Изобретение относится к автоматическому контролю .и управлению процессом механической обработки, в | частности, на операциях врезного лши- фования цилиндрических деталей.
Цель изобретения - повышение точности размеров и геометрической формы обработанных деталей путем управления толщиной срезаемого слоя, а также за счет стабилизации времени срабатывания при достижении заданного размера.
На фиг.1 представлена функциональная схема системы; на фиг.2 - схема спускового устройства; на фиг.З - диаграмма работы.
Система состоит из прибора 1 ак- .тивного контроля размеров, включающего блок формирования команд управления станком, блока 2 управления толщиной срезаемого слоя, блока 3 управления перемещением регулируемой опоры 4. Блок 2 управления толщиной срезаемого слоя включает схему 5 измерения скорости съема припуска, диф- ференциальньй усилитель 6 с узлом уставок, набор 7 управляемых ключей, ячейку 8 памяти, датчик (задатчик) 9 частоты вращения заготовки, интегратор 10 и с-пусковое устройство П.
Спусковое устройство 11 (фиг.2) состоит из управляемого усилителя, выполненного на элементах DA1, VD1, R1...R3 и содержащего один транспи- рующий вход R1 для передачи управляющего сигнала с выхода интегратора 10 на управляющую опору и управляющий вход VD1, и пороговой схемы сравнения, содержащей амплитудный детектор R4...R6, VD2, VD3, С1 и компаратор DA2, один вход которого (неинвертирующий) подключен через делитель напряжения R4, R5 к интегратору, а второй (инвертирующий) - к выходу амплитудного детектора С1. Вход +, VD2 предназначен для возможного управления от реле времени,, запускаемого в момент достижения заданного размера с формирователя окончательной команды прибора активного контроля. В последнем случае реле времени настраивается на интервал времени, равный одному обороту, по завершении которого на вход подается напряжение отрицательной полярности
Система работает следующим образом.
В исходном состоянии ключи набора 7 разомкнуты и: шлифование осущест
вляется с помощью механизма поперечной подачи станка. На выходе блока 2 управляющий сигнал отсутствует, регулируемая опора 4 неподвижна и находится в исходном положении. По сигналу предварительной команды прибора I активного контроля замыкается верхний по схеме ключ 12, соединяющий вход интегратора 10 с выходом дифференциального усилителя 6. Одновременно по этой же команде механизм поперечной подачи станка останавливается, и шлифование осуществляется за счет перемещения опоры 4, подающей деталь на шлифовальный круг. Скорость перемещения опоры задается выбором уставки усилителя 6 и постоянной времени интегратора 10. На усилителе 6 значение уставки сравнивается с измеренным значением скорости съема припуска на выходе схемы 5, в результате чего скорость изменения сигнала на выходе блока 2 корректируется так, чтобы скорость съема припуска поддерживалась постоянной. При достижении заданного размера с выхода прибора 1 вьщается сигнал на прекращение обработки. Ключ 12 размыкается, а ключ 13 замыкается.
в результате в ячейке 8 памяти запоминается значение скорости съема припуска в момент выдачи команды на прекращение обработки. В зависимости от записанного в ячейке памяти значения скорости съема припуска задается определенная скорость изменения сигнала на выходе,интегратора 10, обеспечивающего посредством блока 3 перемещение опоры в обратном направлении
в течение последнего оборота с линейным изменением до нуля толщины срезаемого слоя.. Так как частота вращения заготовки может быть различной, то скорость перемещения опоры в об-
ратном направлении зависит также от величины сопротивления R датчика (задатчика) 9. Спусковое устройство 11 обеспечивает пропорциональную передачу сигнала с интегратора на
выход блока 2 в режиме управления толщиной срезаемого слоя и скачкообразное изменение сигнала по завершении последнего оборота заготовки, что обеспечивает отскок управляемой
опоры.
Спусковое устройство работает сле- дyюшJiм образом.
До момента завершения последнего оборота управляющий вход постоянно
.313
закрыт, так как к диоду VD1 приложено обратное напряжение. При этом работает только транслирующий вход, в результате чего на выходе управляемого усилителя присутствует сигнал, пропорциональный выходно му сигналу интегратора. По этому сигналу происходит перемещение опоры при шлифовании: с прямой подачей на деталь - на чистовом этапе и с обратным перемещением по линейному закону - в течение последнего оборота. По завершении последнего оборота на управляющий вход поступает сигнал прямой полярности, в результате чего на выходе устройства происходит скачкообразное изменение выходного сигнала. По этому сигналу происходит отскок управляемой опоры от детали и прекращение процесса резания.
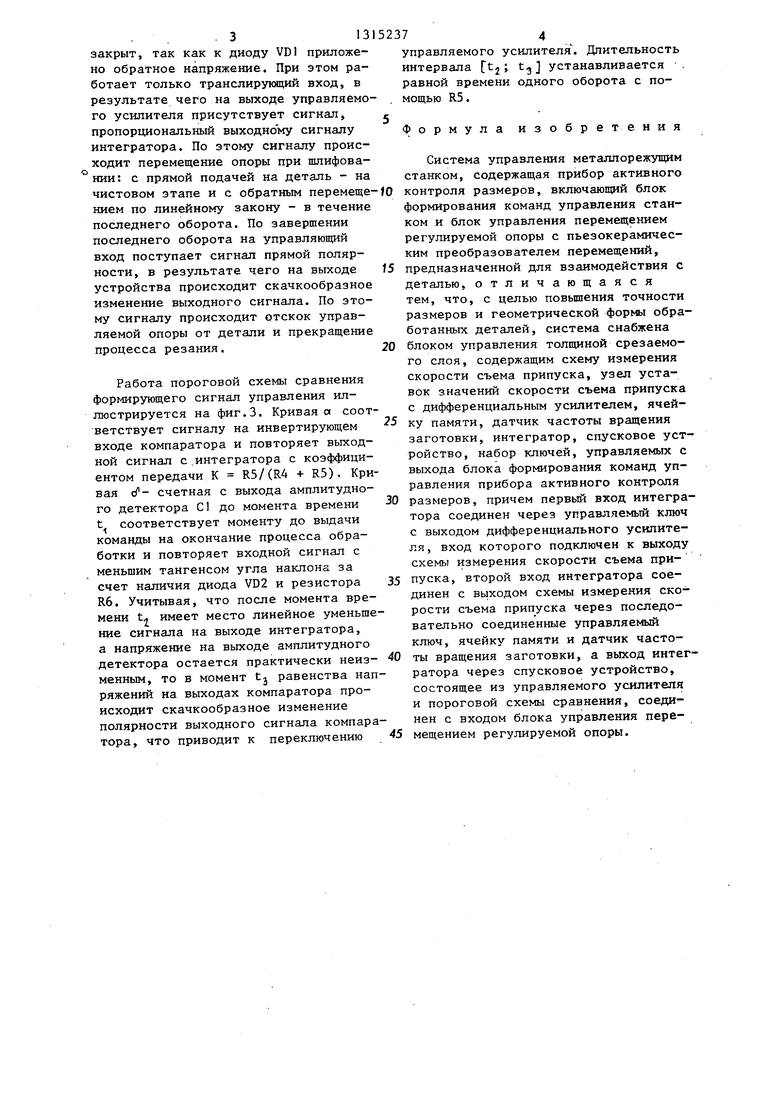
Работа пороговой схемы сравнения формирующего сигнал управления иллюстрируется на фиг.З. Кривая а соответствует сигналу на инвертирующем входе компаратора и повторяет выходной сигнал с.интегратора с коэффициентом передачи К R5/(R4 + R5), Кривая сГ- счетная с выхода амплитудного детектора С1 до момента времени t соответствует моменту до выдачи команды на окончание процесса обработки и повторяет входной сигнал с меньщим тангенсом угла наклона за счет наличия диода VD2 и резистора R6. Учитывая, что после момента времени tj имеет место линейное уменьшение сигнала на выходе интегратора, а напряжение на выходе амплитудного детектора остается практически неизменным, то в момент tj равенства напряжений на выходах компаратора происходит скачкообразное изменение полярности выходного сигнала компаратора, что приводит к переключению
74
управляемого усилителя . Длительность интервала tj; t устанавливается . равной времени одного оборота с по- мощью R5.
Формула изобретения
Система управления металлорежущим станком, содержащая прибор активного
контроля размеров, включающий блок формирования команд управления станком и блок управления перемещением регулируемой опоры с пьезокерамичес- ким преобразователем перемещений,
предназначенной для взаимодействия с деталью, отличающаяся тем, что, с целью повьш1ения точности размеров и геометрической формы обработанных деталей, система снабжена
блоком управления толщиной срезаемого слоя, содержащим схему измерения скорости съема припуска, узел уставок значений скорости съема припуска с дифференциальным усилителем, ячейку памяти, датчик частоты вращения заготовки, интегратор, спусковое устройство, набор ключей, управляемых с выхода блока формирования команд управления прибора активного контроля
размеров, причем первый вход интегратора соединен через управляемый ключ с выходом дифференциального усилителя , вход которого подключен к выходу схемы измерения скорости съема при-
пуска, второй вход интегратора соединен с выходом схемы измерения скорости съема припуска через последовательно соединенные управляемый ключ, ячейку памяти и датчик частоты вращения заготовки, а выход интегратора через спусковое устройство, состоящее из управляемого усилителя и пороговой схемы сравнения, соединен с входом блока управления перемещением регулируемой опоры.
I I
I ro I
,J
Фиг. 2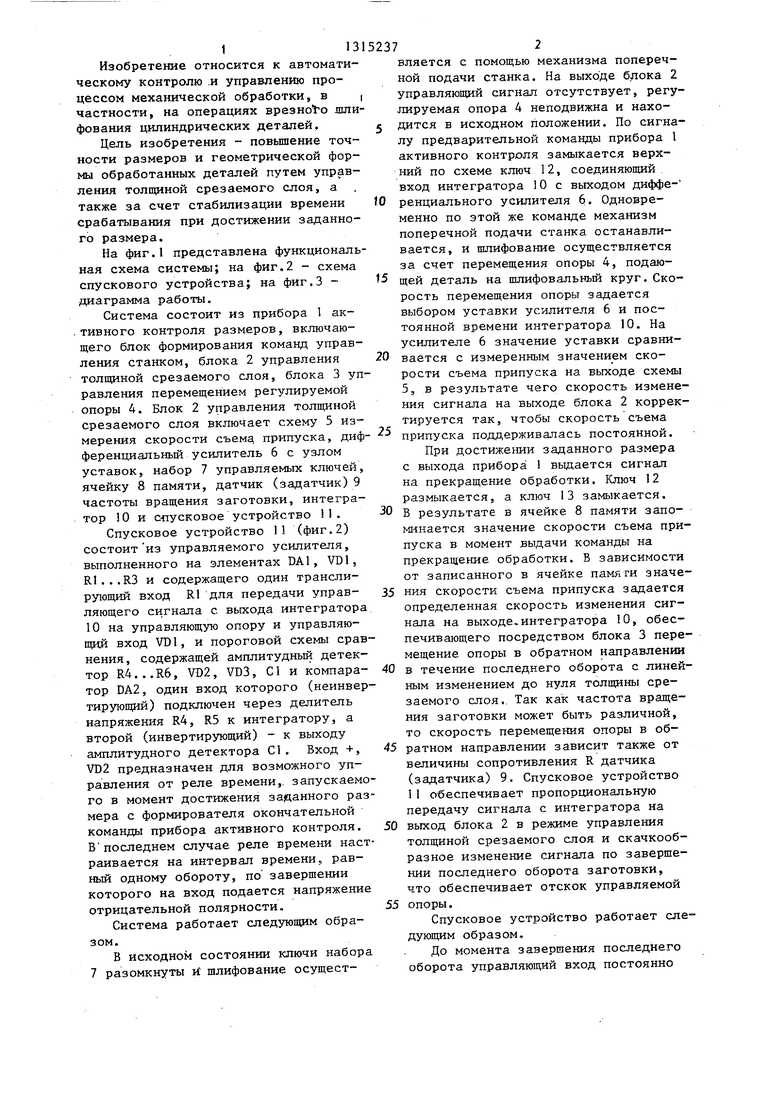
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления рабочим циклом поперечной подачи при врезном шлифовании и устройство для его осуществления | 1985 |
|
SU1296385A1 |
| Аналоговое запоминающее устройство | 1979 |
|
SU765882A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU975365A1 |
| УСТРОЙСТВО ДЛЯ ПРОВЕРКИ АППАРАТУРЫ РЕЛЕЙНОЙ ЗАЩИТЫ И АВТОМАТИКИ | 1986 |
|
RU1478884C |
| Датчик натяжения преимущественно оптического волокна | 1986 |
|
SU1430768A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ПАРАЗИТНЫХ ИМПУЛЬСНЫХ ВОЗМУЩЕНИЙ В СЕТЯХ ЭЛЕКТРОПИТАНИЯ С ПЕРЕМЕННЫМ НАПРЯЖЕНИЕМ | 2002 |
|
RU2239201C2 |
| Устройство регулирования температуры | 1977 |
|
SU796805A1 |
| Устройство дискретного контроля содержаний магнитного железа в продуктах переработки обогатительных фабрик | 1973 |
|
SU601046A1 |
| ЭЛЕКТРОСТИМУЛЯТОР | 1993 |
|
RU2121380C1 |
Изобретение относится к устройствам для управления металлорежущим станком. Цель изобретения - уменьшение колебаний скорости съема припуска на конечном этапе процесса обработки, сокращение и стабилизация времени исполнения команды управления на прекращение обработки (отвод инструмента) , уменьшение погрешности фор- a, обработанной поверхности, возникающей при выходе инструмента из контакта с заготовкой. Изобретение оснащено прибором 1 активного контроля размеров и содержит блок 2 управления толщиной срезаемого слоя, который связан с блоком 3 управления перемещением быстродействующей опоры 4, вьтолненной на базе пьезокерами- ческого преобразователя микроперемещений. Блок управления толщиной срезаемого слоя содержит схему 5 измерения скорости съема припуска, узел 6 уставок значений скорости съема припуска с дифференциальным усилителем, ячейку 8 памяти, датчик или задатчик 9 частоты вращения заготовки, интегратор 10, спусковое устройство 11, набор электронных ключей 7, управляемых формирователями команд прибора активного контроля. Причем, первый вход интегратора через управляемый . ключ соединен с выходом дифференциального усилителя, вход которого подключен к выходу схемы измерения скорости съема припуска, второй вход интегратора соединен с выходом схемы измерения скорости съема припуска через последовательно соединенные управляемый ключ, ячейку памяти и датчик (задатчик) частоты вращения заготовки, а выход интегратора через спусковое устройство соединен с входом блока управления перемещением быстродействующей опоры. 3 ил. с б (Л
1
ибыи
t2 3
Редактор В.Петраш
Составитель В.Алексеенко
Техред А.Кравчук Корректор В.Бутяга
Заказ 2253/14
Тираж 786Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. J
| Система управления металлорежущим станком | 1978 |
|
SU791503A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
