(21)4056751/31-08
(22)15.04.86
(46) 07.04.88. Бюл. № 13
(71)Уфимский авиационный институт им, Серго Орджоникидзе
(72)Т.Н. Садыгов, В.В. Постнов, В.М. Кривошей, Б.С. Бакаров
и К.К. Гасанов
(53)621.941.1(088.8)
(56)Макаров А.Д. Износ и стойкость режущих инструментов. М.: Машиностроение, 1966, с. 104-116, 264.
(54)СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОЙ ПОДАЧИ ПРИ ТОКАРНОЙ ОБРАБОТКЕ
(57)Изобретение относится к области обработки материалов резанием и может быть использовано для определения допустимой подачи при точении, исходя из износостойкости инструмента. Целью изобретения является снижение трудоемкости процесса и расхода инструментального и обрабатьшаемого материала. Для этого при выбранных условиях обработки (постоянная глубина резания, геометрия инструмента),при различных скоростях резания и подачах производят кратковременные температурные испытания, наносят полученные данные на график зависимости Шд f(S) с двойной логарифмической системой координат, где Q - температура зоны резания; S - подача режущего инструмента, мм/об, и назначают допустимую подачу, соответствующую минимальному значению указанной зависимости. 2 ил.
€
(Л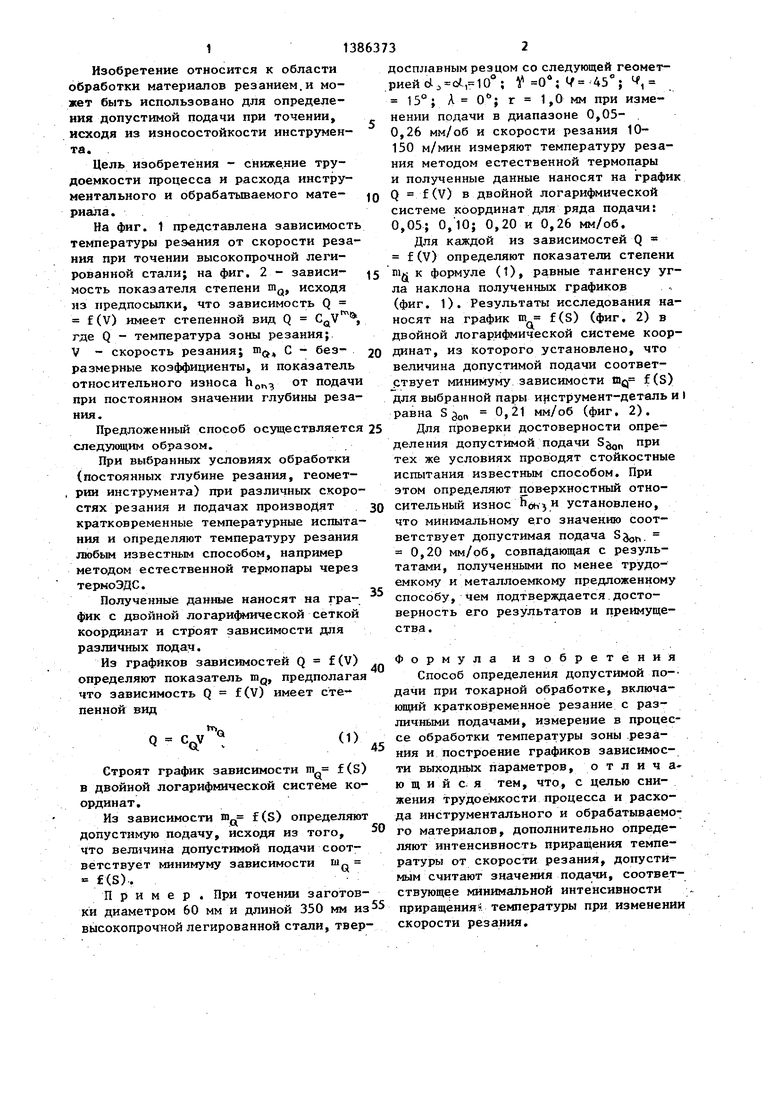
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения обрабатываемости материалов резанием | 1983 |
|
SU1089482A1 |
| Способ управления обработкой резанием детали | 1991 |
|
SU1754331A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОЙ СКОРОСТИРЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕМЕТАЛЛОВ СО СНЯТИЕМ СТРУЖКИ | 1971 |
|
SU418278A1 |
| Способ определения оптимальной скорости резания | 1979 |
|
SU770661A1 |
| Способ управления обработкой резанием | 1990 |
|
SU1754419A1 |
| Способ управления обработкой детали резанием | 1990 |
|
SU1811986A1 |
| Способ определения сил на передней и задней поверхностях инструмента при обработке металлов со снятием стружки | 1978 |
|
SU771511A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИТИЧЕСКОЙ ТЕМПЕРАТУРЫ РЕЗАНИЯ | 2012 |
|
RU2535250C2 |
| СПОСОБ УСКОРЕННОГО ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНЫХ РЕЖИМОВ НЕСТАЦИОНАРНОГО РЕЗАНИЯ | 2001 |
|
RU2207935C2 |
| Способ определения оптимальной скорости резания | 1987 |
|
SU1458083A1 |

00 00 05 со
со
113
Изобретение относится к области обработки материалов резанием.и может быть использовано для определения допустимой подачи при точении, исходя из износостойкости инструмента.
Цель изобретения - снижение трудоемкости процесса и расхода инструментального и обрабатьтаемого мате- риала.
На фиг. 1 представлена зависимость температуры резвния от скорости резания при точении высокопрочной легированной стали; на фиг. 2 - зависи
мость показателя степени т исходя
иэ предпосылки, что зависимость Q f (V) имеет степенной вид Q где Q - температура зоны резания; V - скорость резания; т()„ С - без- размерные коэффициенты, и показатель относительного износа hor, от подачи при постоянном значении глубины резания.
Предложенный способ осуществляется следующим образом.
При выбранных условиях обработки (постоянных глубине резания, геометрии инструмента) при различных скоростях резания и подачах производят кратковременные температурные испытания и определяют температуру резания любым известным способом, например методом естественной термопары через термоЭДС.
Полученные данные наносят на график с двойной логари4 шческой сеткой координат и строят зависимости для различных подач.
Из графиков зависимостей Q f(V)
определяют показатель Ид, предполагая что зависимость Q f(V) имеет степенной вид
V
.
Q
(1)
Строят график зависимости m f(S) в двойной логарифмической системе координат.
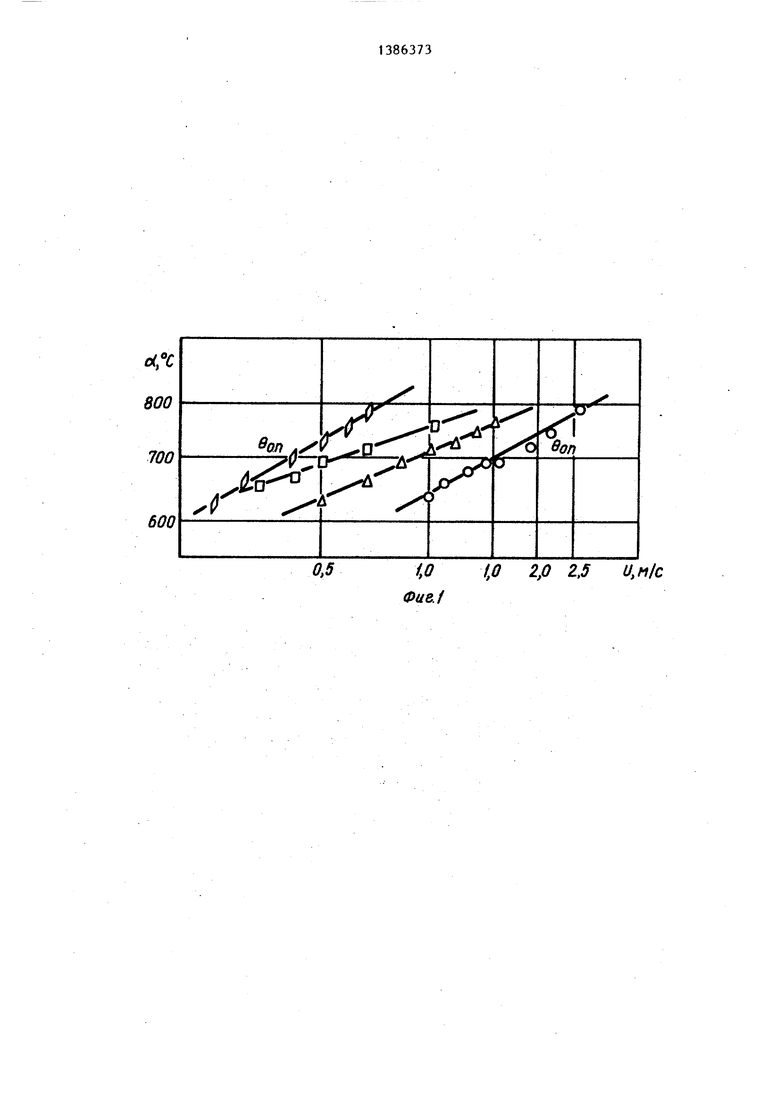
Из зависимости 1П{. f(S) определяют допустимую подачу, исходя из того, 0 что величина допустимой подачи соответствует минимуму зависимости ш. f (S)..
Пример. При точении заготовки диаметром 60 мм и длиной 350 мм из55 высокопрочной легированной стали, тверQ
5
0
5
о
5
0
5
0
5
досплавным резцом со следующей геометрией , 10° ; V lr 45°; Ч, 15°; Я г 1,0 мм при изменении подачи в диапазоне 0,05- 0,26 мм/об и скорости резания 10- 150 м/мин измеряют температуру резания методом естественной термопары и полученные данные наносят на график Q f(V) в двойной логарифмической системе координат для ряда подачи: 0,05; О, 10; 0,20 и 0,26 мм/об.
Для каждой из зависимостей Q f(V) определяют показатели степени ш к формуле (t), равные тангенсу угла наклона полученных графико В (фиг. 1). Результаты исследования наносят на график m f(S) (фиг. 2) в двойной логарифмической системе координат, из которого установлено, что величина допустимой подачи соответ- ртвует минимуму зависимости iaQ f(S) для выбранной пары и 1струмент-деталь и I равна S Зоп 0,21 мм/об (фиг, 2).
Для проверки достоверности определения допустимой подачи S при тех же условиях проводят стойкостные испытания известным способом. При этом определяют поверхностный относительный износ Ьо,и установлено, что минимальному его значению соответствует допустимая подача Sjon. - 0,20 мм/об, совпадающая с результатами, полученными по менее трудоемкому и металлоемкому предложенному способу. Чем подтверждается.достоверность его результатов и преимущества.
Формула изобретения Способ определения допустимой по- дачи при токарной обработке, включающий кратковременное резание с различными подачами, измерение в процессе обработки температуры зоны резания и построение графиков зависимости выходных параметров, отличающий с я тем, что, с целью снижения трудоёмкости процесса и расхода инструментального и обрабатываемого материалов, дополнительно определяют интенсивность приращения температуры от скорости резания, допустимым считают значения подачи, соответствующее минимальной интенсивности приращения ) температуры при изменении скорости резания.
600
1,0(О 2,0 2.5 и,м1с
Фи&./
0,05 0,70,2 0,3 S,Mff/of
фиг.2
Ю СН
гоо
