Известен прибор активного - контроля размеров деталей и управления скоростью съема металла в процессе обработки деталей на круглошлифовальиых станках, содержащий измерительную скобу с датчиком и два электронных блока, включенные параллельно на выход датчика, блок контроля диаметра обрабатываемой детали с усилителем и триггерно-релейным преобразователем и блок управления подачей с дифференцирующей ячейкой и усилителем сигиала последней.
Предлагаемый прибор отличается от известного тем, что блок управления подачей снабжен включенным на выход усилителя дифференцирующей ячейки переключателел, управляемым блоком контроля диаметра, и двумя подключенными к усилителю триггерно-релейными преобразователями для отключения черновой и чистовой подачи станка по достижении верхнего предельно допустимого значения скорости съема металла и для повторного включения подачи при уменьшении скорости допустимого предела.
Это упрощает конструкцию прибора, так как сложная следящая система известного прибора заменяется более простой дискретной.
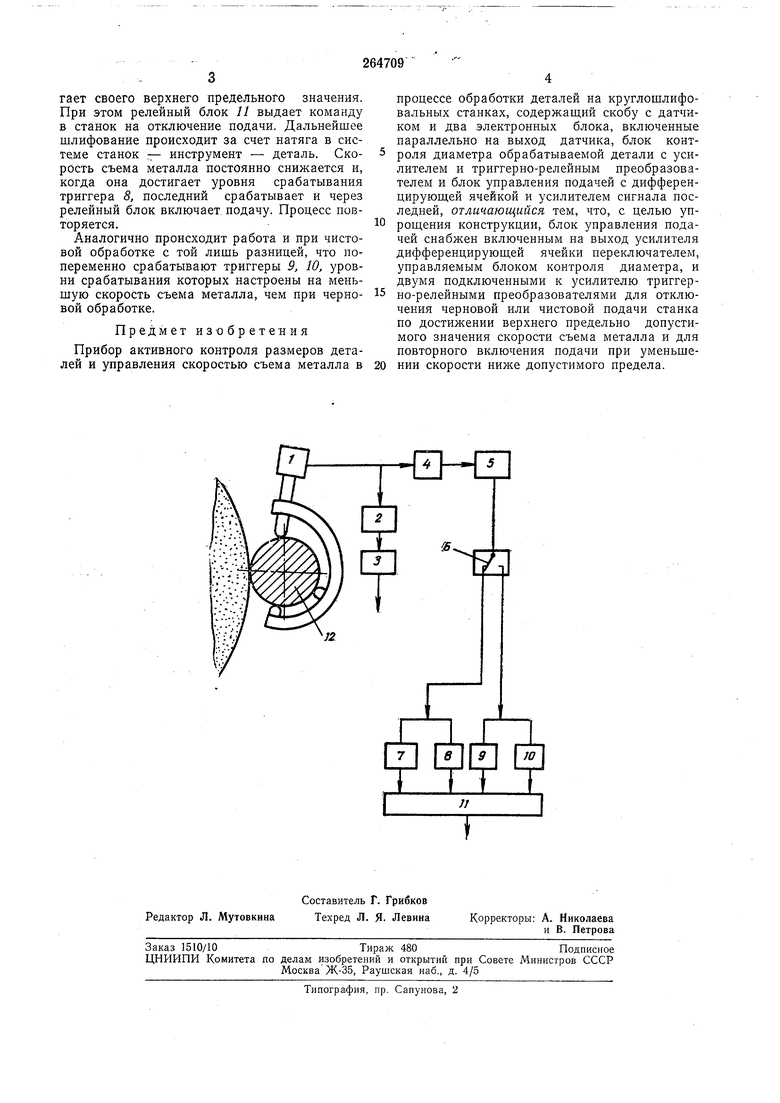
усилителем 2 и триггерно-релейным преобразователем 3, дифференцирующую ячейку 4, усилитель 5 ячейки, переключатель 6, управляемый блоком контроля диаметра, и два триггерно-релейные преобразователя, выполненные на триггерах 7, 8 и 9, 10, с релейным блоком //.
Предлагаемый прибор работает следующим образом.
С датчика сигнал, пропорциональный диаметру обрабатываемой детали 12, поступает через усилитель 2 в триггерно-релейный преобразователь 3. Преобразователь после снятия заданной части припуска с детали 12 дает
команду на переключатель 6 усилителя 5 диффереицирующей ячейки 4, а по достижении окончательного размера выдает команду Б станок на отвод шлифовальной бабки. Одновременно сигнал с датчика 1 поступает на
дифференцирующую ячейку 4, на выходе которой сигнал пропорционален скорости съема металла в процессе шлифования. Сигнал с ячейки усиливается усилителем и в зависимости от положения переключателя поступает
на триггеры 7, 8 или 9, 10. Уровни настройки триггеров 7, 5 определяют пределы скорости съема металла при черновой подаче, а уровни настройки триггеров 9 и 10 - при чистовой подаче.
гает своего верхнего предельного значения. При этом релейный блок 11 выдает команду в станок на отключение подачи. Дальнейшее шлифование происходит за счет натяга в системе станок - инструмент - деталь. Скорость съема металла постоянно снижается и, когда она достигает уровня срабатывания триггера 8, последний срабатывает и через релейный блок включает подачу. Процесс повторяется.
Аналогично происходит работа и при чистовой обработке с той лишь разницей, что попеременно срабатывают триггеры 9, 10, уровни срабатывания которых настроены на меньшую скорость съема металла, чем при черновой обработке.
Предмет изобретения
Прибор активного контроля размеров деталей и управления скоростью съема металла в
процессе обработки деталей на круглошлифовальных станках, содержаш;ий скобу с датчиком и два электронных блока, включенные параллельно на выход датчика, блок контроля диаметра обрабатываемой детали с усилителем и триггерно-релейным преобразователем и блок управления подачей с дифференцируюш,ей ячейкой и усилителем сигнала последней, отличающийся тем, что, с целью упрош.ения конструкции, блок управления подачей снабжен включенным на выход усилителя дифференцируюш,ей ячейки переключателем, управляемым блоком контроля диаметра, и двумя подключенными к усилителю триггерно-релейными преобразователями для отключения черновой или чистовой подачи станка по достижении верхнего предельно допустимого значения скорости съема металла и для повторного включения подачи при уменьшеНИИ скорости ниже допустимого предела.
| название | год | авторы | номер документа |
|---|---|---|---|
| Самонастраивающаяся система управления поперечной подачей | 1980 |
|
SU931434A1 |
| Устройство для управления шлифовальным станком | 1977 |
|
SU723514A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ | 1970 |
|
SU288589A1 |
| СПОСОБ УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ ПОДАЧЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ НА КРУГЛОШЛИФОВАЛЬНЫХ И ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) ПО РАЗМЕРНЫМ КОМАНДАМ ПРИБОРА АКТИВНОГО КОНТРОЛЯ (ПАК) | 2013 |
|
RU2551326C2 |
| Адаптивная система для активного контроля размеров деталей | 1981 |
|
SU998091A1 |
| Устройство для автоматического управления рабочим циклом врезного шлифования | 1982 |
|
SU1105294A1 |
| Способ управления поперечной подачей внутришлифовального станка и устройство для реализации этого способа | 1974 |
|
SU521124A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Самонастраивающаяся система управления поперечной подачей шлифовального станка | 1986 |
|
SU1397262A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
Ш ЫШ Н
