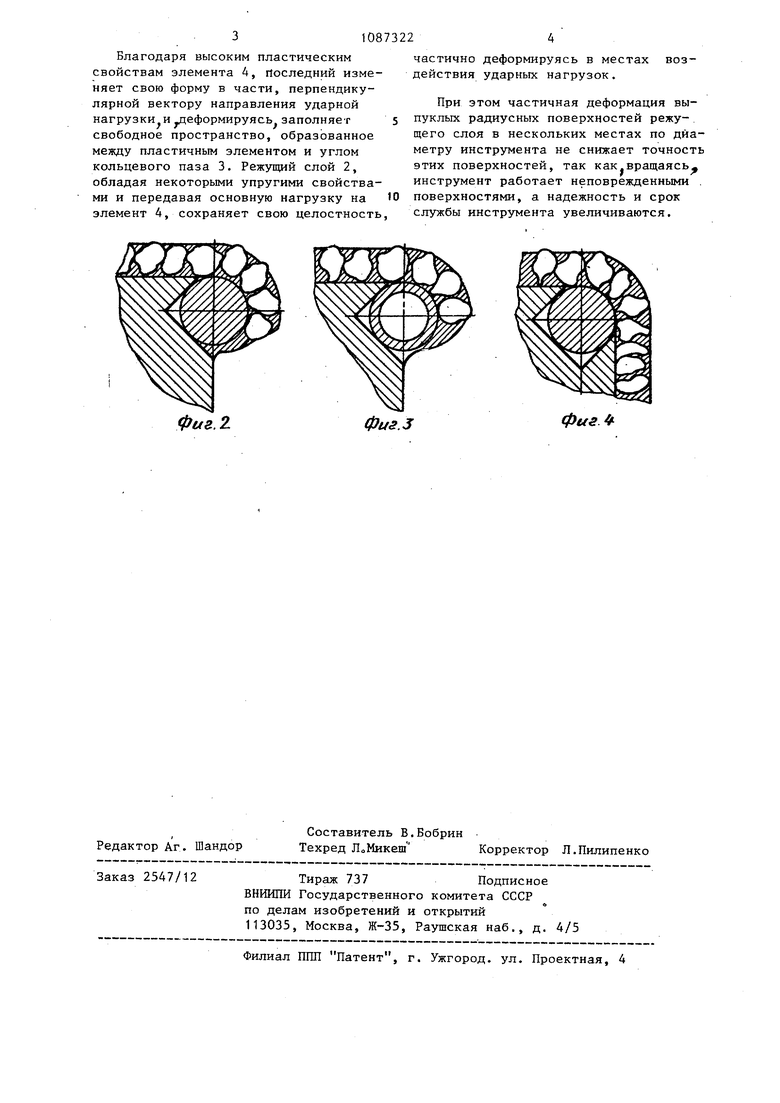
Изобретение относится к изготовлению абразивного инструмента. Известен алмазный инструмент, содержащий корпус с алмазоносным сло ем. Для повышения прочности соединения алмазного слоя корпуса выполнены кольцевые канавки lj . Недостатком конструкции является то, что часть рабочей поверхности корпуса в местах выпуклых радиусных поверхностей разрушается от ударньпс и других нагрузок, возникающих в про цессе эксплуатации инструмента, что способствует отслаиванию алмазного слоя от корпуса. Целью изобретения является повышение точности инструмента в процесс эксплуатации. Цель достигается тем, что алмазный инструмен1, выполненный в виде корпуса с закрепленным на нем алмазоносным слоем, снабжен пластичными элементами, установленными в пазах, выполненных в корпусе. При этом в качестве пластинчатого элемента установлена медная проволока . Применение предлагаемого инструмента предотвращает опасность сколов и отслаивания алмазоносного слоя ,за счет демпфирования ударных нагрузок, приходящихся на выпуклые радиус ные кромки и образования замкового соединения алмазного слоя с корпусом На фиг.1 показан предлагаемый инструмент, разрез по оси; на фиг. кольцевой паз угловой формы с пластичным элементом, на фиг.З - трубчатое исполнение пластичного элемента J на фиг.4 - одна из возможных форм кромки на фиг.1. Инструмент типа тел вращения, например алмазный фасонный ролик., со держит стальной корпус 1. На корпусе с алмазоносным слоем 2 расположения кромок выпуклой радиусной формы выполнен кольцевой фигурны паз 3. В пазу 3 размещен пластичный элемент 4 круглого сечения, выполнен ный из материала, твердость которого меньше твердости корпуса, например в виде медной проволоки марки ММГОСТ2112-79. При этом диаметр D сечения элемента 4 определяется следующей завиСИМОСТЫОS-2(R-H), 1 2 требуемый радиус обрабатываемой поверхности; средняя величина алмазного зерна, используемого для образования алмазного слоя. Форма и размеры кольцевого паза 3 выбираются в зависимости от диаметра пластичного элемента. Элемент 4 может быть выполнен также в виде цилиндрической трубки (фиг.З). В этом случае ударные нагрузки воспринимаются стенками трубчатого элемента. Расположение элемента 4 в пазу 3 таким образом, чтобы часть тела элемента выступала за поверхность корпуса позволяет, наряду с получением точного радиуса выпуклой поверхности режущего слоя 2, образовать замковое соединение в системе режущий слой - пластичный элемент - корпус инструмента. При этом образование замкового соединения под выпуклой поверхностью элемента предохраняет режущий слой от возможных ударных нагрузок, что особенно важно для замкового соединения, выполненного на пересечении рабочей части корпуса с его торцовой поверхностью. При изготовлении инструмента с выпуклыми радиусными поверхностями режущего слоя 2 при условии, когдаВ7ЛН5 кольцевой паз выполняется таким образом, что поверхность рабочей части корпуса должна быть сопряжена с радиусной поверхностью элемента 4 (фиг.2). В случае получения выпуклой радиусной поверхности на режущем слое 2 рабочей части корпуса 1 инструмента, когда инструмент работает периферийной и торцовой поверхностями, и при сохранении вьшеуказанного уело- ВИЯ, кольцевой паз выполняется П-образной формы (фиг.4). Инструмент работает следующим образом. При вращении инструмента алмазные зерна режущего слоя 2 вступают в контакт с обрабатываемым материалом. При этом выпуклые радиусные поверхности режущего слоя формируют заданный радиус на обрабатываемой поверхности, например на абразивном шлифовальном круге, точность которого обеспечивается формой пластичного элемента 4. Возникающие ударные нагрузки воспринимаются режущим слоем 2 и гасятся пластичным элементом 4. 3108 Благодаря высоким пластическим свойствам элемента 4, последний изменяет свою форму в части, перпендикулярной вектору направления ударной нагрузки и деформируясь заполняет свободное пространство, образованное между пластичным элементом и углом кольцевого паза 3. Режущий слой 2, обладая некоторыми упругими свойствами и передавая основную нагрузку на элемент 4, сохраняет свою целостность частично деформируясь в местах воздействия ударных нагрузок. При этом частичная деформация выпуклых радиусных поверхностей режущего слоя в нескольких местах по диаметру инструмента не снижает точность этих поверхностей, так как.вращаясь инструмент работает неповрежденными . поверхностями, а надежность и срок службы инструмента увеличиваются.
Фив. 2.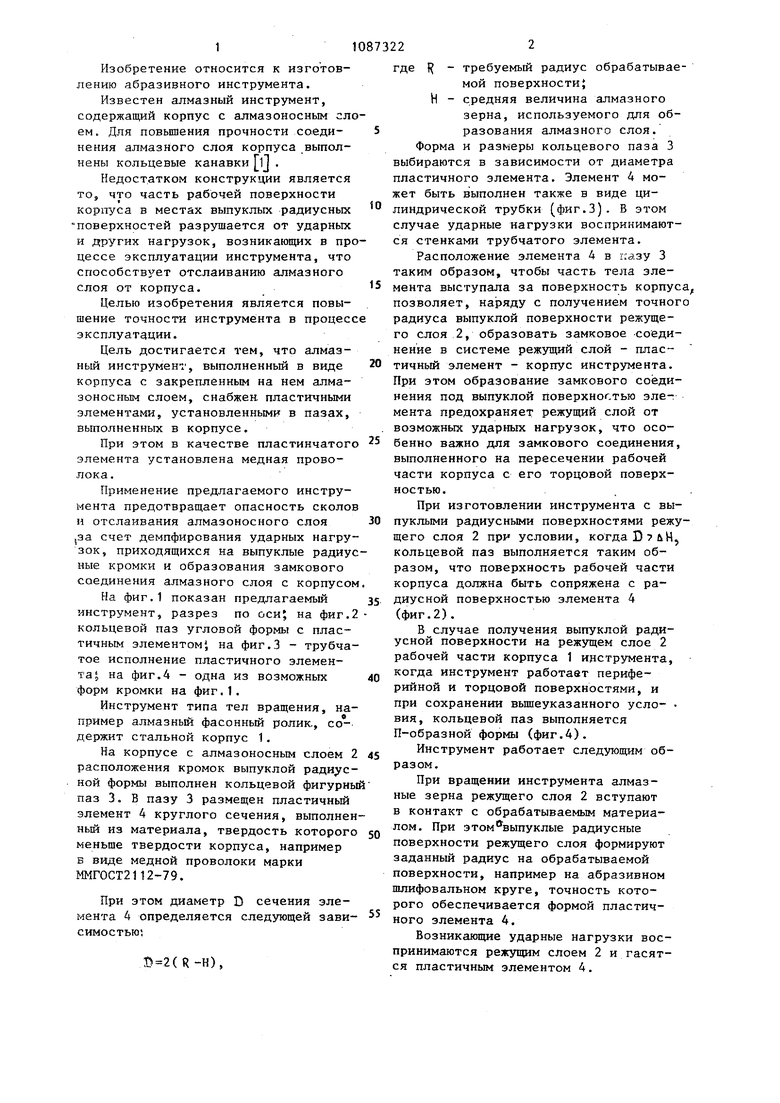
| название | год | авторы | номер документа |
|---|---|---|---|
| Буровое долото PDC с демпферами для вращающихся резцов | 2021 |
|
RU2768306C1 |
| ДОЛОТО ДЛЯ ВРАЩАТЕЛЬНОГО БУРЕНИЯ | 1991 |
|
RU2066729C1 |
| Алмазное сверло | 1981 |
|
SU996217A1 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА | 2006 |
|
RU2326228C1 |
| Алмазный инструмент для правки абразивных кругов | 1976 |
|
SU745662A1 |
| АЛМАЗНОЕ КОЛЬЦЕВОЕ СВЕРЛО | 1970 |
|
SU284675A1 |
| Способ изготовления сборного инструмента | 1977 |
|
SU730473A1 |
| ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2042496C1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| Бесконечная алмазно-абразивная пила | 1981 |
|
SU1024250A2 |
- 1. АЛ 1АЗНЫЙ ИНСТРУМЕНТ, выполненный в виде корпуса с закрепленным на нем алмазоносным слоем, о тличающийся тем, что с целью повьппения точности инструмента путем предохранения выпуклых его участков от разрушения, инструмент снабжен пластичными элементами, установленными в пазах, выполненных в корпусе., 2. Инструмент поп.1, отличающийся тем, что, в качестве пластичного элемента установлена медная проволока. 00 и 5 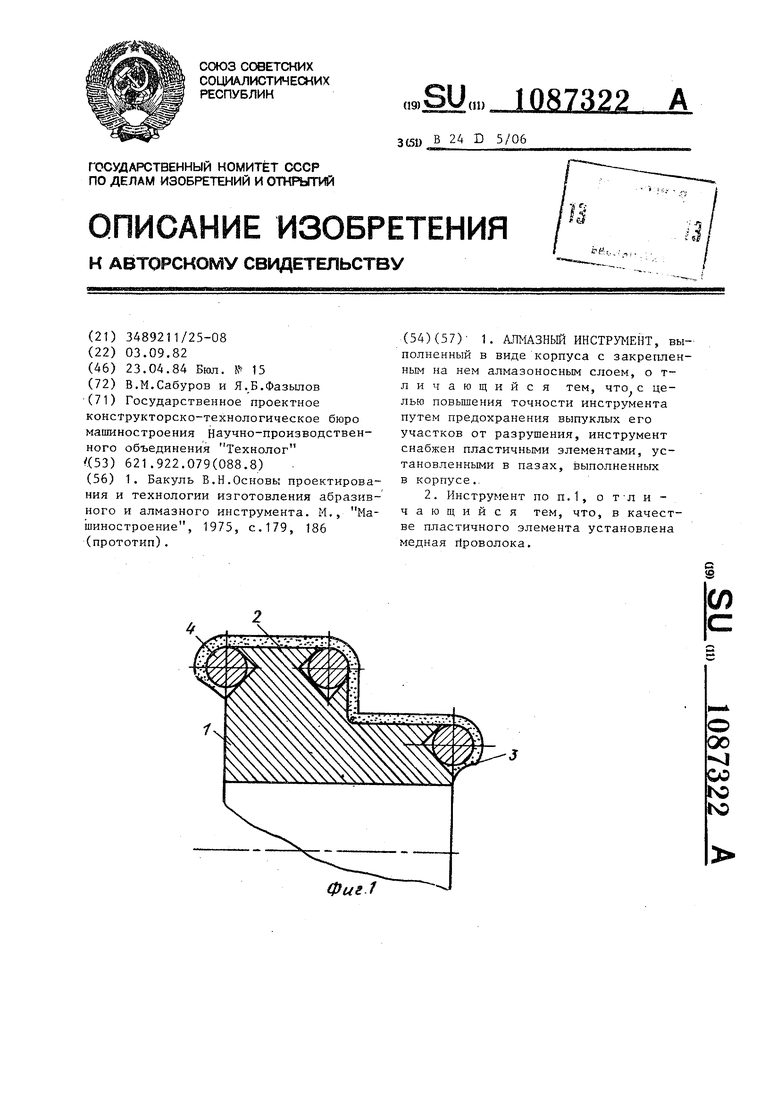
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бакуль В.Н.Основы проектирования и технологии изготовления абразивного и алмазного инструмента | |||
| М., Машиностроение, 1975, с.179, 186 (прототип). | |||
