Изобретение относится к средствам активного контроля и управления точностью обработки по размерам и действительной подачи в процессе механической обработки при непрерывном изменении обрабатываемой поверхности Известны устройства управляющего контроля, содержащие первичный измерительный преобразователь, связанный с формирователями команд управления tl. Недостатком таких устройств является низкая точность обработки. Целью изобретения является повышение -точности и сокращение времени обработки. Поставленная цель достигается тем что устройство, содержащее первичный измерительный преобразователь, связанный с формирователем команд управления, снабжено двумя аналоговьй и ячейками памяти с дифференциальным усилителем, усилителем выделения абсолютной величиной сигнала с корректирующим устройством и блоком управления аналоговыми ячейками памя, ти и корректирующим устройством с отметчиком оборотов, установленным на станке, причем входы аналоговых ячеек памяти через соглайующее устройство соединены с первичным измерительным преобразователем, а выход корректирующего устройства соединен с формирователем команд управления. На чертеже представлена функциональная схема устройства управляющего контроля размеров. Она состоит из первичного измерительного преобразователя 1 индуктивного типа, прибора активного контроля 2 с формировате1лями команд управления, блоком измерения действительной подачи, состоящего из согласующего устройства 3, двух ячеек аналоговой памяти 4, 5с дифференциальным усилителем б усилителем выделения абсолютной великины сигнала 7 с корректирующим устрой ством 8, блоком управления 9 ячейка ми аналоговой памяти и корректирующим устройством с отметчиком оборотов 10, установленным на станке. С выхода первичного преобразователя 1 поступает амплитудно-модулированный сигнал, пропорциональный размеру мгновенного радиуса обрабатываемой детали. В приборе 2 сигнал демодулируется (детектируется/ и усредняется/ фильтруется), после чего поступает в цепи настройки формирователей команд управления. С выхода демодулятора (фазового детектора ) прибора 2 сигнал через согласующее устройство 3 поступает в ячейки аналоговой памяти 4 и 5, в которые записываются и запоминаются сигналы, пропорциональные мгновенным радиусам обрабатываемой детали на каждом обороте, причем значение мгновенного радиуса на четном обороте записывается в ячейку 4, а на нечетном - в ячейку 5. Дифференциальный усилитель 6вычисляет разность между измеренными и запомненными значениями мгновенных радиусов. Поскольку эта раз ностьпосле каждого измерения меняет свой знак, то применение усилителя 7позволяет получить разность двух радиусов на каждом обороте (кроме первогоj одной полярности. Эта разность, отнесенная к одному обороту детали, будет действительной подачей на одном обороте детали. При такой схеме измерения влияния отклонений формы детали не оказывает существенного влияния на точность измерения действительной подачи. Далее сигнал поступает в блок коррекции 8, где по соответствующему алгоритму преобразовывается, и преобразованный сигнал поступает в цепи настройки формирователей команд управления. Работой ячеек аналоговой памяти и корректирующего устройства управля ет блок управления 9, синхронизированный датчиком углового положения детали (отметчик оборотов 10), в качестве которого применено герконовое устройство, укрепленное на поводке обрабатываемой детали и шпиндельной бабке. Эффективность применения предлагаемого устройства определяется повышением точности измерения и, следовательно, повышением точности обработки при возможности сокращения времени обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения мощности двигателя | 1983 |
|
SU1084631A1 |
| ЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ КОМПРЕССИИ В ЦИЛИНДРАХ БЕНЗИНОВОГО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2245532C2 |
| Система для регистрации и обработки индикаторных диаграмм | 1981 |
|
SU954839A1 |
| Устройство для контроля окружного шага зубчатых колес | 1989 |
|
SU1742619A1 |
| Устройство для измерения температуры вращающихся объектов | 1976 |
|
SU657277A1 |
| Система управления металлорежущим станком | 1985 |
|
SU1315237A1 |
| Устройство для измерения скорости нарастания давления в цилиндре поршневого двигателя | 1981 |
|
SU1000809A1 |
| Регулятор электрической мощности переменного тока(его варианты) | 1981 |
|
SU983690A1 |
| Способ управления размерной точностью обработки при врезном шлифовании и устройство для его осуществления | 1975 |
|
SU602359A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И ЭКСПЕРТНАЯ СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078324C1 |
УСТРОЙСТВО УПРАВЛЯЮЩЕГО КОНТРОЛЯ РАЗМЕРОВ, содержащее первичный измерительный преобразователь, связанный с формирователями команд управления, отличающееся тем, что, с целью повышения точности и сокращения времени обработки, оно снабжено двумя аналоговыми ячейками памяти, входы которых через согласующее устройство соединены с первичным преобразователем, включенными последовательно дифференциальным усилителем, усилителем выделения абсолютной величины сигнала и коррек-тирующим устройством с отметчиком оборотов, причем входы дифференциаль-ного усилителя соединены, с выходами ячеек памяти, а также отметчиком оборотов и блоком управления, причем выход отметчика оборотов соединен с входом блока управления, выходы которого связаны соответственно с ячейками памяти и корректирующим g устройством, выход которого соединен с формирователями команд управления. 00 ел О5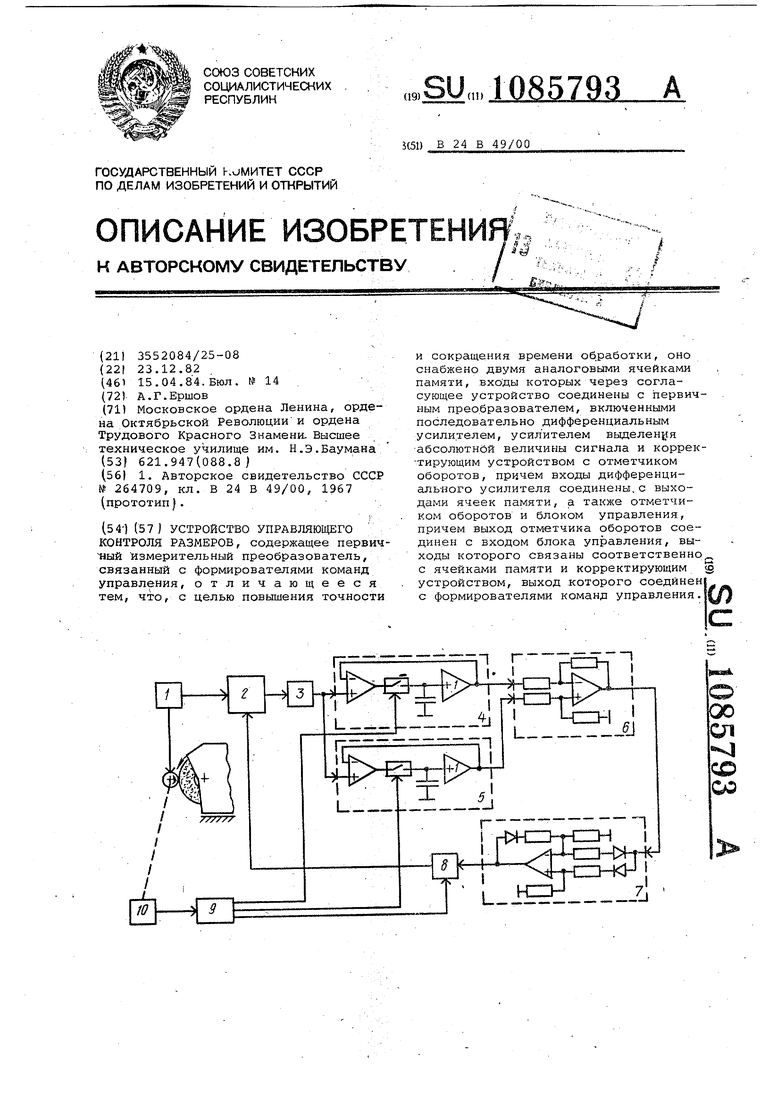
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРИБОР АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ | 0 |
|
SU264709A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
