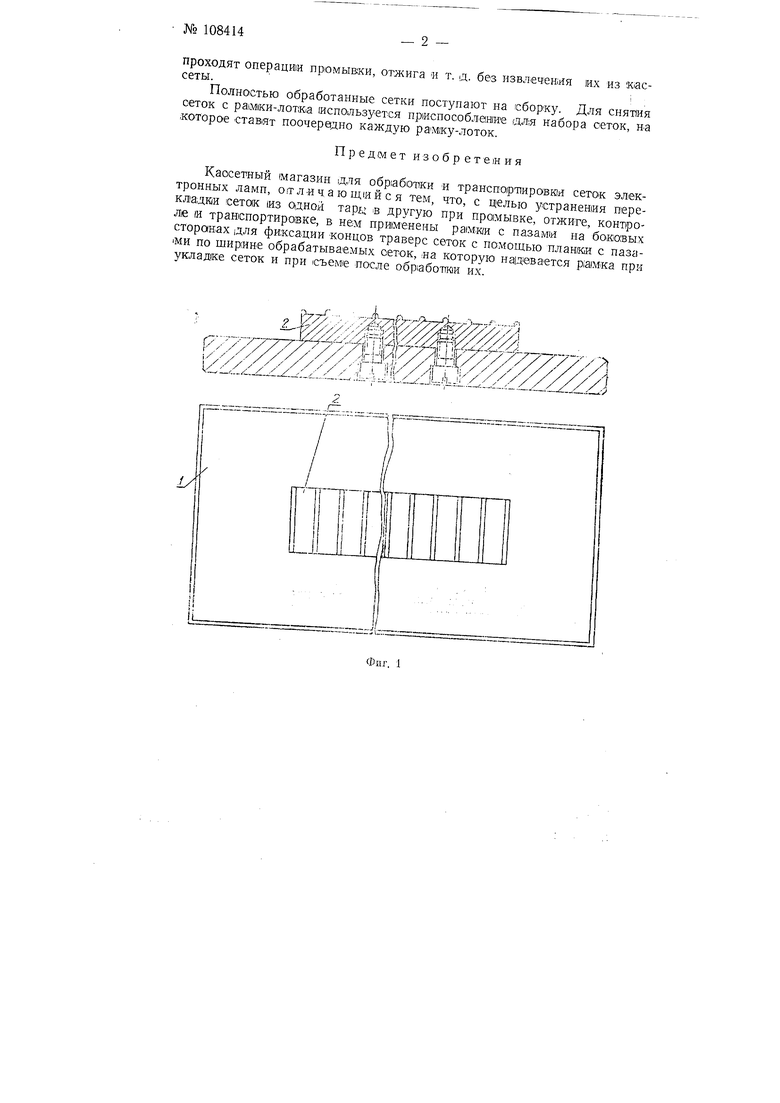
i Приспособлени е для набора сеток в рамку (фиг. 1) состоит из основания 1 и укрепленной Hia нем планки 2 спазам,и, ширина которых равка ширине обрабатыв аемых сеток- На это приспособление надевают рамку-лоток (фиг. 2), на боковых сторонах которой имеются пазы для фиксацни концов траверс сеток. Пазы приспособл19ния для набора сеток и р.а-мки-лотка совпадают- После запол1нения сетками рамка-лоток сни1маетая с приспособления для набора сеток и устанавливается в кассетный механиз1м (фиг. 3), заполненный ра:М1 ами-лоткам1И. Кассетный мехайизм жестко фиксирует положение сеток, которые последовательно
проходят операции промывки, отжига и т. д. без извлечекяя их из кассеты.i
Полностью обработанные сетки поступают на сборку. Для снятия сеток с рамки-лотжа используется приспособление (ДЛ;я набора сеток, на -которое ставят поочередно каждую рвмку-лоток.
Предмет нзобрете1ния
Кассетный магазин для обр-аботки и транспорпировкгя сеток электронных ламп, О1ТЛ-ИЧ а ю Щ1ИЙ с я тем, что, с целью устранения перекладйи сетак из одноя тарц в другую при промывке, отжиге, контроле и транспортиро(вке, в нем применены ра1мии с пазами на боковых сторонах для фиксации концов траверс сеток с помощью планки с пазаМи по ширине обрабатываемых оеток, .на которую наиевается piaiMKa при укладке сеток и при съеме после обр1абопк1и их.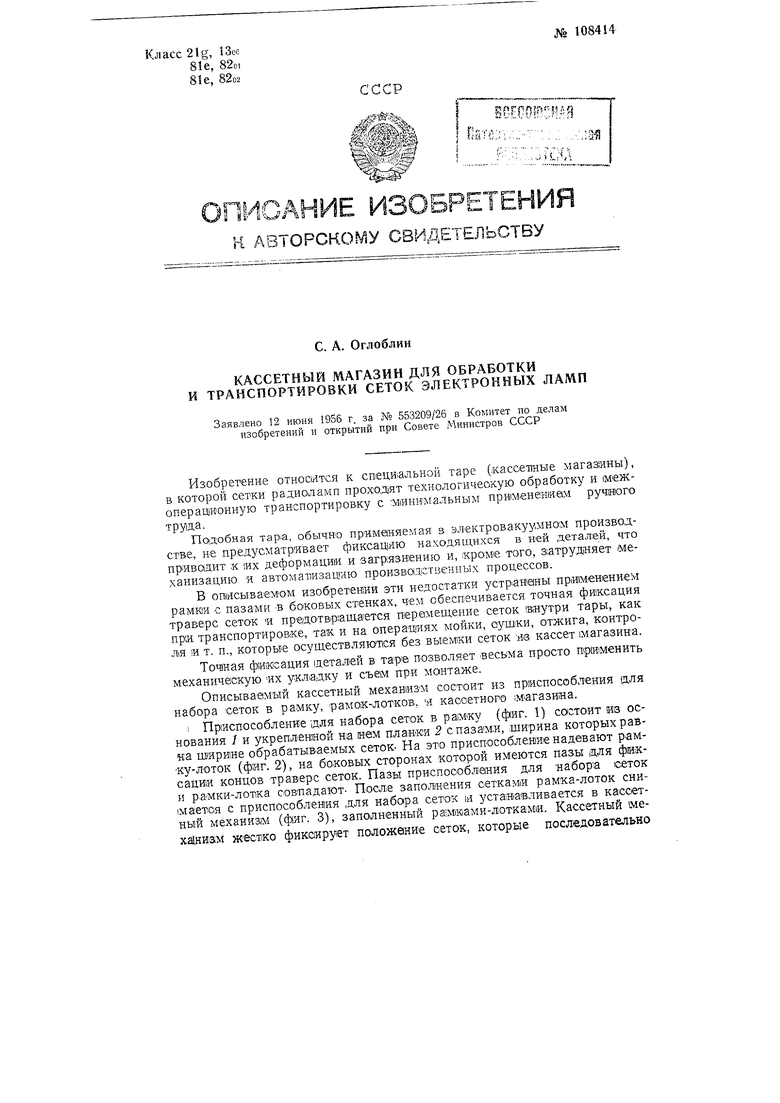
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической очистки деталей | 1958 |
|
SU120613A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| Формовочный отсек кассетной установки для изготовления строительных изделий | 1980 |
|
SU885030A1 |
| Устройство для укладки в тару изделий | 1986 |
|
SU1344688A2 |
| Стенд для сборки и сварки изделий | 1974 |
|
SU516494A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ЗАГОТОВОК | 1990 |
|
RU2023572C1 |
| ЛОТОК, СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2147286C1 |
| Автоматизированная установка для выращивания личинок мух | 2021 |
|
RU2762423C1 |
| Магазин-накопитель цилиндрических деталей | 1983 |
|
SU1093478A1 |