(54) АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ПРАВКИ
1
Изобретение относится к конструкциям алмазного инструмента, предназначенного для механической обработки абразивных материалов со снятием больших припусков, в частности для обработки абразивных шлифовальных кругов, имеюш,их большие припуски незначительные биения после операции термообработки на абразивных заводах.
Известен правяш,ий инструмент, выполненный в BHj,e бруска, имеюшего на рабочей поверхностй -за борную часть, расположенную под углом к Калибрующей части этой поверхности. Роль заборной частн - снятие основного припуска на. обработку детали .
Недостатком инструмента этой конструкции является то, что он применим лишь при условии стабильности снимаемого при обработке припуска, т. е. только на операциях чистовой обработки. В случае значительных колебаний припуска, что имеет место- в технологии изготовления абразивных кругов, такой инструмент работает в невыгодных условиях: то в работе участвует не вся заходная наклонная часть рабочей поверхности, то (при завышенном припуске) происходит врезание в круг торцовой, неАБРАЗИВНЫХ КРУГОВ
рабочей поверхности инструмента. В результате падает скорость инструмента и производительность обработки.
/
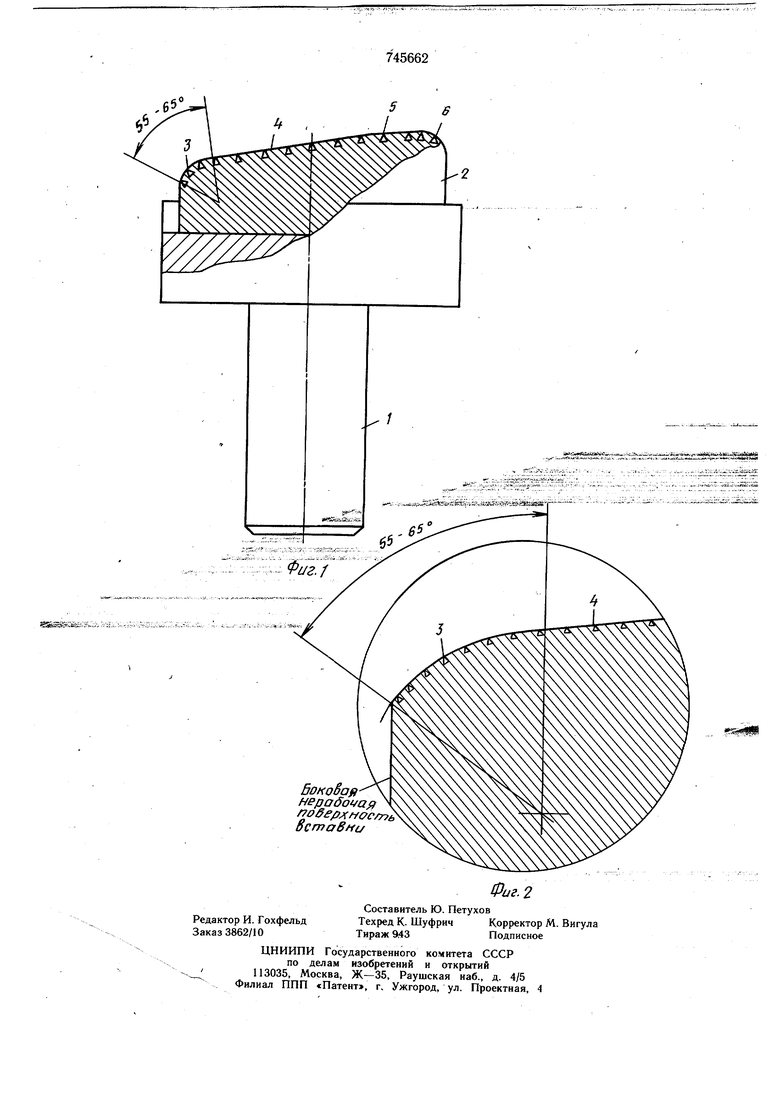
Целью изобретения является создание J конструкции; обеспечиваюш.ей повышение стойкости алмазного инструмента и производительности обработки, а также повышение качества обработки абразивных кругов. На фиг. 1 изображен данный алмазный инструмент для правки абразивных кругов; 10 на фиг. 2 - входной участок заборной части. Алмазный инструмент состоит из стальной державки 1 с цилиндрической головкой, в которой выполнен паз, и алмазоносной вставки 2, закрепленной в пазу путем пайки. Особенностью предлагаемой конструкции
15 является то, что рабочая алмазоносная поверхность вставки имеет четыре участка (фиг. 1): криволинейную поверхность 3 с радиусной образующей, которая является входной частью инструмента; плоскую наго клонную поверхность 4 под углом к оси инструмента, которая выполняет роль заборного конуса; плоскую поверхность 5, расположенную перпендикулярно оси инструмента, являющуюся калибрующей частью;
3
криволинейную поверхность 6 с радиусной образующей, служащую ыходной частью рабочей поверхности.
Предлагаемая конструкция разработана с учетом нестабильности припуска на механическую обработку абразивных кругов, поступающих на операцию после термообработки. Радиусная входная часть инструмента, являясь как бы режущей кромкой, воспринимает ударные нагрузки при врезании и выполняет задачу снятия биения круга. Входная часть создает тем самым нормальные условия работы заборного конуса за счет равномерного распределения снимаемого припуска между кристаллами алмаза, расположенньши на его наклонной поверхности. Радиусная образующая входной части выполнена так, что она плавно сопряжена с образующей заборного конуса, но пересекает боковую нерабочую поверхность алмазоносной вставки благодаря смещению центра окружности в сторону боковой поверхности (см. фиг. 2). Центральный угол, образуемый двумя радиусами, один из которых проходит через точку сопряжения дуги входной части и образующей заборного конуса, а другой - через точку пересечения этой дуги с боковой поверхностью, должен быть в пределах 55-65°.
В случае превышения величины центрального угла длина дугиобразующей заходной части увеличивается и в работу вступит наиболее крутой участок криволинейной алмазоносной поверхности, что создаст неблагоприятное распределение усилий резания.
Вследствие возникновения на этом участ, ке заходной части прямого давления на вершины алмазных зерен они подвергнутся раздавливанию и выкрашиванию и процесс резания прекратится. Работать будет только более пологий участок за.ходной части.
В случае уменьшения величины центрального угла длина дуги заходной части и перепад между ее крайними точками уменьшает-. ся и возникает, если учесть нестабильность снимаемого припуска, вероятность полного исключения заходного участка инструмента из работы. Тогда вся нагрузка по выведению биениями снятию припуска падает на основную рабочую часть - заборный конус, что ведет благодаря неравномерности распределения нагрузки к )ю стойкости алмазного инструмента. В этом случае теряется смысл предлагаемой конструкции. Калибрующая часть рабочей поверхности выполняет традиционную роль. Следующий за ней радиусный участок служит для обеспечения плавного выхода алмазного инструмента из зоны резания, что предотвращает
745662
скалывание кромок абразивных кругов и повышает тем самым качество обрабатываемых изделий.
Таким образом, инструментом предлагаемой конструкции за один двойной ход может быть снят припуск абразива величиной до 2 мм на сторону.
Алмазный инструмент устанавливают на станке в зажимное устройство перпендикулярно к плоскости обрабатываемого изделия так, чтобы участки рабочей поверхности поочередно входили в зону обработки.
Инструменту сообщают продольную и поперечную подачи. Величина последней определяется длиной заборного конуса и величиной угла наклона его относительно плоскости калибрующей части рабочей поверхности.
Экономическая эффективность от применения предлагаемой конструкции достигается за счет повышения производительности обработки и увеличения стойкости алмазного инструмента.
Инструмент предлагаемой конструкции, предназначенный для механической обработки абразивных кругов в процессе их .изготовления, может найти применение на всех машиностроительных заводах для предварительной обработки абразивных кругов по диаметру и по торцам, а также для получения нестандартных по габаритам шлифовальных кругов.
Формула изобретения
Алмазный инструмент для правки абразивных кругов, рабочая поверхность которого снабжена заборной частью.сопряженной с боковой поверхностью и калибрующей частью, отличающийся тем, что, с целью повышения стойкости инструмента, качества и производительности обработки, рабочая
поверхность инструмента снабжена входным участком заборной части и выходным участком калибрующей части, выполненными по радиусу, причем входной участок инстру- . мента выполнен так, что радиусная образующая его сопряжена с прямолинейной
образующей заборного конуса и пересекает боковую нерабочую поверхность инструмента, при этом дуга образующей, ограниченная точками сопряжения ее с образующей заборного конуса и пересечения с боковой
поверхностью, составляет 55-65° Источники информации, принять1е во внимание при экспертизе 1. Авторское свидетельство СССР № 228556, кл. В 24 В 53/12, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для шлифования со ступенчатой рабочей поверхностью | 1990 |
|
SU1805018A1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2129952C1 |
| Абразивно-алмазный инструмент | 1980 |
|
SU910401A1 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| Способ правки алмазного круга | 1982 |
|
SU1033298A1 |
| Инструмент для алмазно-электролитической обработки | 1977 |
|
SU743828A1 |
| Алмазный инструмент | 1983 |
|
SU1151443A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2013 |
|
RU2542891C2 |
| ИГЛОПЛОСКОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2303518C1 |
| Абразивный круг | 1978 |
|
SU753627A1 |
;г..-,я
.65
56
