со
N3
Изобретение относится к средствам автоматизации технологического оборудования полиграфической промышленности, в частности ротационных печатных машин, и может быть использовано в других отраслях, например текстильной, для решения задач автоматической смены .рулонов при непрерывном питании оборудования полотном.
Известно устройство для управления перезаправкой рулонов, содержа щее импульсный датчик перемещения полотна, измерители оборотов рулона и клеевых меток, блок вычисления с памятью и блок управления, соединенный выходами с соответ, ствующими исполнительными механизмами узлов смены положения рулонов, разгона нового рулона, склеивания и обрезки полотна (заявка ФРГ № 2619236, кл. В 65 Н 19/18, 1981).
В известном устройстве приведение в действие механизмов, осуществляющих перезаправку, производится при определенных вычисленных значениях диаметра или длины окружности разматываемого рулона, Вы числение производится на основе заданного значения желаемого диаметра остаточного рулона, заданного значения желаемой длины клеевой гранки и заданных или измеренных постоянных времени механизмов, осуществляющих перезаправку, а также на основе информации о скорости движения полотна и частоты вращения разматываемого рулона. Далее в известном устройстве непрерывно вычисляют текущее значение диаметра или длины окружности, а управление механизмами перезаправки осуществляют при достижении текущим размером рулона соответствующих вычисленных значений.
Недостатком известного устройства является то, что определение мгновенных значений размера рулона требует определенного времени, поскольку вычисление производится на основании данных о скорости перемотки, числа оборотов рулона и тол щине полотна, определяемых на двух еле дующих один за другим участках полотна. Поэтому к моменту выдачи вычисленного мгновенного значения размера рулона фактическое его значение уже не соответствует вычисленному, что снижает точность управления.
Целью изобретения является повыщение точности управления.
Эта цель достигается тем, что устройство для управления перезаправкой рулонов, содержащее импульсный датчик перемещения полотна, измеритель оборотов рулона и клеевых меток, блок вычисления с памятью и блок управления, соединенный выходами с ооответствующими исполнительными механизмами узлов смены положения рулонов, разгона нового рулона, склеивания и обрезКи полотна, имеет счетчики импульсов и комПаратор, причем измеритель оборотов рулона подключен к входу первого счетчика импульсов, первым выходом соединенного с первым входом блока вычисления с памятью а вторым выходом - с первым входом ком-.
паратора, импульсный датчик перемещения полотна подключен к входу второго счетчика импульсов, связанного выходом с вторым входом компаратора, при этом выходы компаратора и индикатор клеевых меток связаны с соответствующими входами блока управления.
Благодаря предложенному конструктивному выполнению достигается точное управление процессом перезаправки по предварительно вычисленным значениям числа
5 слоев с контролем мгновенного значения числа слоев, что осуществляется без задержки времени. Кроме того, определить минимальный остаток полотна в виде числа остаточных слоев, необходимый для надежной перезаправки, независимо от толщины полот на Благодаря этому при использовании рулонов с различной толщиной полотна не требуется изменения введенного в устройство значения желаемого размера остаточного рулона, поскольку этот размер задается в
5 виде числа остаточных слоев. Наконец, в связи,с тем, что блок вычисления работает только в начале размотки рулона, в остальное время он предоставляется в распоряжение для выполнения других задач.
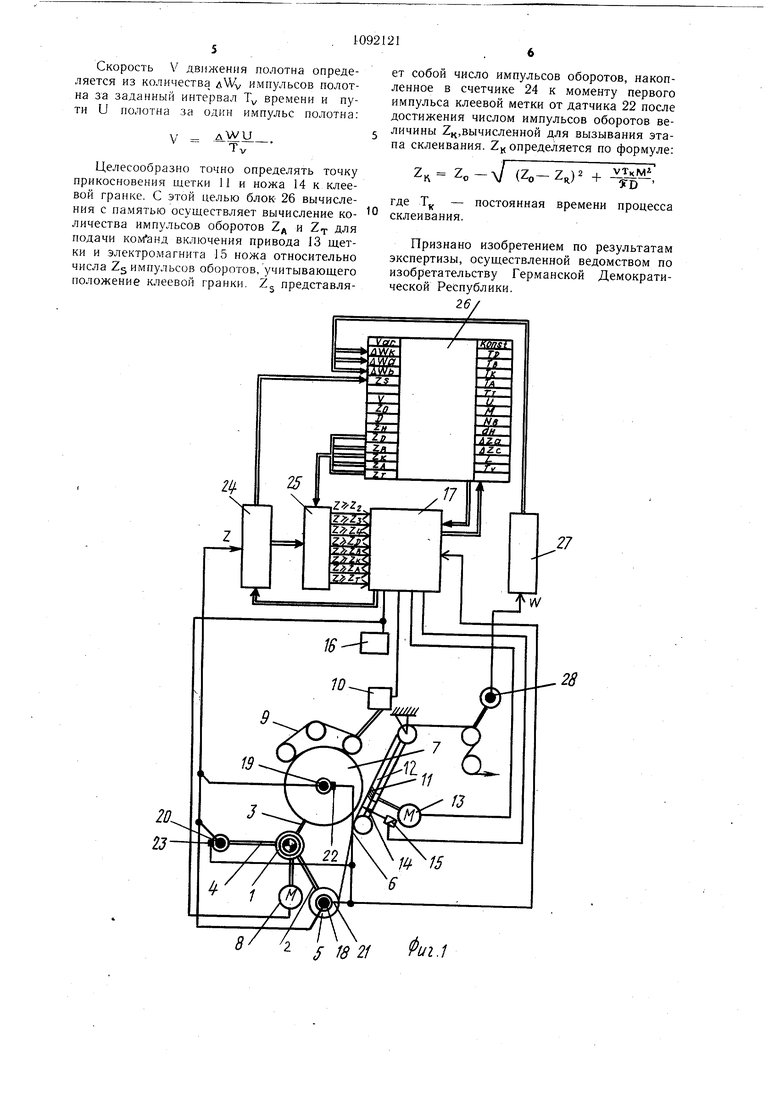
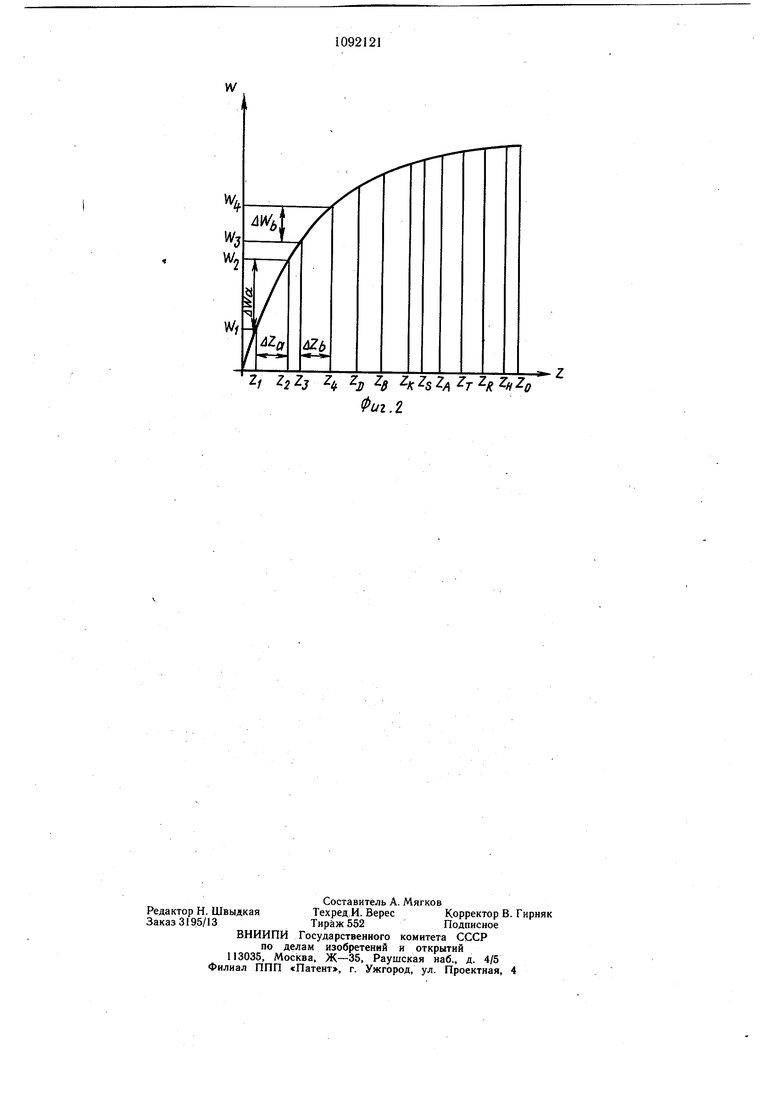
На фиг. 1 представлена структурная схе0 ма устройства; на фиг. 2 - график зависимости между импульсными сигналами датчиков.
Устройство .для управления перезаправкой рулонов содержит носитель 1 рулонов, на плечах 2, 3 и 4 которого устанавлива ются рулоны для размотки. Позицией 5 обозначен старый рулон, с которого сматывается полотно 6. На плечах 3 установлен новый рулон 7, к которому требуется приклеить полотно 6 незадолго до конца ста0 рого рулона 5. На фиг. 1 рулон 7 показан в позиции склеивания, в которое он перемещается при повороте носителя 1 рулонов на 120° при помощи электродвигателя 8. Приводная лента 9 находится в контакте с поверхностью нового рулона 7 и служит для его разгона до момента равенства окружной скорости со скоростью полотна. Лента 9 кинематически связана с приводом 10. Щетка И щеточно-ножевого плеча 12 имеет привод 13 для прижатия полотна 6 к поQ верхности рулона 7 с клейким концом полотна. Нож 14 связан с электромагнитом 15 и служит для отрезания полотна 6 от старого рулона 5. Для управления перезаправкой указаннь1е исполнительные элементы 8, 10, 13, 15, а также блок 16 управления при5 водом мащины, обрабатывающей полотно, подключены к соответствующим выходам блока 17 управления. На плечах 2, 3, 4 носителя 1 рулонов размещены импульсные
датчики 18, 19, 20,составляющие измеритель оборотов рулона, а также импульсные датчики 21, 22, 23, представляющие собой индикатор клеевых меток. Датчики 18, 19, 20 подключены к входу счетчика 24 импульсов оборотов, который для выбора датчиков связан с блоком 17 управления. Один выход счетчика 24 подключен к первому входу компаратора 25, а второй выход - к первому входу блока 26 вычисления с памятью. Второй вход компаратора 25 сеязан с первым выходом блока 26 вычисления с памятью, а выходы компаратора 25- с соответствующими входами блока 17 управления. Блок 26 вычисления с памятью вторым входом соединен с выходом счетчика 27 импульсов, вход которого подключен к импульсному датчику 28 перемещения полотна. Блок 17 управления соединен соответствующими входами с вторым выходом блока 26 вычисления с памятью и с импульсными датчиками 21, 22, 23 клеевых меток. Подключение соответствующего датчика клеевых меток осуществляется с помощью средств, не изображенных на фиг. 1, в зависимости от положения носителя 1 рулонов.
Устройство работает следующим образом.
Управление перезаправкой рулонов осуществляется в зависимости от количества слоев старого рулона 5. Мерой измерения мгновенного числа слоев является количество импульсов оборотов Z, генерированнь1х во время размотки старого рулона 5, при каждом обороте которого генерируется М импульсов.
В блоке 26 вычисления с памятью вычисляются числа импульсов оборотов Z, Z, Z, Z,, соответствующие командам на поворот носителя 1 рулонов, на разгон нового рулона 7, на прижимание полотна 6 к новому рулону 7 и на отрезание полотна 6 от старого рулона 5. Указанные значения вводятся в компаратор 25, в котором осуществляется сравнение текущего значения числа импульсов оборотов, выдаваемых счетчиком 24 с введенными в компаратор значениями. Выдача команд в блок 17 управления на осуществление операций перезаправки производится при достижении параметром Z соответствующих введенных в компаратор значений ZP,ZB,Z и Z/J. По этим командам блок 17 управления производит включение соответствующих исполнительных элемент тов 8, 10, 13, 15.
Вычисление чисел импульсов оборотов, осуществляется относительно общего числа Zif импульсов, несущего информацию о некотором исходном количество слоев разматываемого рулона. Значение Z (а вслед за ним и значения Z ,7, Zд и Z. ) вычисляются в начале размотки рулона. Величина Z определяется из величины двух интервалов AW импульсов полотна W датчика 28 перемещения полотна, соответствующих двум интервалам д Z импульсов Z оборотов сматываемого рулона (фиг. 2), диаметра d втулки рулона, толщины D полотна и числа М импульсов при одном обороте разматываемого рулона. При размотанной длине и полотна генерируется один импульс полотна. Импульсы W полотна подсчитываются в счетчике 27. На фиг. 2 показана зависимость следования импульсов W полотна от следования импульсов Z оборотов. Предполагая для простоты, что Z, О, А Zo. л Zb , теоретическое число Zg импульсов при размотке до середины рулона вычисляется по формуле
7 .
, 1
где AZa AZj, Zj- Zj Z,; Л Zc Z - Zj Z - TJ
ДWo. Wj. - Wj;
Д Wfe W4 - Wj . Далее получаем
7 7 A NV
АЛ - z-oUj, 2J-) «
Толщина D полотна вычисляется по формуле
n УМ We 2«:
Из общего числа Zj, импульсов вычисляется число Z| импульсов, при котором перезаправка рулонов должна быть закончена, по уравнению:
Z ZH -
где NH - число остаточных слоев старого рулона 5.
Числа импульсов оборотов, при которых должны осуществляться этапы перезаправки вычисляются по общей формуле
Zi z - {z., + -.
Это уравнение означает, что счетчик 24 импульсов оборотов в течение отрезка времени Tj произвел подсчет импульсов оборотов от числа Zi, до числа Zy. Для определения величины TI, используются заданные значения постоянных времени этапов перезаправки. Заданная длина клеевой гранки также переводится на промежуток времени и используется вместе с постоянной времени электромагнита 15. Скорость V движения полотна определяется из количества импульсов полотна за заданный интервал Т времени и пути и полотна за один импульс полотна: V Целесообразно точно определять точку прикосновения щетки 11 и ножа 14 к клеевой гранке. С этой целью блок- 26 вычисления с памятью осуществляет вычисление количества импульсов оборотов 7д и ZT- для подачи команд включения привода 13 щетки и электромагнита 15 ножа относительно числа Zg импульсов оборотов, учитывающего положение клеевой гранки. Z представляS i S W21 Фчг.1 ет собой число импульсов оборотов, накопленное в счетчике 24 к моменту первого импульса клеевой метки от датчика 22 после достижения числом импульсов оборотов величины ZK,вычисленной д,ля вызывания этапа склеивания. Z определяется по формуле: 7-7 л/ /7 , . о V R/ У) где Т - постоянная времени процесса склеивания. Признано изобретением по результатам экспертизы, осуществленной ведомством по изобретательству Германской Демократической Республики. 26/
/
И/л
AWb
W; W,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения продолжительности разгона нового рулона при автоматической перезаправке рулонов | 1980 |
|
SU1097549A1 |
| Устройство для формирования сигнала о перезаправке рулона на ткацком станке | 1986 |
|
SU1344831A1 |
| Способ определения диаметра рулона полосового материала при намотке или размотке полосы и устройство для его осуществления | 1991 |
|
SU1821262A1 |
| Устройство для управления перемоточным станком | 1982 |
|
SU1087594A1 |
| Электропривод постоянного тока | 1983 |
|
SU1102001A1 |
| Устройство для управления скоростными режимами перемоточного станка | 1984 |
|
SU1236037A1 |
| Устройство управления рабочим органом землеройно-транспортной машины | 1985 |
|
SU1342981A1 |
| Формирователь импульсов управления электронной системой зажигания | 1985 |
|
SU1373047A1 |
| Крышкоделательная машина | 1988 |
|
SU1701569A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ДЛИННОМЕРНЫХ МАТЕРИАЛОВ В РУЛОН | 2006 |
|
RU2329939C2 |
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПЕРЕЗАПРАВК ОЙ РУЛОНОВ, содержащее импульсный датчик перемещения полотна, измеритель оборотов рулона и индикатор клеевых меток, блок вычислеK - f rf,i ния с памятью и блок управления, соединенный выходами с соответствующими исполнительными механизмами узлов смены положения рулонов, разгона нового рулона, склеивания и обрезки полотна, отличающееся тем, что, с целью повыщения точности управления, в него введены счетчики импульсов и компаратор, причем измеритель оборотов рулона подключен к входу первого счетчика импульсов, первым выходбм соединенного с первым входом блока вычисления с памятью, а вторым выходом- с первым входом компаратора, импульсный датчик перемещения полотна подключен к входу второго счетчика импульсов, связанного выходом с вторым входом компаратора, при этом выходы компаратора и индикатора клеевых меток связаны с соответствующими входами блока управления. (Л
Zp Z ,Z;. 2.2
