т
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического определения момента начала замедления привода разматывателя полосы | 1977 |
|
SU738704A1 |
| Измеритель длины полосы | 1979 |
|
SU875205A1 |
| Способ измерения диаметра разматывающего рулона металлической полосы и устройство для его осуществления | 1987 |
|
SU1482745A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1990 |
|
SU1787478A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРА РАЗМАТЫВАЮЩЕГОСЯ РУЛОНА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1991 |
|
RU2013149C1 |
| Устройство автоматического управления приводами агрегата при наборе заданной массы полосы на моталке | 1984 |
|
SU1186304A1 |
| Устройство для регулирования натяжения полосы при намотке в рулон | 1981 |
|
SU956091A1 |
| РЕГУЛЯТОР НАТЯЖЕНИЯ МОТАЛКИ РЕВЕРСИВНОГО СТАНА | 1970 |
|
SU261523A1 |
| Агрегат дрессировки,правки и резки металлических полос | 1984 |
|
SU1168302A1 |
| Система автоматического регулирования толщины полосы на реверсивном прокатном стане | 1989 |
|
SU1650300A1 |
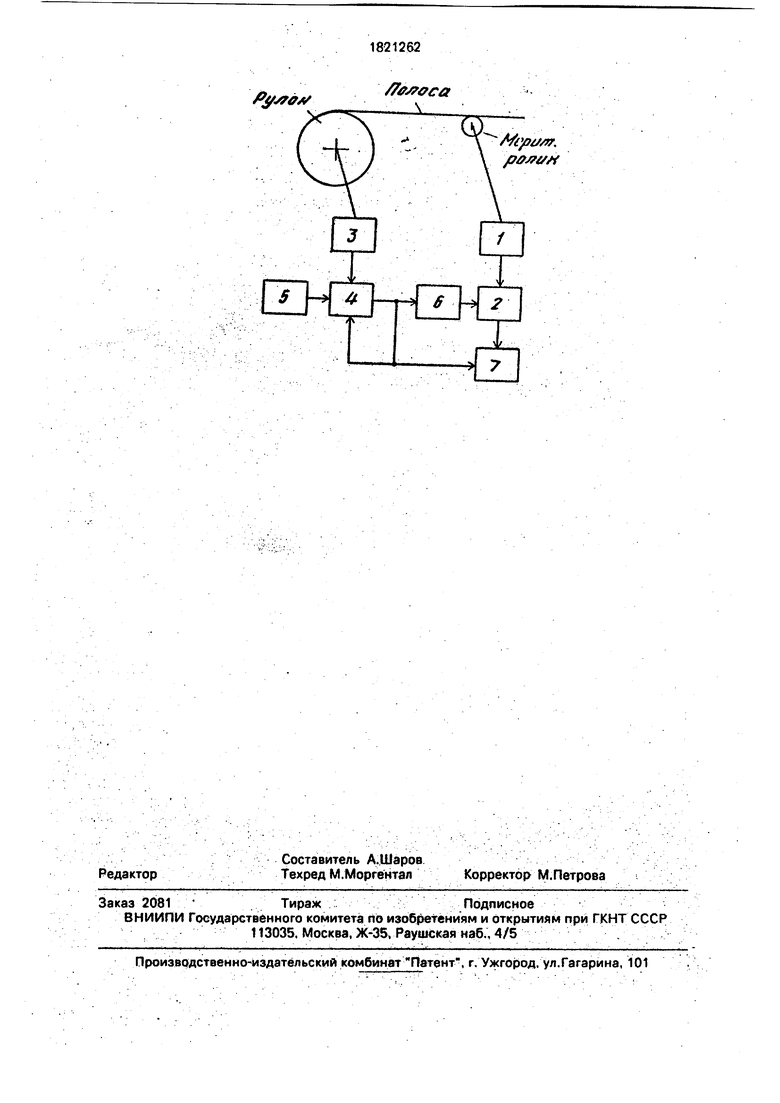
Использование: в области автоматизации прокатного производства. Сущность: в процессе операций с рулоном полосового материала контролируют изменения угла .поворота рулона по подсчитанным счетчи- х ком 4 импульсам датчика 3, установленного на , оси моталки (разматывателя), по соответствию которых заданному значению, равному диаметру мерительного ролика, блоком 7 памяти фиксируется значение, подсчитанное счетчиком 2 импульсов поворота мери- тельного. ролика, соответствующее диаметру рулона. 2 с.п.ф-лы, 1 ил.
Изобретение относится к области прокатного производства, а именно к автоматизации процессов прокатки и листоотделки/и может быть использовано для определения диаметра разматывающего или наматывающего рулона любого полосового материала.
. Наиболее близким к предлагаемому способу по технической сущности и достй- гаемому результату является способ измерения диаметра разматывающего рулона , металлической полосы (2).
В соответствии с указанным способом задают угол поворота рулона, определяемый по формуле:
f-360 Lp/jr n. (1)
где L0 - длина окружности мерительного ролика;
п - число импульсов на один оборот импульсного Датчика перемещения полосы,
фиксируют количество импульсов, поступивших с импульсного датчика перемещения полосы за время поворота рулона на заданный угол, которое и соответствует диаметру рулона.
- Наиболее близким по технической сущности и достигаемому результату к предлагаемому устройству является устройство, реализующее известный способа, содержащее импульсный датчик угла поворота мерительного ролика, установленный на оси мерительного ролика, счетчик импульсов угла поворота мерительного ролика, а также два бесконтактных датчика фиксации заданного угла поворота рулона.
К недостаткам известного технического решения (способа и устройства) можно от00
N)
ГО О jN
нести то, что при изменении диаметра мерительного ролика, например, вследствие его износа, необходимо заново пересчитывать величину заданного угла поворота рулона и, кроме того, установка бесконтактных датчиков на заданный угол представляет собой весьма трудоемкую операцию. Все это усложняет реализацию данного технического решения и способствует снижению точности определения диаметра рулона.
Кроме того, в рамках известного технического решения существует возможность, определения диаметра рулона лишь один раз;за оборот рулона, что снижает достоверность полученных данных при их ислользо- вании, и отсутствует возможность определения диаметра рулона при реверсе моталки или разматывателя, что сужает функциональные возможности и область применения данного технического решения. : Целью изобретения является упрощение процесса и повышение точности и до-, стоверности определения диаметра рулона, а также расширение функциональных возможностей и области применения.
Поставленная цель достигается тем, что в способе, в соответствии с которым задают угол поворота рулона и фиксируют угол поворота мерительного ролика за время поворота рулона на заданный угол, при этом диаметр рулона численно равен зафиксированной величине угла поворота мерительного ролика, дополнительно величину угла поворота рулона устанавливают численно равной диаметру мерительного ролика. . Кроме того, устройство, содержащее импульсный датчикугла поворота мерительного ролика, установленный на оси мерительного ролика, выход которого соединен со счетным входом счетчика импульсов угла поворота мерительного ролика, дополнительно содержит импульсный датчик, установленный на оси моталки (разматывателя), счетчик импульсов угла поворота рулона, задатчик. элемент задержки и блок памяти, причем выход импульсного датчика, установленного на оси моталки (разматывателя), соединен с входом счетчика импульсов угла поворота рулона, вход задания порога срабатывания счетчика Импульсов угла поворота рулона соединен с выходом эадатчи- ка. а выход - с входом сброса счетчика импульсов угла поворота рулона и через элемент задержки - с входом сброса счетчика импульсов угла поворота мерительного ролика, информационный выход которого соединен с входом блока памяти, управля
ющий вход которого соединен с выходом счетчика импульсов угла поворота рулона. На чертеже представлена блок-схема устройства, реализующего предложенный
способ.
Устройство содержит импульсный датчик 1 поворота мерительного ролика, установленный на оси мерительного ролика, выход которого соединен с счетным входом
счетчика 2 импульсов угла поворота мерительного ролика, импульсный датчик 3, установленный на оси моталки (разматывателя), выход которого соединен с счетным входом счетчика 4 импульсов угла поворота рулона, вход задания порога срабатывания которого соединен с выходом задатчика 5, а выход - с входом сброса счетчика 4 импульсов угла поворота рулона и через элемент 6 задержки - с входом управления счетчика 2 импульсов угла поворота мерительного ролика, информационный выход которого соединен с входом блока 7 памяти, управляющий вход которого .соединен с выходом счетчика А
импульсов угла поворота рулона.
Предложение основывается на следующих предпосылках.: .
Линейную скорость Vn движения полосы на образующей рулона можно выразить
через угловую скорость Wpyn вращения рулона и его диаметр Орул:
Vn Wpyn Dpyn/2.
(2)
При намотке или размотке полосы с натяжением скорость движения полосы под мерительным роликом равна скорости движения полосы на образующей рулона и может быть выражена через угловую скорость
WMP вращения мерительного ролика и его диаметр ОМр:
Омр/2.
(3)
Приравнивая правые части выражений (2)и(3)и выделяя диаметр рулона, получаем:
Орул-Ммр Омр/Wpyo.(4) Имея в виду, что:
WMp fMp/t,(5)
55
и что:
Wpyn fpyn/t.
(6)
где fMp и fpyA соответственно углы поворота мерительного ролика и рулона, a t - временмая координата, и подставляя выражения (5) и (6) в выражение (4), получаем:
)рулв мр Dup/fpyn
Учитывая в выражении (7) размерности входящих в него величин (например, мм и угловые градусы) и имея в виду, что:
(8)
1мм
1 град.,
где Кдмр и Купр соответственно безразмерные коэффициенты диаметра мерительного ролика и угла поворота рулона/получаем:
Орул (ммНмр (ф.) Кдмр
1 мм/(КУпр) 1 гр.).(10)
Из выражения (10) видно, что, выбирая коэффициент Купр равным КДМр, т.е. устанавливая угол поворота рулона численно равным диаметру мерительного ролика, выражение (7) можно упростить:
Dpyfl fMp (мм).
С целью подтверждения работоспособности предложенного способа можно привести следующий пример, в котором имитируется процесс определения диаметра рулона на разматывателе.
Пусть диаметр рулона на разматывате- лё равен 1600 мм, а диаметр мерительного ролика - 190 мм. Принятую величину Диаметра рулона используем лишь для вычисления длиныусошедшей с рулона полосы.
В соответствии с предложенным способом зададим угол поворота рулона равным 190 град. Тогда длина сошедшей за время поворота на заданный угол с рулона полосы:
U-fpy/. Орул/2-(190/57,29582) 1600/2 -2652,89859мм. . Длина окружности ролика: Цф ЗЛ4159 190 596,90210мм.
Число оборотов ролика за время прохождения под ним участка полосы длиной Составит:
NMP 2652.89859/596.90210 4,44445. что в пересчете в угловые градусы составляет:
,44445 360 1600,00022 град.
В соответствии с предложением последнее вычисленное значение численно 10 равно диаметру рулона, т.е. мм.
При реализации предложенного способа с использованием импульсных датчиков величины углов поворотов рулона и мерительного ролика можно выразить через количество импульсов, поступивших, с импульсного датчика при повороте рулона или мерительного ролика на определенный угол. Если использовать при этом импульсные датчики с одинаковым числом импульсов на один оборот, то тогда выражение (11) можно преобразовать к виду:
15
20
.
(12)
25
30
35
40
45
50
55
где NMP - число импульсов, накопленное счетчиком импульсов угла поворота мерительного ролика за время поворота рулона на заданный угол.
Выражение (12) и лежит в основе устройства, реализующего предложенный способ- Устройство работает следующим образом.. :; . . . -. -.. /
На выходе задатчика 5 постоянно присутствует значение порога срабатывания счетчика 4, численно равное в количестве импульсов диаметру мерительного ролика, -при достижении которого счетчик 4 формирует на своем выходе сигнал, который обнуляет его и запускает вновь, по которому в блок памяти переносится мгновенное накопленное значение счетчика 2 и который через интервал времени, необходимый для переноса значения из счетчика 2 в блок 7 памяти, обнуляет счетчик 2. Блок 7 памяти в .течение всего времени работы устройства содержит значение диаметра рулона, обновляющееся каждый раз по достижении счетчиком 4 порога счисления.
Счетчики 2 и 4 выполнены нереверсивными, т.е. в них происходит суммирование числа поступающих на их счетные входы импульсов независимо от направления вращения импульсных датчиков, что позволяет использовать Данное устройство без какой- либо перенастройки на агрегатах, где направление вращения рулона может
изменяться, например, на реверсивных ста- .нах., ..;....
При использовании импульсных датчиков с большим количеством импульсов на один, оборот можно процесс определения диаметра рулона повторять несколько раз за время одного оборота рулона, например, если импульсный датчик имеет 1000 импульсов на оборот, а диаметр мерительного ролика 100 мм, то процесс определения диаметра рулона за время одного оборота повторяется 10 раз, 4to повышает достоверность получаемой информации о диаметре рулона при ее использовании, например, для расчета момента начала торможения агрегата, в .состав которого входит моталка (разматыватель).
Таким образом предложенный способ позволяет упростить процесс определения диаметра рулона, поскольку здесь не требуется производить операции умножения и деления, повысить точность, поскольку позволяет избавиться от операций по установке датчиков угла поворота рулона, облегчить и упростить перенастройку устройства при коррекции износа мерительного ролика.
Предложенное устройство позволяет повысить достоверность получаемой информации о диаметре рулона при ее использовании, поскольку дает возможность определять диаметр /рулона с большей частотой по сравнению t прототипом, а также расширяет функциональные возможности и область Применения, поскольку правильно может работать и при реверсировании моталки (разматывателя}.
Ф о р м у л а и з о б р ет е н и я
0
5
0
размотке полосы, в соответствии с которым задают угол поворота рулона и фиксируют угол поворота мерительного ролика за время поворота рулона на заданный угол, при этом диаметр рулона численно равен зафиксированной величине угла поворота мерительного ролика, о т л и ч а ю щ и и с я тем, что величину угла поворота рулона устанавливают численно равной диаметру мери-, тельного ролика.
0
5
0
/70я0са
--v
Mtpu/tr, pff#&rt
| Устройство автоматического управления приводами агрегата при наборе заданной массы полосы на моталке | 1984 |
|
SU1186304A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
