Изобретение относится к измерител ной технике и может быть использовано для измерения величины несоосностн подвижного центра относительно общей оси центров станка или измерительного прибора. Наиболее близким к предлагаемому по технической сущности и достигаемо му эффекту является способ измерения величины несоосности центров устройст заключающийся в том, что устанавливают в контролируемые центры контрольный валик, на станине исследуемого устройства со стороны подвижног центра закрепляют датчик линейных перемещений, измерительный стержень которого расположен перпендикулярно оси валика, приводят измерительный стержень в соприкосновение с валиком по нормали к его цилиндрической поверхности и регистрируют показание датчика 13Однако известный способ имеет низкую точность измерений, так как при измерении величины несоосности перемещают стол с центрами и контрольным валиком относительно датчика При этом погрешности направляющих стола приводят к погрещностям измерения несоосности центров. Цель изобретения - повьппение точности измерений. Поставленная цель достигается согласно способу измерения величины несоосности центров устройств, заключающемуся в том, что устанавливаю в контролируемые центры контрольш-й валик, на станине исследуемого устройства со стороны подвижного центра закрепляют датчик линейных перемещеНИИ, измерительный стержень которого расположен перпендикулярно оси валика, приводят измерительный стержень в соприкосновение с валиком по норма ли к его цилиндрической поверхности и регистрируют показание датчика, устанавливают в контролируемые центры второй контрольный валик с длиной, отличающейся от длины основного валика, регистрируют показание датчика при его контактировании с вторым валикрм, а о величине несоосности судят по разности показаний датчика. На чертеже показана схема осуществления измерения величины несоосности центров устройств. Схема содержит контролируемые центры 1 и 2, датчик 3 линейных перемещений и контрольные валики А и 5. Способ осуществляется следующим образом. Устанавливают в контролируемые центры 1 и 2 контрольный валик 4. На станине 6 исследуемого устройства со стороны подвижного центра 2 закрепляют датчик 3 линейных перемещений, приводят -измерительный стержень датчика 3 в соприкосновение с валиком 4 по нормали к его цилиндрической поверхности и регистрируют показание датчика 3. Снимают валик 4, отодвигают центр 2, устанавливают в контролируемые центры 1 и 2 второй контрольный валик 5, большей длины и регистрируют отклонение измерительного стержня датчика 3. Величину несоосности центров 1 и 2 определяют как алгебраическую разность-показаний датчика 3. Использование предлагаемого способа измерения величины несоосности центров устройств по сравнению с известным способом обеспечивает более высокую точность измерений в результате исключения из результатов измерений погрещностей, связанных с перемещением стола, на котором установлены контролируемые центры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ НОМИНАЛЬНО КРУГЛОЙ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2158895C1 |
| Устройство для контроля погрешностей изготовления конуса кинескопа | 1974 |
|
SU502419A1 |
| Способ настройки прокаткой клети с четырехвалковым калибром и устройство для его осуществления | 1983 |
|
SU1139527A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ ПАРАМЕТРОВ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ И РАДИУСОВ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2188388C2 |
| Способ контроля неравномерности воздушного зазора электрической машины | 1977 |
|
SU677039A1 |
| Способ совмещения осей инструмента и обрабатываемой заготовки на расточном станке | 1982 |
|
SU1103958A1 |
| Способ определения линейных перемещений | 1989 |
|
SU1733919A1 |
| ДАТЧИК ЛИНЕЙНЫХ ПЕРЕМЕЩЕНИЙ И ВИБРАЦИЙ | 2011 |
|
RU2456541C1 |
| Устройство для контроля сопротивления проводника | 1978 |
|
SU659990A1 |
| Устройство для определения геометрических погрешностей траектории движения стола фрезерных станков с ЧПУ | 2016 |
|
RU2641939C2 |
СПОСОБ ИЗМЕРЕНИЯВЕЛИЧИНЫ НЕСООСНОСТИ ЦЕНТРОВ УСТРОЙСТВ, заключающийся в том, что устанавливают в контролируемые центры контрольный валик, на станине исследуемого устройства со стороны подвижного центра закрепляют датчик линейных перемещений, измерительный стержень которого расположен перпендикулярно к оси валика, приводят измерительный стержень в соприкосновение с валиком по нормали к его цилиндрической поверхности и регистрируют показание датчика, отличающийся тем, что, с целью повышения точности измерений, устанавливают в контролируемьГе центры второй контрольный валик с длиной, отличающейся от длины основного валика, регистрируют показание датчика при его контактировании с вторым валиком, а о величине несоосности судят по разности показаний датчика. т с: 00 со со со tsD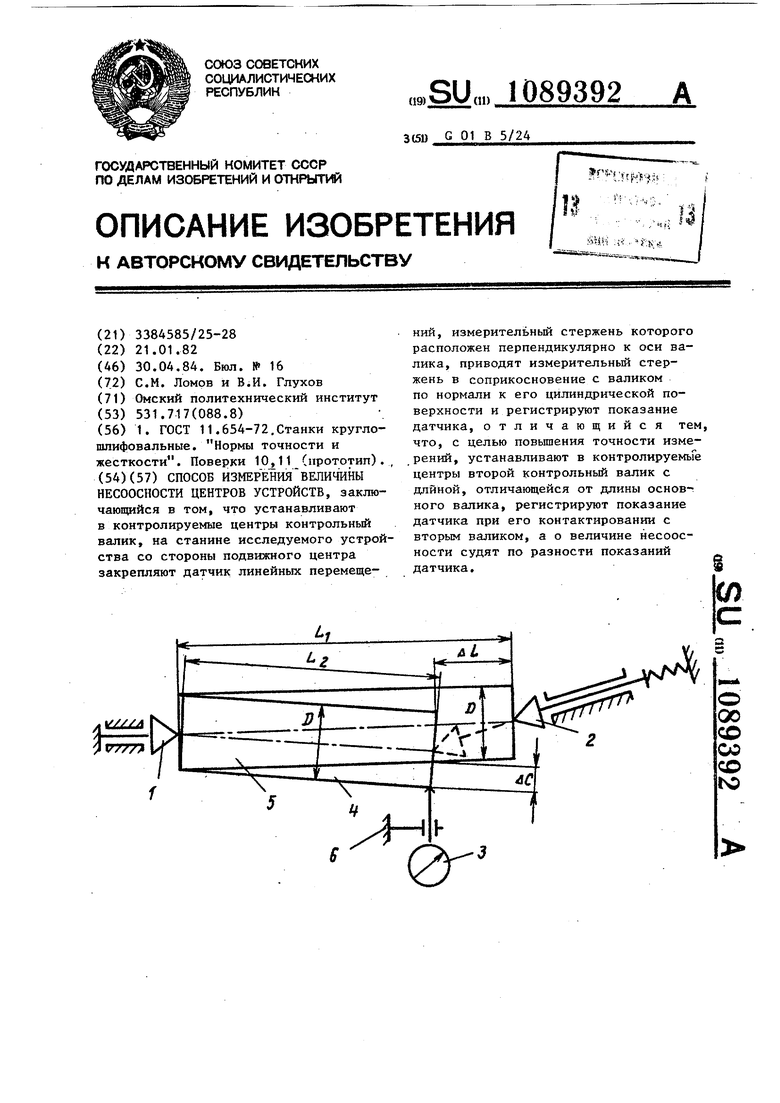
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Нормы точности и жесткости | |||
| Поверки (прототип) | |||
