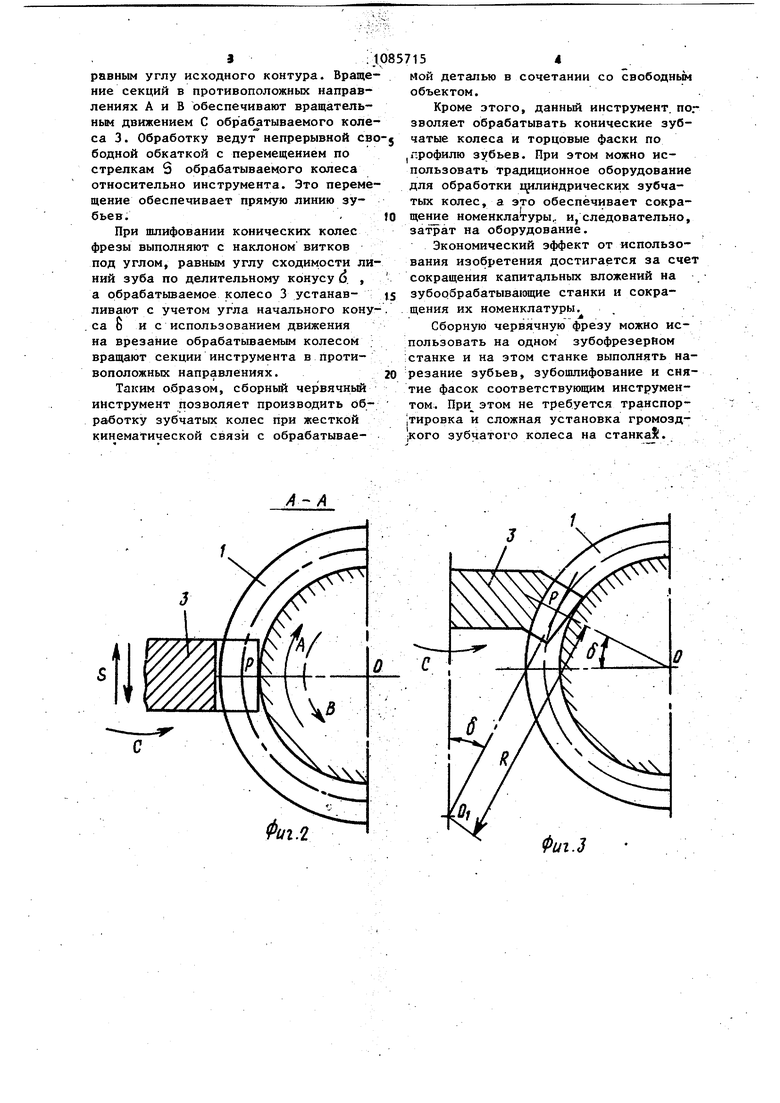
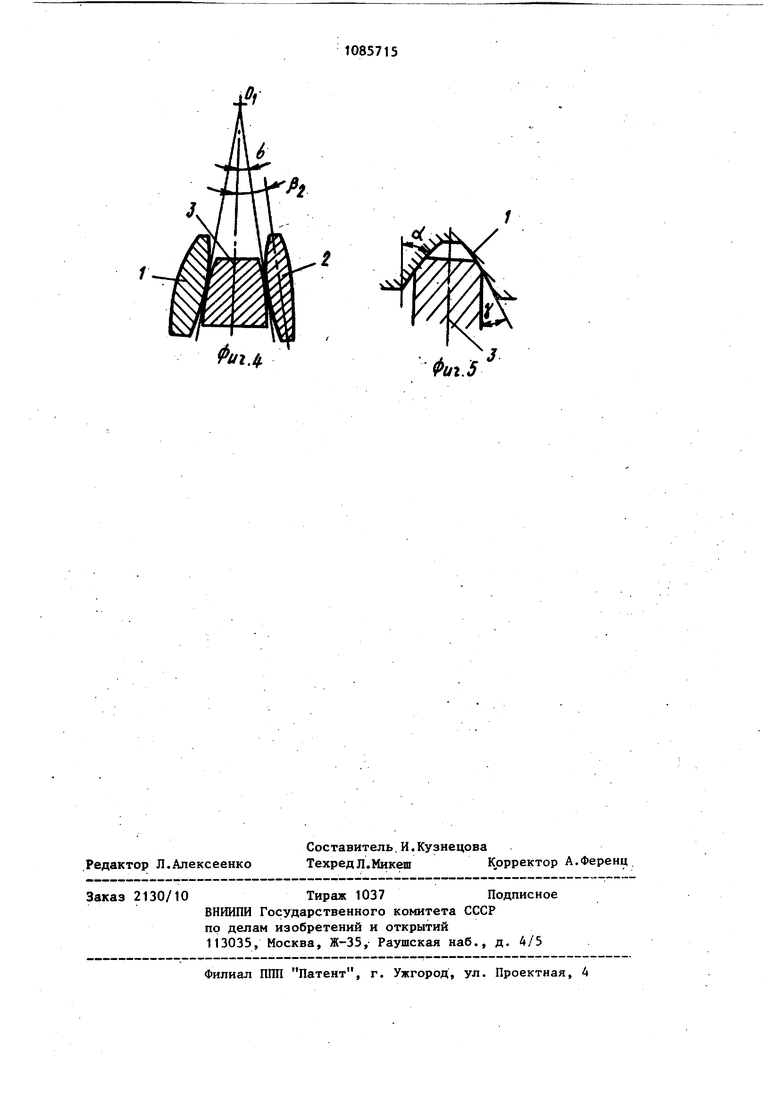
Изобретение относится к обработке металлов резанием и может быть использовано для финишной обработки методом обкатки цилиндрических и кЬнических зубчатых колес, а также для обработк торцовых фасок по профилю зубьев. Червячная фреза нашла сравнительно широкое применение в производстве зубчатых колес. Однако еетехнологические возможности ограничены, напри мер, обработкой цилиндрических колес Известна червячная фреза для обработки цилиндрических зубчатых коле методом обкатки, содержащая две секц каждая из которых имеет производящий контур и одноименный правь)й или левы наклон витков относительно оси враще ния секции ll ./ Недостатком фрезы указанного типа являются ограниченные технологические возможности, которые обуславлива лишь обработку цилиндрических зубчатых колес фрезерованием при жесткой кинематической связи между инструт ментом и обрабатьгааемым зубчатым колесом. Цель изобретения -расширение техн логических возможностей за счет обработки при кинематической связи с о рабатываемым зубчатым колесом и при свободном обкате, а также обеспечени возможности обработки конических кол ;И торцовых фасок по профилю зубьев цилиндрических колес. Указанная цель достигается тем, что в сборной червячной фрезе, выполненной в виде соосно расположенных на оправке фрез, разделенных про межуточной шайбой, фрезы установлены с возможностью вращения в противоположных направлениях,причем витки н& фрездх вьшолнены разноименного на- правления. Кромй того, каждая из фрез может быть снабжена приводом вращения. Однако из фрез может быть установлена с возможностью свободного вращения на оправке. На фиг.1 схематически изображено станочное зацепление сборной червячной фрезы и нарезаемого в зацеплении зубчатого колеса; на фиг.2 - разрез .А-А на фиг.1 (повернут); на фиг.З-/ станЬчное зацепление червячной, фрезы с коническим колесом, вид сВоку( на фиг.4 - сечение по образующей делительного конуса ОР на фиг.З, на фиг.5 - относительное положение профиля витков фрезы и торцовых фасок обрабатываемого зубчатого колеса.
Сборная червячная фреза содержит фрезу 1 и фрезу 2.Кяждая из фрез име производящий контур с профильным углом обо соответственно левый и правый наклон витков относительно оси 00 вращения сборной фрезы. Витки наклонены под углами й и 2 СекДии могут вращаться в противоположных направлениях по стрелкам А и В. Предлагаемый инструмент работает методом обкатки. Вращение каждой фрезы может осуществляться от отдельных приводов при кинематической связи с обрабатываемым колесом 3, а также от одного привода вращением фрезы 2, жестко установленной на оправке и кинематически связанной с обрабатываемым колесом, передающим вращение фрезе 1, При обработке конических зубчатых колес обрабатываемая деталь устанавливается со смещением относительно центра О сборного червячного инструмента, обеспечивающего угол начального конуса 5 , угол наклона витков которого вьшолняют равным углу сходимости линий зуба по делительному ко- . нусу ё , которьй можно для некорре-гированных зубчатых колес определит ь по формуле .. где m - модуль обрабатываемого зубчатого колеса; R - конусное расстояние. При снятии торцЬвых фасок с цилиндрических зубчатых колес обрабатываемую деталь устанавливают по линий ОР (фиг.2), а,угол наклона витков каждой из фрез вьтолняют равным углу торцовой фаски, т.е. р г jC, Предложенная сборная червячная фреза может быть фрезой, работающей только при кинематической связи, шевером, шлифовальным червяком или хоном. В остальном обработка цилиндрических колес осуществляется известными приемами. Обработка же конических колес производится, главным образом, путем врезания инструмента в тело колеса. В качестве примера рассмотрим обработку шлифовальньм червяком свободной обкаткой. Одна секция этого червяка с правым, вторая - с левым наклоном витков. При шлифовании цилиндрических колес секции выбирают с углом.
равным углу исходного контура. Вращение секций в противоположных направлениях А и В обеспечивают вращательным движением С обрабатываемого колеса 3. Обработку ведут непрерывной CBO бодной обкаткой с перемещением по стрелкам 2 обрабатываемого колеса относительно инструмента. Это перемещение обеспечивает прямую линию зубьев.При шлифовании конических колес фрезы выполняют с наклоном витков под углом, равным углу сходимости линий зуба по делительному конусу d. , а рбрабатьшаемое колесо 3 устанавливают с учетом угла начального конуса о и с использованием движения на врезание обрабатываемым колесом вращают секции инструмента в противоположных направлениях.
Таким образом, сборный червячный инструмент позволяет производить обработку зубчатых колес при жесткой кинематической связи с обрабатываемой деталью в сочетании со свободньм объектом.
Кроме этого, данный инструмент, позволяет обрабатывать конические зубчатые колеса и торцовые фаски по
Iпрофилю зубьев. При этом можно использовать традиционное оборудование для обработки х линдрических зубчатых колес, а это обеспечивает сокращен е номенклатуры,, и, следовательно, затрат на оборудование.
Экономический эффект от использования изобретения достигается за счет сокращения капитальных вложений на зуборбрабатывающие станки и сокращения их номенклатуры.
Сборную червячную фрезу можно использовать на одном зубофрезерйом
;станке и на этом станке выполнять нарезание зубьев, зубошлифование и снятие фасок соответствующим инструментом. При этом не требуется транспор|тировка и сложная установка громозд|кого зубчатого колеса на станка.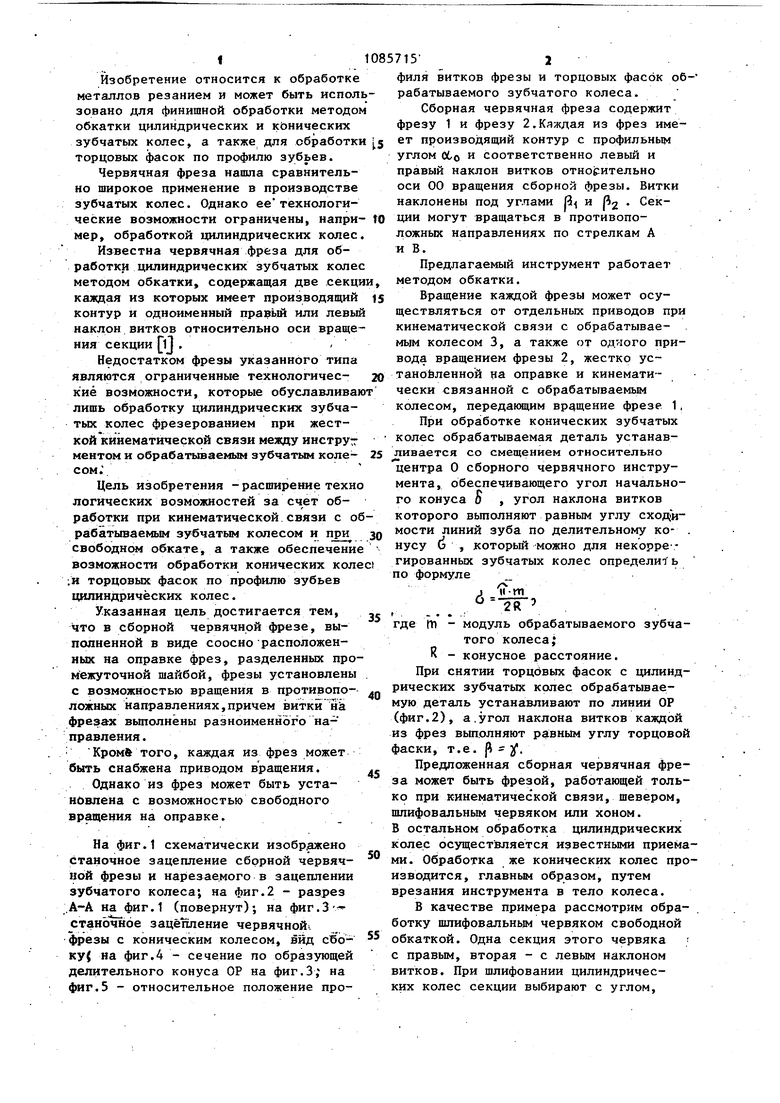
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС СО СНЯТИЕМ ФАСОК НА ИХ ТОРЦАХ | 2007 |
|
RU2343048C1 |
| Способ обработки зубьев зубчатых колес со снятием фасок на их торцах | 2022 |
|
RU2785351C1 |
| ПРИСПОСОБЛЕНИЕ К УНИВЕРСАЛБНОМУ ГОРИЗОНТАЛБНО- | 1970 |
|
SU261120A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2079397C1 |
1. СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА, выполненная в виде соосно расположенных на оправке фрез, разделенных промежуточной шайбой, отличающаяс я тем, что, с целью расширения технологических возможностей, фрезы установлены с возможностью вращения в противоположных направлениях, причем витки на фрезах выполнены разноименного направления. 2.Фреза по П.1, отличающаяся тем, что каждая из снабжена приводом вращения. 3.Фреза по П.1, о т л и ч .а ющ а я с я тем, что одна из фрез установлена с возможностью свободного вращения на оправке. 06 ел ел 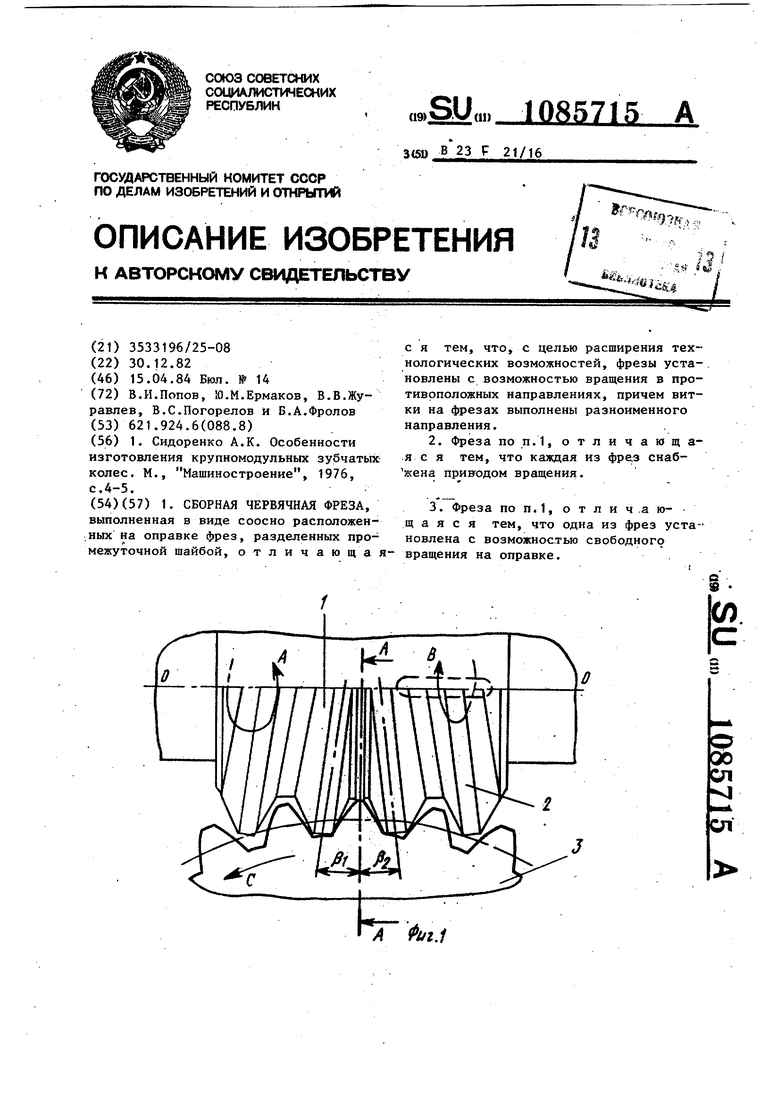
j. V Фиг.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сидоренко А.К | |||
| Особенности изготовления крупномодульных зубчатых колес | |||
| М., Машиностроение, 1976, с.4-5. | |||
