Предлагаемое изобретение относится к области технологических процессов, а именно к металлорежущим станкам. Устройство предназначено для определения геометрических погрешностей металлорежущих станков с целью их последующей программной компенсации и может применяться на станках с числовым программным управлением фрезерной группы для повышения точности обработки заготовок на них.
Известно устройство для измерения погрешностей металлорежущего станка [1], состоящее из стержня, соединяющего две шаровые опоры на станке с возможностью свободного вращения вокруг этих опор и измерения расстояния между этими опорами. При использовании устройства программируется перемещение одной из опор по круговой траектории с центром в другой опоре. Измеряемое смещение между опорами определяется как погрешность круговой траектории.
Недостатком [1] является невозможность регулировки стержня по длине и, как следствие, невозможность измерения на различных станках с разной длиной хода, а также влияние погрешностей опор на точность измерений.
Наиболее близким по существу заявляемого изобретения, прототипом, является устройство для определения точности траектории перемещения инструмента [2]. Устройство состоит из оправки, которая крепится к торцевой поверхности шпинделя, на конце оправки имеется держатель с шариком, с которым контактирует один из концов измерительного датчика, второй конец которого установлен в цилиндрическом шарнире, который в свою очередь крепится в рабочем органе станка. Шпиндельный узел и рабочий орган совершают согласованные движения по программе, из которых формируется результирующая круговая траектория с радиусом, равным длине измерительного датчика. Погрешности станка влияют на изменение радиуса указанной траектории, что измеряется датчиком. В патенте, описывающем данное устройство, указывается на возможность измерения смещения в радиальном направлении и записи данного результата, но не указывается возможность определения и коррекции погрешностей по координатным осям.
Недостатком прототипа [2] является невозможность регулировки устройства по длине и, как следствие, невозможность измерения на различных станках с разной длиной хода, а также влияние погрешностей держателя и цилиндрического шарнира на точность измерений. Также в патенте не указана возможность определения и коррекции погрешностей по координатным осям.
Целью предлагаемого изобретения является возможность измерения и компенсации геометрических погрешностей станков с различной длиной хода, а также повышение технологичности и точности устройства для измерения.
Технический результат заключается в возможности измерения геометрических погрешностей станка, компенсации измеренных погрешностей и тем самым в повышении точности обработки на станке.
Цели достигают тем, что устройство содержит измерительный стержень, совершающий движение по круговой траектории вместе со столом станка и смещающийся при наличии погрешностей траектории движения, причем смещение измерительного стержня регистрируется измерительным прибором. Положение измерительного устройства может быть отрегулировано относительно корпуса устройства, что обеспечивает измерение при различных длинах хода. Контакт измерительного стержня с одной опорой производится в точке, что снижает влияние погрешностей изготовления; погрешность второй опоры компенсируется с помощью второго измерительного прибора. В конструкции устройства применяются направляющие и опоры качения, что снижает трение и повышает точность перемещения.
Устройство для определения геометрических погрешностей траектории движения стола фрезерных станков с ЧПУ содержит оправку с возможностью размещения в шпинделе станка и с коническим концом, с которым контактирует измерительный стержень, установленный на направляющих качения стойки. Смещение измерительного стержня контролируется измерительным прибором. Стойка имеет возможность наладочного смещения по корпусу, который установлен на цилиндрическом шарнире с возможностью размещения на столе станка. Столу станка по программе задается движение по круговой траектории с центром, соответствующим оси шпинделя. Радиус этой круговой траектории материализуется в виде измерительного стержня, расположенного между вершиной конуса отправки и измерительным прибором. Геометрические погрешности, в том числе погрешности позиционирования, станка проявляются в виде искажения круговой траектории, в частности ее радиуса, что измеряется измерительным прибором. После прохождения определенного полярного угла в качестве результатов измерения фиксируются погрешность радиуса, определяемая по измерительному прибору, координаты X и Y текущей точки круговой траектории. Из измеренной погрешности радиуса вычитается смещение плиты относительно шарнира, определяемое по второму измерительному прибору. Полученная погрешность круговой траектории пересчитывается в погрешности по осям X и Y. Рассчитанные осевые погрешности заносятся в программу компенсации системы числового программного управления.
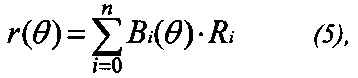
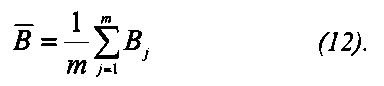
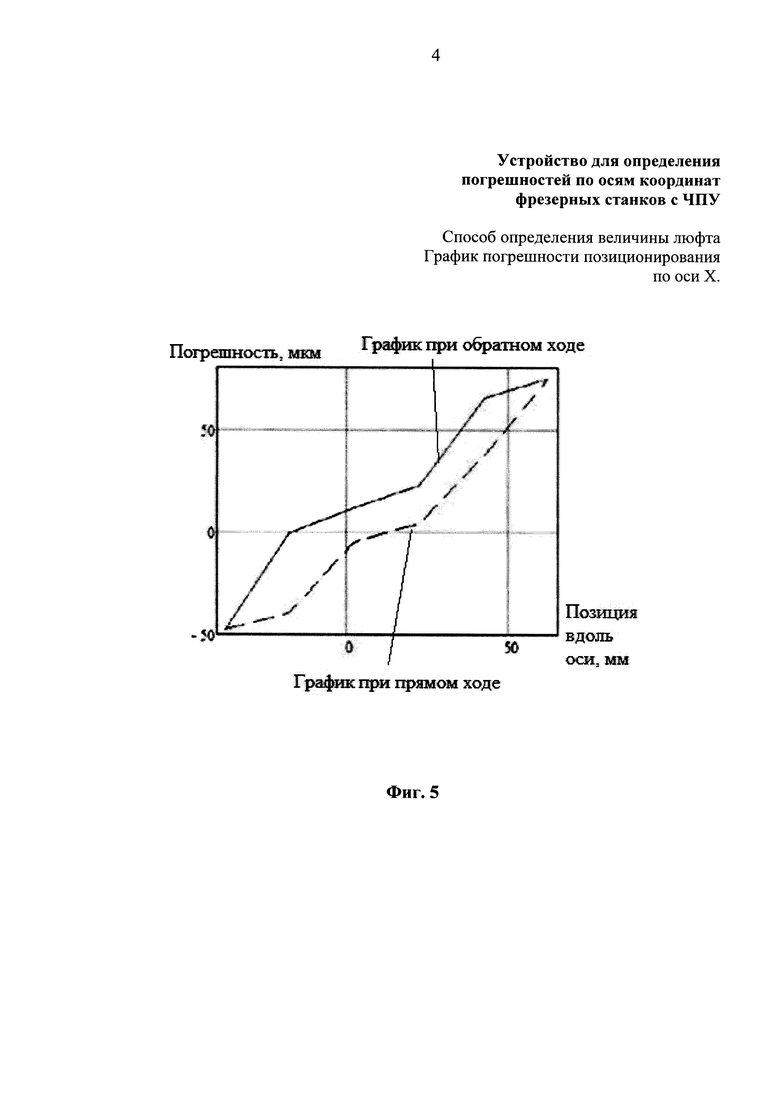
Сущность заявляемого изобретения поясняется Фиг. 1, Фиг. 2, Фиг. 3, Фиг. 4 и Фиг. 5. На фиг. 1 показан общий вид устройства в изометрической проекции. На фиг. 2 показан продольный разрез устройства по средней линии. На фиг. 3 показан график погрешностей, полученный при обработке результатов измерения с параметрами компенсации. На фиг. 4 представления таблица, в которую заносятся результаты измерения с применением устройства. На фиг. 5 проиллюстрирован способ определения величины люфта.
Устройство состоит из опоры 1 (фиг. 1) с возможностью жесткого крепления к столу 2 станка, корпуса 3, который может поворачиваться относительно шипа 4 опоры 1 на подшипнике 5 (фиг. 2), закрепляемом крышкой 6. Подшипник 5 и шип 4 образуют цилиндрический шарнир. В корпусе 3 закрепляется измерительный прибор 7, который предназначен для контроля смещения корпуса 3 относительно опоры 1. К корпусу 3 с возможностью регулировочного перемещения крепится каретка 8, к которой в свою очередь крепится стойка 9, внутри которой установлена регулировочная втулка 10 с гайкой 11. Регулировочная втулка 10 базируется в стойке 9 по конической поверхности. К регулировочной втулке 10 крепится сепаратор 12, внутри которого установлены шарики 13. Шарики 13 контактируют с измерительным стержнем 14. Измерительный стержень 14, в свою очередь упирается в коническую поверхность 15 оправки 16, выполненной с возможностью размещения в шпинделе станка. В торец измерительного стержня 14 упирается штифт измерительного прибора 17, который закреплен в кронштейне 18, установленном в каретке 8. На оправке 16 установлено внутреннее кольцо подшипника 19, наружное кольцо которого соединено с хомутом 20. Хомут 20 посредством поводка 21 соединяется со стойкой 9. Хвостовик 22 оправки 16 крепится в шпинделе станка. Начальное положение каретки 8 устанавливает упор 23. Наладочный размер можно установить блоком концевых мер 24.
Методика применения устройства основана на измерении отклонения радиуса-вектора круговой траектории относительно неподвижного центра. При движении стола по круговой траектории различные геометрические погрешности станка заставляют отклоняться траекторию стола от идеальной окружности. Эти отклонения можно привести к отклонению радиуса-вектора этой окружности. Отклонения радиуса-вектора материализуются в виде смещения измерительного стержня 14, которое регистрируется измерительным прибором 17. Таким образом, ряд геометрических погрешностей станка можно обнаружить по смещению измерительного стержня, контактирующего с центром, при движении стола по круговой траектории.
Неподвижный центр материализуется вершиной конуса 15 оправки 16. Для устранения биения конуса 15 при вращении шпинделя станка конус необходимо обработать непосредственно на самом станке. Для выполнения испытания столу 2 станка сообщается движение круговой интерполяции (плоское движение по круговой траектории) с центром, лежащим на пересечении плоскости стола и оси шпинделя станка. Вместе со столом 2 станка перемещается опора 1, при этом корпус 3 поворачивается относительно шипа 4 опоры 1, так чтобы ось измерительного стержня 14 всегда пересекала ось шпинделя (была расположена строго по радиусу относительно центра круговой траектории). Этому способствует конструкция системы хомута. Поводок 21 закреплен в хомуте 20, так что он всегда направлен перпендикулярно оси шпинделя. Поводок 21 связан со стойкой 9 посредством кинематической пары только с поступательной степенью свободы. Поэтому при любом смещении стола поводок 21 вместе с хомутом 20 поворачивается на подшипнике 19, соответственно поворачивая корпус 3 со стойкой 9 относительно шипа 4, тем самым ориентируя измерительный стержень 14 строго радиально относительно центра круговой траектории. Измерительный стержень 14 постоянно поджимается к конической поверхности 15 оправки 14 с помощью внутренней пружины измерительного прибора 17. На точность измерений влияют трение и зазоры при перемещении измерительного стержня относительно направляющей. Для уменьшения этих факторов применяются направляющие качения между измерительным стержнем 14 и стойкой 9. Направляющие качения реализуются в виде шариков 13, которые расположены в три ряда в сепараторе 12. Устранение зазоров в направляющей достигается путем подтягивания гайки 11, при этом регулировочная втулка 10 затягивается внутрь конического отверстия стойки 9, деформируется в радиальном направлении и тем самым устраняет зазор между внутренним диаметром регулировочной втулки 10, шариками 13 и измерительным стержнем 14.
Порядок использования устройства при работе следующий.
1. Установить стол станка 2 (фиг. 1, фиг. 2) в среднее положение, т.е. так, чтобы центр стола находился в середине длины хода по каждой оси. Это положение является локальным нулем для программы измерения, то есть координаты этого положения стола должны быть занесены как смещения нуля по координатам X и Y, например под адресом G54. Такой способ позволяет запрограммировать движение по круговой траектории с радиусом lizm.
2. Вставить в отверстие шпинделя станка хвостовик 22 оправки 16.
3. Сместить стол 2 по координате X на величину lizm

где lx - длина хода по наиболее короткой координате, s - величина запаса, зависит от возможности установки опоры.
Использование в качестве длины радиуса-вектора такой величины lizm позволяет проводить измерения с наибольшим возможным радиусом, что дает возможность выявления погрешностей на возможно большей длине хода.
4. Установить на стол станка устройство. Опора 1 обязательно должна базироваться по среднему пазу стола 2. Торец каретки 8 должен быть доведен до упора 23. Продеть поводок 21 в отверстие хомута 20. Довести измерительный стержень 14 до соприкосновения с конической поверхностью 15 оправки 16 перемещением по столу 2 опоры 1. Произвести начальную установку на нуль измерительного прибора 17 с натягом порядка 1 мм.
5. Настроить устройство на необходимую длину измерения lizm. Для настройки размера, удерживая каретку 8 на месте, переместить корпус 3 вместе с опорой 1 на расстояние

где l0 - начальное смещение, обусловленное конструкцией устройства. Размер можно выставить с помощью блока концевых мер 24. По окончании настройки каретка 8 закрепляется фиксатором, опора 1 закрепляется на столе 2 станка. Измерительный прибор 7 выставить на ноль.
6. Набрать в режиме MDI программу круговой интерполяции по часовой стрелке (G02), фиксируя показания измерительного прибора через равные интервалы траектории. Радиус, с которым производится перемещение, должен быть равен lizm, центр окружности будет находиться в точке, координаты X и Y которой зафиксированы по адресу G54. Кадр задания программы различается для разных систем ЧПУ. В системе ЧПУ SINUMERIK 840D кадр такого перемещения может выглядеть так
G03G54G91AR=5RP=50F100.
При этом будет выполнено движение по окружности радиусом 50 мм с обычной рабочей подачей порядка 100 мм/мин, с остановкой через каждые 5°.
В некоторых системах ЧПУ бывает невозможно программировать движение по дуге в полярных координатах в приращениях. В этом случае можно представить программу измерения в виде цикла с перемещениями в приращениях и функцией поворота координатной системы. Программный код для SINUMERIK802S может выглядеть так
(R10 - счетчик угла поворота, R11 - конечная координата по X, R12 - конечная координата по Y, R13=5° - угол поворота; значения переменных можно задавать заранее в соответствующей области управления);
G17 G54 (указание адреса смещения координат);
R10=0 (обнуление счетчика угла поворота);
MARK2: (установка метки перехода, начинающего цикл);
IFR10>360 GOTOFMARK1 (сравнение счетчика угла поворота с полным оборотом, при его достижении выход из цикла);
R12=50*SIN(R13)(вычисление конечной координаты X);
R11=50*COS(R13) (вычисление конечной координаты Y);
G03 X=R11 Y=R12 CR=50 F100 (задание команды круговой интерполяции);
M00 (останов программы для фиксации результатов);
G259 RPL=R13 (поворот координатной системы);
R10=R10+R13 (увеличение счетчика угла поворота);
GOTOBMARK2 (переход на начало цикла);
MARK1:М30 (конец программы);
7. Включить отработку программы. После остановки движения, зафиксировать отклонение δrизм по измерительному прибору 17; отклонение δrпогр, вызванное погрешностями устройства, по измерительному прибору 7. Итоговое значение отклонения радиуса-вектора, с учетом компенсации погрешностей устройства:

8. Занести данные в MicrosoftExcel в виде таблицы, представленной на Фиг. 4, где θэ - абсолютный текущий угол поворота.
Возобновить отработку программы, повторяя эти действия до прохождения полной окружности.
9. Построить график отклонений δrэ в зависимости от угла θэ в полярной системе координат

θэ рассчитывается нарастающим итогом по значениям приращений угла.
По результатам измерений можно определить следующие геометрические погрешности станка.
1. Отклонение от круглости траектории круговой интерполяции. В качестве результата принимается наибольшее значение δrэ.
2. Погрешности позиционирования по осям координат.
Под погрешностями по осям координат понимаются погрешности, обусловленные как неточностью позиционирования по данной координате, так и непрямолинейностью траектории движения в горизонтальном направлении по перпендикулярной координате. Основной задачей процесса измерения является определение значений погрешностей, необходимых для последующей программной компенсации, поэтому вполне достаточно представление результирующей погрешности, без разделения ее на составляющие.
Для ввода значений компенсации нужно, чтобы значения координаты, при которых вводятся значения компенсации, были равноотстоящими. Поэтому нужно значения компенсации брать не на равных приращениях угла θ, а на углах, соответствующих равномерным значениям координат. Для этого полученную зависимость δrэ=ƒ(θэ) необходимо представить в виде сплайна
где r(θ) - радиус-вектор точек кривой, заданной сплайном; Bi(θ) - i-й базисный сплайн; Ri - радиус-вектор i-й контрольной точки.
Для аппроксимации экспериментальной кривой в виде сплайна можно воспользоваться программой Mathcad. Для решения этой задачи применяются кубические сплайны. Кубическая сплайн-интерполяция позволяет провести кривую через набор точек таким образом, что первые и вторые производные кривой непрерывны в каждой точке. Эта кривая образуется путем создания ряда кубических полиномов, проходящих через наборы из трех смежных точек. Кубические полиномы затем состыковываются друг с другом, чтобы образовать одну кривую. Для реализации вычислений используется функция Mathcadlspline(θэ, δrэ). Эта функция генерирует кривую сплайна, которая приближается к прямой линии в граничных точках, при этом формируется вектор коэффициентов вторых производных, который обозначается νs. В качестве аргументов выступают: θэ - значения углов поворота в цикле измерения, для расчета формируется матрица-столбец значений из графы θ таблицы (Фиг. 4); δrэ - значения погрешностей, соответствующих θэ, также формируется матрица-столбец из графы δr таблицы (Фиг. 4).
Применение именно этой функции дает лучшее приближение к исходной зависимости, чем применение других функций интерполяции.
Для дальнейшего расчета необходимо сформировать новый массив значений углов поворота θ, соответствующих равномерным значениям координат X и Y. Для этого, например, по оси X определяется диапазон значений (-lizm; lizm). Внутри диапазона формируется массив координат {Xi} с определенным значением шага tx.
Далее рассчитываются углы поворота θ, соответствующие значениям массива {Xi}

Значения θ рассчитываются с учетом квадранта угла. Далее определяются значения погрешности при новых значениях угла θ

где interp(νs, θэ, δrэ, θ) - функция, возвращающая значение сплайна при значениях в по исходным векторам X и Y и по коэффициентам сплайна νs.
Рассматривая малые приращения полярного угла θj, на каждом шаге j можно определить погрешности позиционирования по оси X при положительном направлении движения

На интервале от 180 до 0° определяются погрешности позиционирования при отрицательном направлении движения

Аналогично определяются погрешности по оси Y.
По результатам расчетов можно определить параметры, которые можно внести в программу компенсации системы ЧПУ. Например, по оси Y программа компенсации для систем ЧПУ Sinumerik выглядит следующим образом (соответствующий график представлен на фиг. 3):
MD:MM_ENC_COMP_MAXPOINTS[0,Y]=6 (устанавливается количество опорных точек компенсации в массиве {Yi});
$AA_ENC_COMP_STEP[0,Y]=20 (устанавливается расстояние между опорными точками, равно шагу tx)
$AA_ENC_COMP_M1N[0,Y]=-50 (устанавливается начальная точка по оси);
%_N_EECDAT_EEC_INI (вводится таблица компенсаций);
$AA_ENCCOMP_MAX[0, Y]=50 (устанавливается конечная точка по оси);
$AA_ENC_COMP[0,0,Y]=0 (в дальнейших кадрах записываются значения компенсаций в опорных точках с соответствующими номерами, значения компенсаций определены по формулам)
$AA_ENC_COMP[0,1,Y]=-37.207
$AA_ENC_COMP[0,2,Y]=-10.627
$AA_ENC_COMP[0,3,Y]=-8.017
$AA_ENC_COMP[0,4,Y]=-12.079
$AA_ENC_COMP[0,5,Y]=93.407
M17 (конец подпрограммы задания таблицы компенсаций);
3. Люфты в приводах подачи.
Как видно из фиг. 5, значения погрешностей в одной и той же опорной точке неодинаковы для различных направлений движения. Это объясняется наличием люфта в приводе подачи. Таким образом по результатам испытания люфт по оси можно определить как разность величин осевых погрешностей, например для оси X - ΔXj ↑ и ΔXj ↓, то есть ординат точек графиков погрешности позиционирования (фиг. 5) на одних и тех же опорных точках. По оси X значения люфта в опорной точке j можно найти

Обрабатывая полученные данные, можно найти максимальную

и среднюю величину люфта по оси
Среднюю величину можно занести в память системы ЧПУ для программной компенсации погрешности. Для систем ЧПУ Sinumerik эта величина заносится в системную переменную MD:BACKLASH.
Аналогично определяются результаты по оси Y.
Осуществление данного изобретения дает следующие результаты.
1. Возможность измерения геометрических погрешностей станка с минимальной трудоемкостью за счет измерения выявляемых погрешностей за один рабочий проход движения по круговой траектории путем оценки смещения измерительного стержня измерительным прибором.
2. Возможность компенсации геометрических погрешностей станка за счет представления результатов измерения в таком виде, который может быть пересчитан в величины, воспринимаемые программой компенсации системы ЧПУ станком.
3. Повышение точности измерения:
a) за счет контакта между измерительным стержнем и оправкой в точке, что снижает влияние их погрешностей изготовления на точность измерения;
b) за счет компенсации погрешностей изготовления цилиндрического шарнира с помощью второго измерительного прибора;
c) за счет применения направляющих качения измерительного стержня и подшипника качения в цилиндрическом шарнире, что снижает трение в этих соединениях и снижает погрешности, связанные с трением.
4. Возможность эффективного применения данного устройства на различных станках с разной длиной хода за счет регулирования положения измерительного стержня с измерительным прибором относительно цилиндрического шарнира, что дает возможность проводить измерения с оптимальным для каждого станка радиусом измерения, что, в свою очередь, позволяет наиболее полно выявить действующие на данном станке погрешности.
Таким образом, данное устройство позволяет измерять геометрические погрешности станков с ЧПУ фрезерного типа с высокой точностью и минимальной трудоемкостью для их последующей программной компенсации.
Предлагаемое изобретение удовлетворяет критериям новизны, так как при определении уровня техники не обнаружено средство, которому присущи признаки, идентичные (то есть совпадающие по исполняемой ими функции и форме выполнения этих признаков) всем признакам, перечисленным в формуле изобретения, включая характеристику назначения.
Предлагаемое изобретение имеет изобретательский уровень, поскольку не выявлены технические решения, имеющие признаки, совпадающие с отличительными признаками данного изобретения, и не установлена известность влияния отличительных признаков на указанный технический результат.
Заявленное техническое решение можно реализовать в машиностроении, в технологических процессах обработки резанием, для повышения точности обработки на металлорежущих станках.
Использованные источники
1. Патент США №5052115, 04.10.1991. Melvyn Burdekin. Accuracy testing device // Патент США US 5052115 A.
2. Патент США №386666, 03.06.1975. Charles Н. Thompson, Fred W. Jones. Apparatus for measuring tool path accuracy // Патент США US 386666.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля технического состояния станков с ЧПУ | 1983 |
|
SU1228971A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ АТТЕСТАЦИИ ИЗМЕРИТЕЛЬНОЙ ГОЛОВКИ НА СТАНКАХ С ЧПУ | 1995 |
|
RU2099171C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ИНСТРУМЕНТА В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА СТАНКА АВТОМАТИЗИРОВАННОГО ГРАВИРОВАЛЬНОГО КОМПЛЕКСА | 2005 |
|
RU2279964C1 |
| Поворотный стол с газостатической опорой | 2022 |
|
RU2788876C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОСРЕДСТВОМ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ С ИСПОЛЬЗОВАНИЕМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО ЦЕНТРА | 2010 |
|
RU2446916C1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| ИСПОЛНИТЕЛЬНАЯ СИСТЕМА ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА ДЛЯ ФОРМИРОВАНИЯ РЕЗАНИЕМ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ | 2007 |
|
RU2360771C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ АТТЕСТАЦИИ ИЗМЕРИТЕЛЬНОЙ ГОЛОВКИ | 1994 |
|
RU2099170C1 |
| СПОСОБ НАСТРОЙКИ МНОГОЦЕЛЕВОГО СТАНКА ДЛЯ ПЯТИКООРДИНАТНОЙ ОБРАБОТКИ | 2014 |
|
RU2571984C1 |

Изобретение относится к области измерения и контроля в металлообрабатывающих станках с ЧПУ преимущественно фрезерной группы. Устройство содержит оправку с коническим концом, с которым контактирует измерительный стержень, установленный на направляющих качения стойки. Оправка выполнена с возможностью размещения в шпинделе станка. Кроме того, устройство содержит цилиндрический шарнир с опорой, закрепляемой на столе станка, установленный на упомянутом шарнире с возможностью поворота корпусом с кареткой, на которой расположена стойка, и со вторым измерительным прибором, измеряемым смещения корпуса относительно опоры цилиндрического шарнира. Столу станка по программе задают движение по круговой траектории с центром, соответствующим оси шпинделя. Геометрические погрешности траектории движения стола определяются измерительным прибором, при этом из них вычитается смещение корпуса относительно шарнира, определяемое по второму измерительному прибору. Полученная погрешность круговой траектории пересчитывается в погрешности по осям X и Y, которые используются для соответствующей компенсации в системе ЧПУ. Использование изобретения позволяет повысить точность обработки на станке. 5 ил.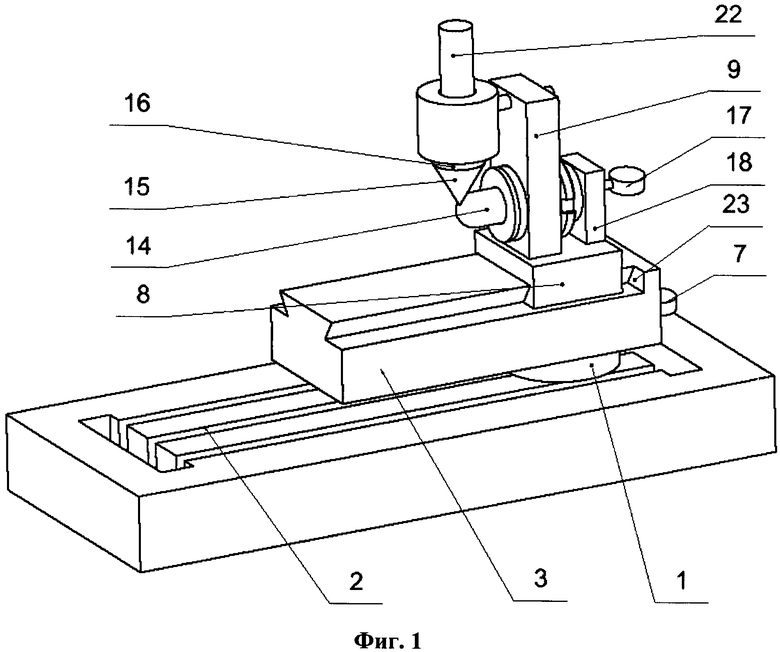
Устройство для определения геометрических погрешностей траектории движения стола фрезерного станка с ЧПУ, содержащее оправку, выполненную с возможностью установки в шпинделе станка, измерительный стержень, связанный с измерительным прибором, и цилиндрический шарнир с опорой, выполненной с возможностью закрепления на столе станка, отличающееся тем, что оно снабжено установленным на упомянутом цилиндрическом шарнире с возможностью поворота корпусом с размещенной на нем с возможностью регулировочного перемещения кареткой со стойкой и вторым измерительным прибором, закрепленным в упомянутом корпусе с возможностью измерения смещения корпуса относительно опоры цилиндрического шарнира, при этом оправка выполнена с конической рабочей частью, связана с упомянутой стойкой с возможностью поворота стойки относительно продольной оси оправки и установлена с возможностью точечного контакта своей рабочей частью с концом упомянутого измерительного стержня, выполненного сферическим, причем измерительный стержень установлен в упомянутой стойке на направляющих качения с возможностью продольного измерительного перемещения.
| US 3886666 А, 03.06.1975 | |||
| Устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с системой ЧПУ | 1985 |
|
SU1301647A1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ И ПОЛОЖЕНИЯ РЕЖУЩИХ КРОМОК ОДНОЛЕЗВИЙНЫХ, СБОРНЫХ МНОГОЛЕЗВИЙНЫХ И ОСЕВЫХ ИНСТРУМЕНТОВ | 2005 |
|
RU2320457C2 |
| УСТРОЙСТВО ДЛЯ ИСПРАВЛЕНИЯ ОШИБОК ДЛЯ СТАНКОВ С ЧПУ | 2013 |
|
RU2559611C2 |
| US 5841668 A, 24.11.1998 | |||
| EP 1549459 A2, 06.07.2005. | |||

