л1
пппп
ишиииииииищт
«о
о о
JA
11ПЛП
ппп
.
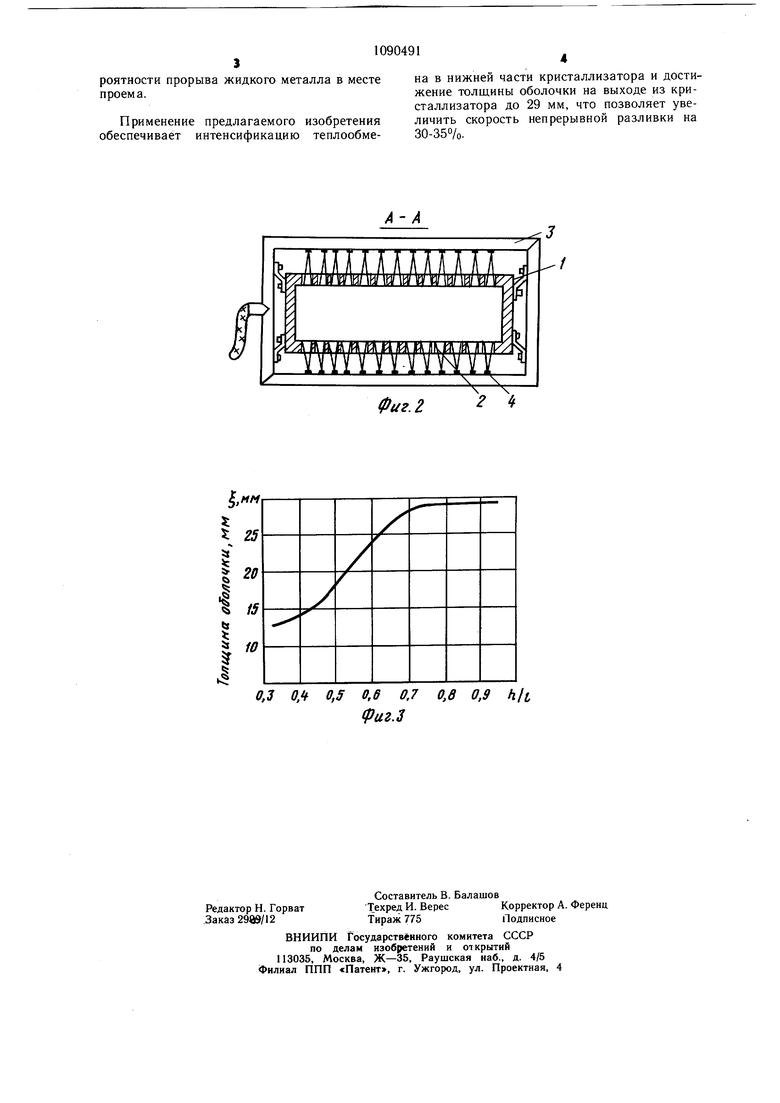
Фиг. i Изобретение относится к металлургическому производству, конкретнее к производству слитков путем непрерывной разливки стали, и может быть использовано в вертикальных, радиальных и криволинейных установках непрерывного литья заготовки. Существующие конструкции кристаллизаторов установок непрерывной разливки стали включают корпус с подводящими и отводящими трубопроводами, а также теплообменник, выполненный в виде составных сплощных медных плит с внутренними каналами для прохождения жидкого охладителя. Длина известных кристаллизаторов колеблется в пределах 500-1500 мм, причем применение коротких кристаллизаторов обосновывается тем, что возникающий в нижней части длинных кристаллизаторов вследствие усадки слитка газовый зазор резко снижает теплоотвод, а формируемая в зоне кристаллизатора оболочка толщиной 15- 25 мм обладает достаточной прочностью для удержания жидкой фазы под ферростатическим давлением. Однако с увеличением скорости разливки наличие щлаковых включений на поверхности слитка и колебание уровня металла при недостаточной длине кристаллизатора могут привести к прорыву жидкого металла. Известен кристаллизатор установок непрерывной разливки стали, в котором рабочие стенки ниже места расположения мениска металла снабжены сквозными отверстиями (проемами), а охлаждение кристаллизатора осуществляется приспособлением для подачи воды 1. Однако выполнение сквозных проемов произвольной формы в области кристаллизатора, где толщина оболочки составляет 10-15 мм, при увеличении скорости разливки может привести либо к прорыву оболочки слитка при больщих размерах проемов и произвольном расположении их по периметру слитка, либо к недостаточной нитейсивности и неравномерности охлаждения при малых размерах проемов, что не позволяет увеличить скорость разливки. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является кристаллизатор для непрерывного литья металлов, содержащий плиты со сквозными проемами ниже мениска металла, выполненными в виде периодической рещетки 2. Однако данный кристаллизатор не позволяет повысить скорость разливки. Для повыщения скорости разливки первостепенное значение имеют конструктивные параметры, которые должны выполняться при оптимальном соотнощении между контактной (рещетка) и свободной (суммарное отверстие) площадями кристаллизующегося слитка в нижней части кристаллизатора. Целью изобретения -является повышение скорости разливки. Поставленная цель достигается тем, что в кристаллизаторе для непрерывного литья металлов, содержащем плиты со сквозными проемами, расположенными в нижней части и в-ыполненными в виде периодической рещетки, проемы выполнены с периодом, составляющим 0,01-0,03 внутреннего периметра поперечного сечения кристаллизатора, а отнощение щирины проема к периоду рещетки составляет 0,5-0,8. На фиг. 1 изображен кристаллизатор, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - экспериментально выявленная закономерность наращивания твердой оболомки слитка () от безразмерного параметра п/Е (отнощения щирины проема к периоду рещетки). Кристаллизатор состоит из медных плит 1, в нижней части которых выполнены проемы 2 щириной h с периодом I. К корпусу кристаллизатора напротив проемов прикреплены коллекторы 3 с форсунками 4. Высота проема 2 составляет 0,3 высоты кристаллизатора. В зависимости от скорости разливки возможно выполнение проемов высотой, составляющей 0,15-0,4 высоты кристаллизатора. Для заготовок квадратного и круглого сечения проемы выполняются по всему периметру поперечного сечения слитка, для слябов - только по щироким граням. Жидкий металл подают во внутреннюю. полость кристаллизатора. Охлаждение кристаллизатора осуществляется водой, циркулирующей по внутренним каналам верхней части медных плит 1, при этом осуществля формирование твердой оболочки слитка. С помощью коллекторов 3 и форсунок 4 жидкий охладитель подают на нижнюю часть кристаллизатора в область проемов 2. Охладитель, контактируя как с оболочкой слитка, через проемы, так и с нижней частью кристаллизатора, интенсифицирует теплоотвод непосредственно от слитка и частично от медных плит 1 в области проемов 2. Выполнение рещетки с отнощением ширины проема h к периоду I рещетки, меньщим 0,5 и периодом I, меньщим 0,01, приводит к снижению суммарного теплоотвода к жидкому охладителю, вследствие чего §-толщина оболочки на выходе из кристаллизатора сравнима с величиной, соответствующей известному кристаллизатору. Кроме того, вследствие неравномерности роста оболочки снимается ее прочность и увеличивается вероятность прбрыва при увеличении скорости разливки. Выполнение решетки с h/l большим 0,8 и Ы),03 приводит к критическому прогибу оболочки слитка в месте проема и резкому возрастанию вероятности прорыва жидкого металла в месте проема.
Применение предлагаемого изобретения обеспечивает интенсификацию теплообмена в нижней части кристаллизатора и достижение толщины оболочки на выходе из кристаллизатора до 29 мм, что позволяет увеличить скорость непрерывной разливки на 30-35%.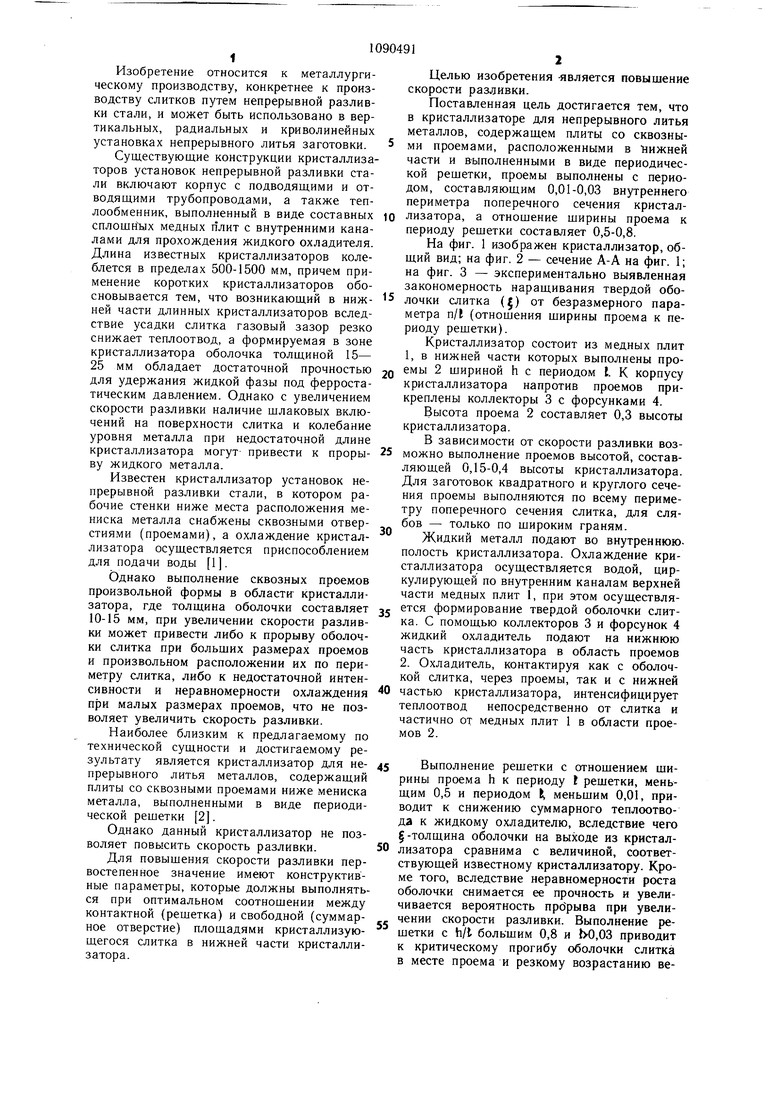
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015824C1 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015817C1 |
| КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2006338C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2021869C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015806C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015807C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2021868C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015808C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2095189C1 |
КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ, содержащий плиты со сквозными проемами расположенными в нижней части и выполненными в виде периодической решетки, отличающийся тем, что, с целью повышения скорости разливки, проемы выполнены с периодом, составляющим 0,01-0,03 внутреннего периметра поперечного сечения кристаллизатора, а отношение ширины проема к периоду решетки составляет 0,5-0,8.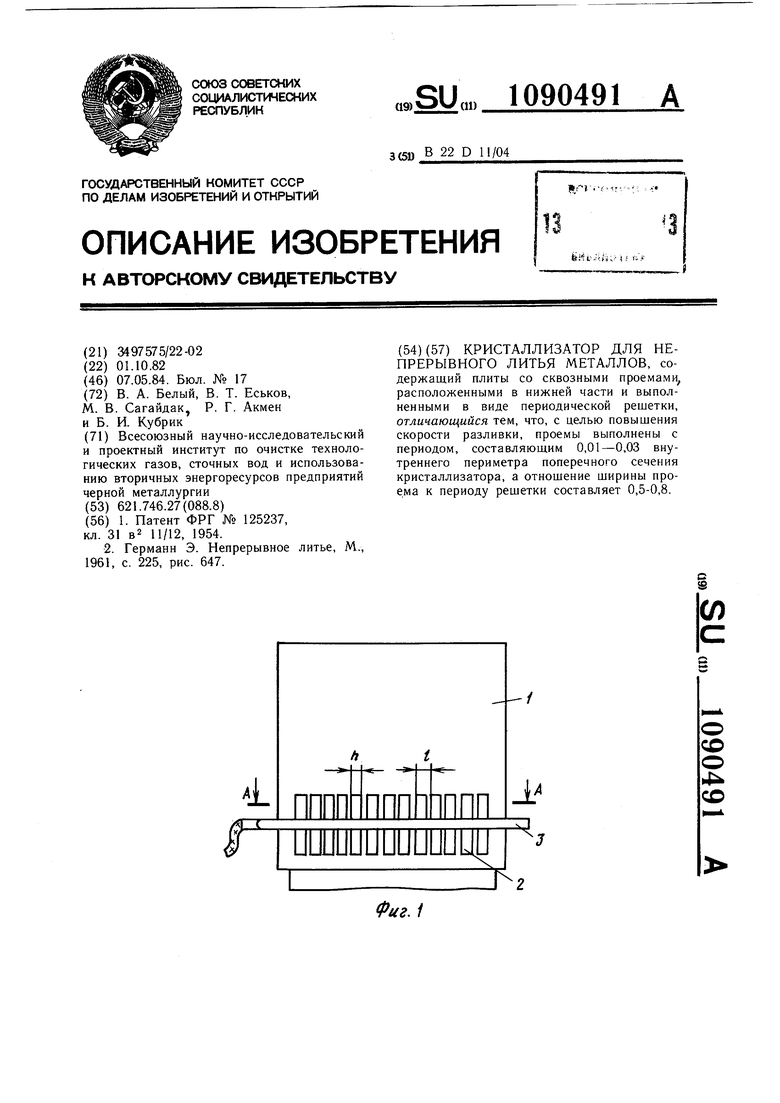
0.3 O.tt 0,5 0.6 0.7 0,8 0,9 hit
(риг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выпарной беструбный аппарат системы СБЯ-59 | 1959 |
|
SU125237A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Германн Э | |||
| Непрерывное литье, М., 1961, с | |||
| Синхронизирующее устройство для аппарата, служащего для передачи изображений на расстояние | 1920 |
|
SU225A1 |
| МАШИНА ДЛЯ ПРОКЛАДКИ ДРЕНАЖНЫХ ТРУБ | 1923 |
|
SU647A1 |
