Изобретение откосится к тяжелому машиностроению и может быть использовано при изготовлении рамно-балочных конструкций.
Известен стенд для сборки и сварки изде;1ий, содержащий транспортер для перемеще Б1Я свариваемьк деталей, механизмы съема и передачи их на технологическое оборудование и магазин деталей.
Недостатком известного устройства является невозможность поочередной раскладки кo fflлeктующих деталей вдоль технологического оборудования и в связи с этим недостаточная производительность труда.
С целью устранения указанных недостатков предлагаемый стенд снабжен установленным последовательно с транспортером лотком и расположенным над лотком вторым магазином для комплектующих деталей, выталкиваемых из него в лоток деталяг ш первого магазина, при этом механизмы съема и передачи комплектующих деталей размещены вдоль лотка.
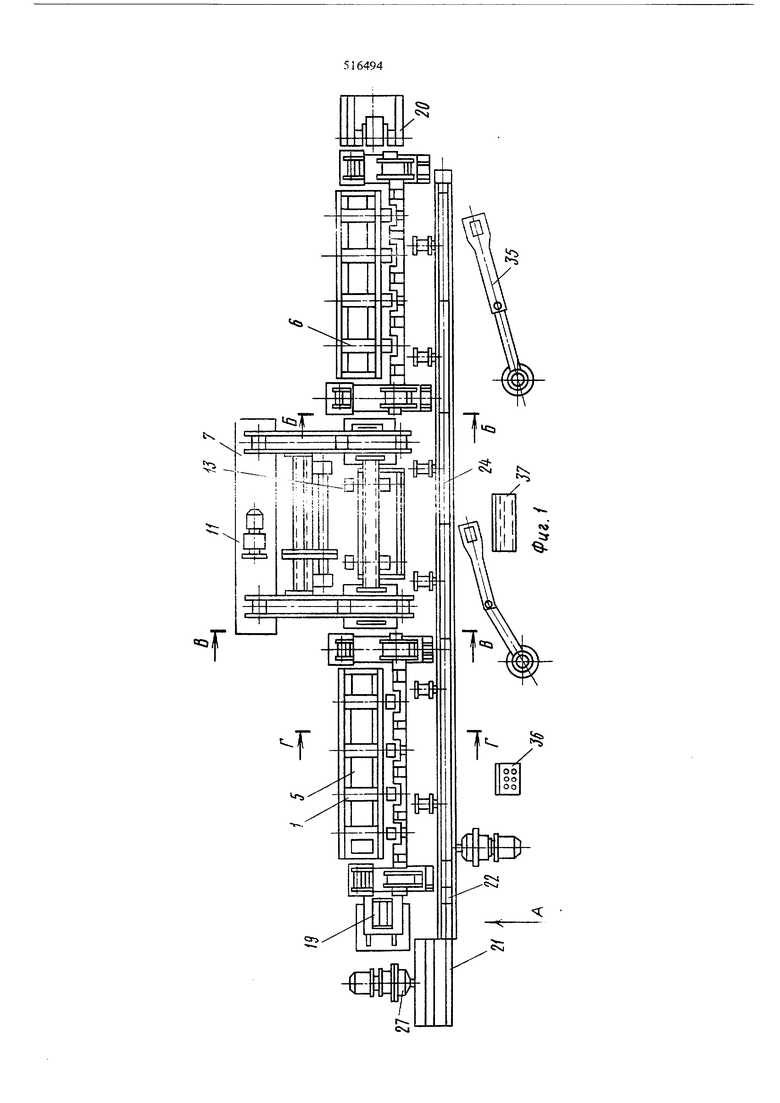
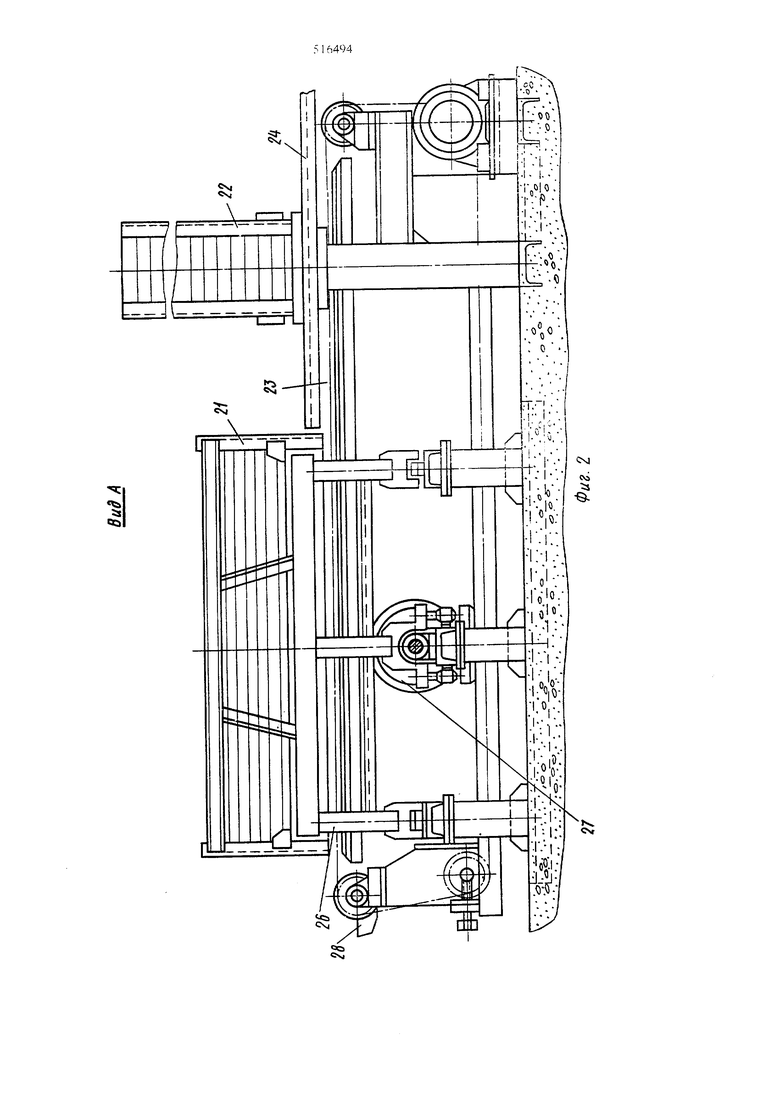
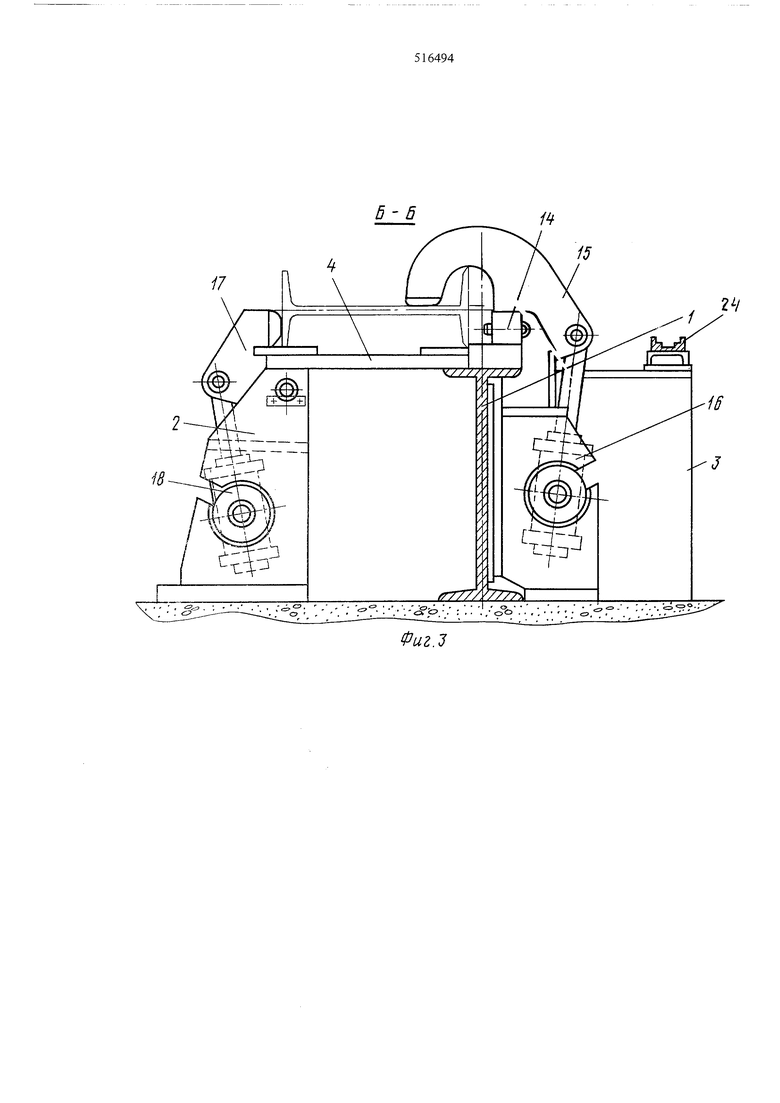
На фиг. 1 показан стенд, общий вид в плане; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - разрез по В-В на фиг. 1; на фиг. 5 - разрез по Г-Г на фиг. 1.
Стенд содерятт основание I, вьтолненное в виде двта рам 2 и 3. которые взаимосвязаны плитами 4, служащими базой для размещения балки при сборке и сварке.
Между paMaNffl 2 и 3 размещены два пластинчатых подъемньтх транспортера 5 и 6, подъем которьк осуществляется от гшевмоцилиндров (на чертежах не показаны).
Между транспортерами на основании 7 установлен роторный консольный кантователь 8. Привод его роторов 9, имеющих сквозное окно 10 для размещения балки, осуществлен от электродвигателя 11, размещенного на основании 7, а подъем и опускание кантователя от пневмоцилиндра 12. Внутри кантователя имеются подъемные ролики 13, служащие для предотвращения зависания балки при движетжи балки по транспортерам стенда, установке ее в стенд.
На раме 3 установлены упоры 14 для ориентирования балки с деталями в горизонтальной плоскости.
Упоры 14 выполняют роль буферов и состоят из корпуса и подпружиненного щтока. На раме 3 установлены также рычаги 15, которыми от пневмоцилиндров 16 осуществляется поджим балки к плитам 4. На раме 2 установлены рычаги 17 для поджима балки к бзам-упорам 14. Поворот их осущестиляется от пневмоцилиндров 18,
На левом конце основания 1 стенда имеется откидной упор 19, служащий для ориентирова шя балки в стенде по длине. Поджим балки к упору 19 осуществляется досылателем 20, установленным на другом конце основания стенда.
Вдоль стенда у рамы 3 размещены последовательно два магазины 21 н 22 для комплектующих деталей балки, цепной транспортер 23 для выдачи их из магазинов и лоток 24 для подачи деталей к местам их устанчовки на балке при сборке с механизмом 25 съема и передачи их на технологическое оборудование.
Магазин 21 предназначен для деталей ребро и вьтолнен четырехканальным. В каждом канале уложены стопой по 18 деталей. Магазин размещен на тележке 26, которая перемещаясь приводом 27 через ходовой винт устанавливает магазин необходимым каналом к цепному транспортеру. Внизу каждого канала магазина имеется паз для то.11кателя 28 цепного транспортера.
Магазин 22 предназначен для деталей ухо и выполнен одноканальным. Емкость его рассчитана на 18 деталей. Магазин 22 установлен над лотком 24. Лоток 24 предназначен для подачи деталей из магазинов вдоль балки на стенде к местам их укладки при сборке.
На раме 3 стенда установлены мехашзмы съема деталей ребро с лотка. Каждьш из механизмов 25 съема деталей с лотка состоит из двух параллельных рычагов 29, которые взаимосвязаны планкой 30, обеспечивающей захват детали из лотка при перюкладке их в зону сварки, и помещены в пазах, выполненных в лотке. Рычаги 29 нижней частью шарнирно установ.1ены на качающемся рьп&ге31, пepe feщaeмoм от привода 32 в вилке 33, являющейся ограничителем хода рычагов 29. Рьиаги 29 с качаю1димся рычагом, 31 взаимосвязаны пружиной растяжения 34.
Рядом со стендом на кранукосинах 35 размещено сварочное оборудование.
Управление механизмами стенда осуществляется с пультов 36 и 37.
Сборку и сварку боковой балки железнодорожной платформы с усилением поля на стенде осуществляют следующим образом.
С пульта управления 37 включаются приводьг транспортеров 5 и 6 и по ним балка поступает в стенд с предыдущей позиции. При подходе ее к упору 19, приводы транспортеров отключаются и транспортеры пневмоцилиндрами опускаются в нижнее положение. Балка при этом устанавливается на плиты 4 основания 1. Далее включается досылатель 20, который поджимает балку к упору 19, ориентируя ее по длине.
После этого с пульта управления 36 производят раскладку деталей. Включается привод транспортера 23 и при перемещении цепи толкатель 28 проходит под магазином 21 в пазу нижнего его гнезда. При этом он захватьшает деталь ребро и выдвигает ее в лоток 24.
Нижняя деталь ухо из магазина 22 располагается в это время на лотке 24. Деталь ребро, продвигаемая толкателем 28 по лотку, своим торцом упирается в деталь ухо, выдвигает ее из магазина 22 и продвигает дальше по лотку. После того, как обе детали выйдут из зоны магазинов детали в магазинах опускаются в нижнее гнездо и аналогичным образом выдаются в лоток. Таким образом детали из обоих магазинов в необхо.11имой последовательности подаются по лотку к местам их укладки к балке при сборке.
После выборки всех деталей из первого гнезда магазина 21 привод транспортера 23 отключается и включается привод тележки 26. Тележка,передвигаясь по направляющим,приводит к транспортеру 23 магазин 21 вторым гнездом и останавливается. Далее раскладка продолжается до заполнения всего лотка. После раскладки деталей на лотке включаются пневмоцилиндры 32 механизмов 25 съема деталей с лотка, рычаги 29 которых при повороте поднимаясь вьшосят детали из лотка.
Далее детали укладываются вдоль балки к буферам 14. Рьиаги 29 возвращаются в исходное положение.
С главного пульта управления 37 включаются приводы боковых рычагов 17 и балка с деталями, поджимаясь к буферами, ориентируется в поперечном положении.
После этого рычагами 15 производится ее фиксация для сварки и осуществляется приварка деталей к балке с приварком верхних швов.
По окончании сварочных работ зажимные рычаги отводятся, включается привод 12 подъема кантователя. Балка поднимается над оснсшанием стенда и в кантователе поворачивается на 180°. После поворо а она вновь укладьшается на осиование и производится приварка нижних швов.
Далее транспортеры 5 и 6 поднимаются, снижают балку с основания стенда и вьздают е, со стенда на следующую позицию.
Затем цикл повторяется.
Стенд позволяет механизировать процесс подачи и раскладки деталей, тем самым повысить производительность сборочно-сварочных работ, выполняемых на стенде.
Формула изобретения
Стенд для сборки и сварки изделий, преимущественно рамно-балочных конструкций, содержащий транспортёр для перемещения свариваемых деталей, механизмы съема и передачи их на технологическое оборудование и магазин для деталей, отличающийся тем, что, с целью поочередной раскладки комплектующих деталей вдоль техно- 56
логического оборудования для повышения произ-комплектующих деталей, выталкиваемых из него в
водительности труда, он снабжен установленнымлоток деталями первого магазина, при этом мехапоследовательно с транспортером лотком и распо-низмы съема и передачи комплектующих fleiajieii
ложенным над лотком вторым магазином дляразмещены вдоль лотка.
516494 .-.jJgTilicli./ .-9 Б- 5 Фиг.-з .: о.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1989 |
|
SU1810263A1 |
| Линия сборки и сварки балок в составе двух боковых и среднего продольных профилей | 1976 |
|
SU695790A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки длинномерных изделий | 1979 |
|
SU872144A1 |
| Робототехнический сборочно-сварочный комплекс | 1987 |
|
SU1537475A1 |
| ПОТОЧНАЯ ЛИНИЯ РЕМОНТА РОЛИКОВЫХ БУКС | 1991 |
|
RU2047516C1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |