Изобретение относится к машиностроению и может быть использовано для определения обрабатываемости материалов резанием.
Цель изобретения - обеспечение плавного увеличения скорости резания за счет выбора наружного и внутреннего диаметров заготовки.
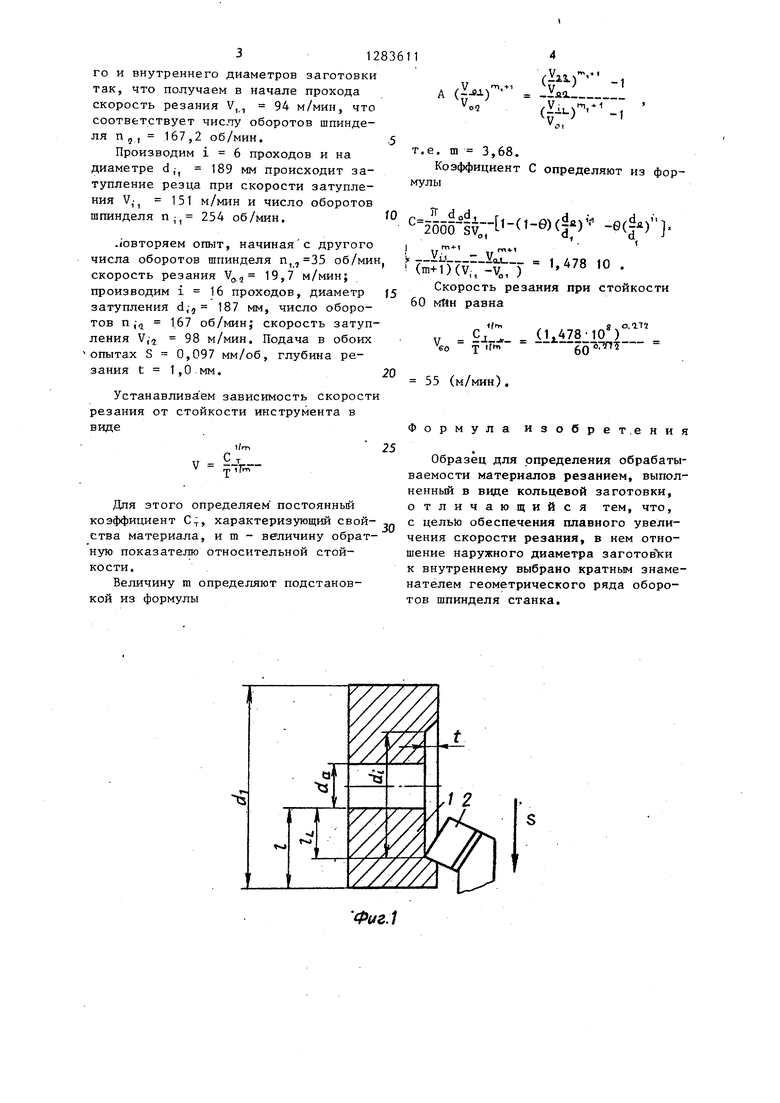
На фиг,1 изображена схема обработки торцовым точением кольцевой заготовки, при постоянной глубине резания t, подаче S резцом ( - длина прохода резца, fj - длина прохода при проходе; d, - диаметр затупления резца при проходе); на фиг.2 - график изменения скоростей резания (d, - внутренний диаметр заготовки, d - наружньй диаметр, диаметр затупления резца. Пд ., п,, . . ., п j - числа оборотов шпинделя, V , V ,.,.,V- - скорость резания); на фиг.З - зависимость изменения скорости резания от длины прохода резца.
Знаменатель геометрического ряда оборотов шпинделя (f) - это отношение каждого последующего числа оборотов (частоты вращения) шпинделя к првдьщущему т.е.
Ч
Увеличить число оборотов шпинделя на знаменатель ряда if значит переклю чить коробку па следующую ступень п, п Ч .
Если взять заготовку с отношением наружного диаметра к внутреннему равным знаменателю геометрического ряда
Ч (фиг,2), то при переключении а о
коробки скоростей с предьщущей ступе ни (п„) на последующую п
d, оЗ начальная скорость ре.зания
о
(V| ) при очередном проходе от центра к периферии (при П() равна конечной скорости (V, ) на прёдьщущем проходе (при Пд). При переключении коробки н
следующую ступень п п Ч п -:
о
начальная скорость Vj, при очередном проходе равна конечной скорости V при п I, и т.д.
Таким образом, используя заготовку 1 малого диаметра с оттшшением
- Ч амржно при ее обточке по торцу от центра к периферии на каждом следующем проходе получить за счет переключения коробки скоростей на следующую ступень,непрерывное увеличение скорости резания до тех пор (Vj), (пока не произойдет затупление резца 2. При этом число оборотов шпинделя возрастает при каждом последующем проходе. Для оценки обрабат шаемости находят только частную зависимость V с; V f(T). В этой частной зависимости периодом стойкости задаются (обычно мин), а значения постоянного коэффициента С и показателя относительной стойкости 1/т определяют эмпирически, т.е. путем обработки результатов экспериментов.
Если сравнивают обрабатываемость двух материалов А и Б, то для них при одинаковых условиях обработки экспериментально находят формулы V f(T) и V f(T),
35
40 Umn
СТЕ
30
V, ib.- и Т
и, задавшись периодом стойкости инструмента (обычно Т 60 мин), рассчитывают скорости резания Vj и Vg , соответствующие заданному периоду стойкости. Эти скорости и являются критерием оценки обрабатываемости. Чем выше скорость резания при задан- ной стойкости, тем лучше обрабатываемость материала. Коэффициент К обрабатываемости определяют по формуле
К Уь
° V,
Пример конкретного выполнения.
Берем заготовку с наружным диаметром di 199 мм, с внутренним диаметром d 179 мм, материал заготовки сталь ЗОХГСА; HRC 32-36, резец подрезной; f- угол в плане 45°; 10° задний угол; 0 8° передний угол; марка режущей части Р6М5.
Начальное число оборотов шпинде-.. ля п 150,5 об/мин, что соответствует скорости резания V, 84,7 м/мин, Б конце первого прохода скорость резания V, , 94 м/мин. Переключаем число оборотов шпинделя на величину, равную отнсииению внешнего и внутреннего диаметров заготовки так, что получаем в начале прохода скорость резания V, 94 м/мин, что соответствует числу оборотов шпинделя п,, 167,2 об/мин.
Производим проходов и на диаметре d,-, 189 мм происходит затупление резца при скорости затупления V,-, 151 м/мин и число оборотов шпинделя п, 254 об/мин.
.повторяем опыт, начиная с другого числа оборотов шпинделя п,,35 об/мин скорость резания V., 19,7 м/мин; производим i 16 проходов, диаметр f5 затупления d,-,, 187 мм, число оборотов п ,- 167 об/мин; скорость затупления V,-;j 98 м/мин. Подача в обоих опытах S 0,097 мм/об, глубина резания t 1,0 мм.20
Устанавливаем зависимость скорости резания от стойкости инструмента в виде
1/гп
V 1 (гп
Дпя этого определяем постоянньй коэффициент С;, характеризующий свойства материала, и m - величину обратную показателю относительной стойкости.
Величину m определяют подстановкой из формулы
(Vitf .
(-)-- У..1
(-)
oQ
()- -I
OI
т.е. m 3,68.
Коэффициент С определяют из формулы
г- dod,
-еф)
I у,-- mvl
. (ш;Г) (v---t r
Скорость резания при стойкости 60 мин равна
lirn
V д ео Т
55 (м/мин).
(1 478-10)
5
Формула изобрет.ения
Образец для определения обрабатываемости материалов резанием, выпол- ненньй в виде кольцевой заготовки, отличающийся тем, что, с целью обеспечения плавного увеличения скорости резания, в нем отношение наружного диаметра заготов ки к внутреннему выбрано кратным знаменателем геометрического ряда оборотов шпинделя станка.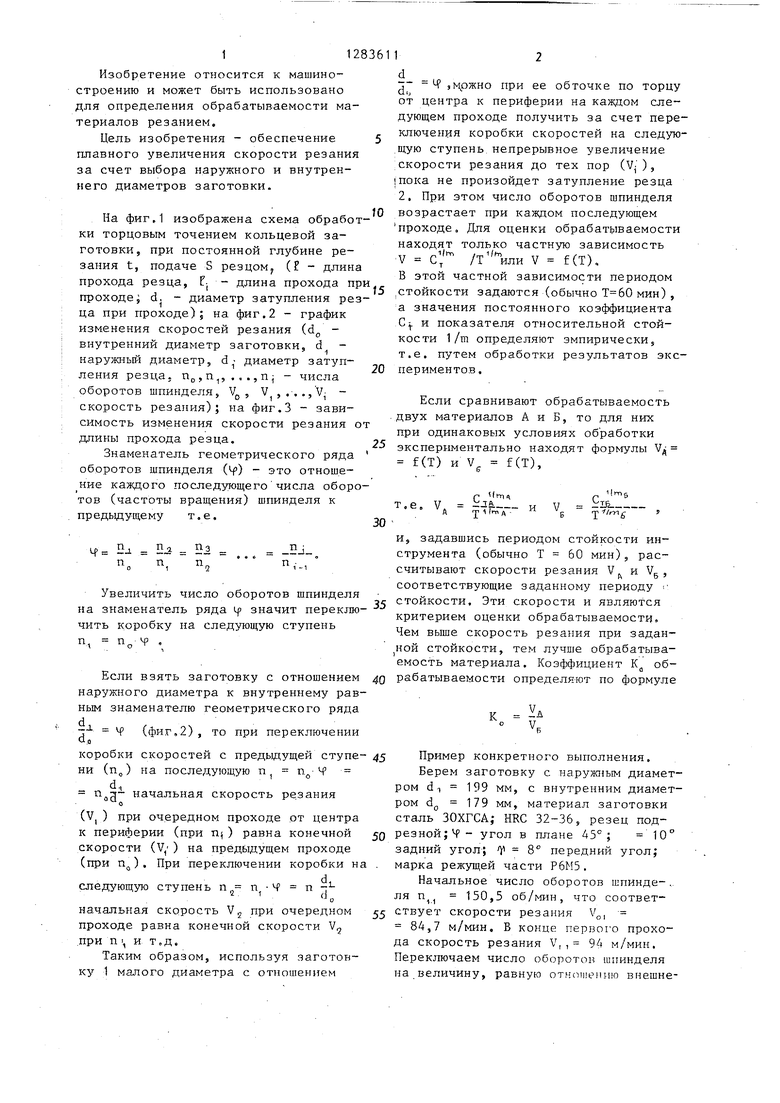
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения обрабатываемости материалов резанием | 1983 |
|
SU1089482A1 |
| Способ определения обрабатываемости материалов | 1988 |
|
SU1599708A1 |
| Способ испытания режущего инструмента на износостойкость | 1986 |
|
SU1463393A1 |
| Способ определения обрабатываемости материалов | 1987 |
|
SU1481634A1 |
| Способ испытания расточного инструмента | 1990 |
|
SU1748018A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ | 2008 |
|
RU2374039C1 |
| СПОСОБ МНОГОПРОХОДНОЙ ТОКАРНОЙ ОБРАБОТКИ | 1992 |
|
RU2050226C1 |
| ПРИБОР ДЛЯ ВЫБОРА НАИБОЛЕЕ ВЫГОДНОГО ТОКАРНОГО СТАНКА ПО ЗАДАННЫМ УСЛОВИЯМ РАБОТЫ | 1930 |
|
SU32209A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| Способ управления процессом механической обработки | 1981 |
|
SU967773A1 |
Изобретение относится к машиностроению и может быть использовано для определения обрабатываемости материалов резанием. Цель изобретения обеспечение плавного увеличения скорости резания за счет выбора наружного и внутреннего диаметров заготовки. Выбирают заготовку с отношением наружного диаметра к внутреннему,рав- нь1М знаменателю геометрического ряда d /d Ч Знаменатель геометрического ряда оборотов шпинделя (ч) - это отношение каждого последующего числа оборотов к предыдущему f - Hj/n ...П;/П . . При переключении коробки скоростей с предыдущей ступени (п) на последующую i ,/d начальная скорость резания (V,) при очередном проходе от центра к периферии при (п) равна S конечной скорости (V ) на предьщущем проходе (при Пд) и т.д. 3 ил. (Л 1C 00 оо (35
Фиг.1
VAf/AfW/
П .
.М/Мин
do cfi dj фиг. Z
li l
| Бобров В.Ф | |||
| Основы теории резания материалов, М.: -Машиностроение, 1975, с | |||
| Способ получения жидкой протравы для основных красителей | 1923 |
|
SU344A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
