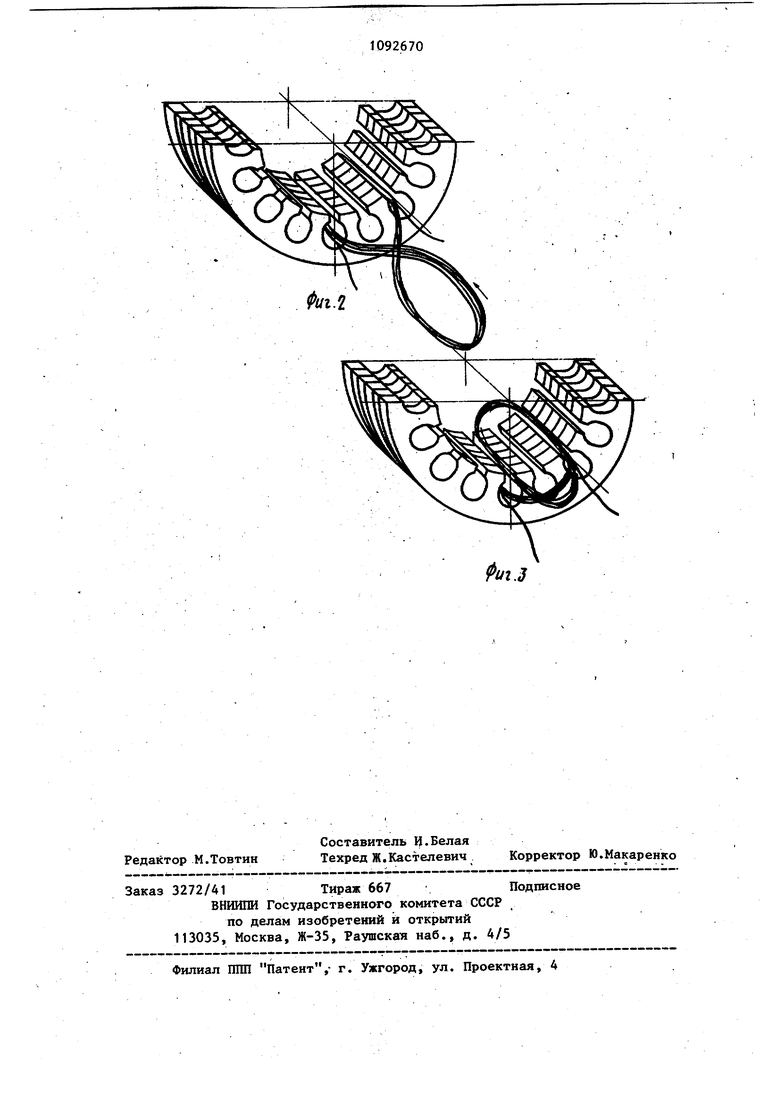
Изобретение относится к технологии изготовления статоров электрических машин, преимущественно малой МО1ЦНОСТИ с явновьфаженными полюсами и может быть использовано в электро машиностроении при мелкосерийном п оизводстве или ремонте. Известен способ укладки обмоток в пазы статора электрических машин малой,мощности, заключшощийся в непосредственном наматывании провода на статор с пог4ощью перемещающей ся возвратно-поступательно пустотелой трубки и формообразунхцнх крючьев tl J.. Однако машинная укладка обмоток таким способом в условиях мелкосерийного и единичного производства экономически нецелесообразна, а укладка обмоток вручную - очень трудоемка. Известен также способ изготовления и укладки катушек в пазы статора, включающий намотку заготовок катушек, укладку их в пазы и затяжк заготовок в пазах до упора в торец магнитопровода 2 Д. Недостатком этого способа при из готовлении статоров электрических машин малой мощности является неудобство ручной укладки катушек, имеющих большое число витков и .быст ро распушающихся. Цель изобретения - обеспечение удобства укладки катушек в пазы маг нитопровода. Поставленная цель достигается те что согласно способу изготовления и укладки всыпной обмотки в пазы магн топровода электрической машины, вкл чающему намотку заготовок катушек, укладку их в пазы магнитопровода и затяжку заготовок в пазах до упора, в торец магнитопровода, заготовку катушки наматывают с длиной витков, в целое число раз большей длины ви ка катушки и числом витков, меньшим в это же число раз, а после затяжки заготовки в пазах, оставшуюся часть заготовки скручивают для образования восьмерки и укладывают в пазы, при этом процесс повторяют до полной укладки заготовки. На фиг. 1-3 последовательно показаны стадии укладки катушки в пазы статора. Способ изготовления и укладки всыпной обмотки в пазы магнитопровода, например статора электрической машины, заключается в том, что заго- товку катушки наматывают вдвое большей длины, чем виток катушки и числом витков, вдвое меньшим, чем в катушке. Такая заготовка получается компактной, мало распушается и легко укладывается в полузакрытые паэы статора (фиг.1). После этого заготовку катушки подтягивают до упора в торец статора, и свободную часть перегибают восьмеокой (Аиг.2), Полученную петлю всыпают вторым слоем в частично заполненные пазы (фиг.З). При этом во втором слое катушки направление тока совпадает с направлением тока в первом слое,, суммарное магнитное поле катушки будет таким же, как и при обычном способе укладки. После укладки второго, слоя заготовки, выравнивают петли и лобовые части катушек с обоих торцов статора. В зависимостиот типоразмеров электрических машин заготовку катушки можно изготавливать длиной в целое число раз большей длины витка катушки, и числом витков, в это же число раз меньшим числа витков ка- тушки. Данный способ прост и обеспечивает удобстворучной укладки катушек из тонкого провода с большим числом витков. Благодаря тому, что имеет место укладка петли большего размера, чем при обычном способе укладки всыпной обмотки, исключается натягивание провода и его повреясдение и в результате повышается надежность электрической машины.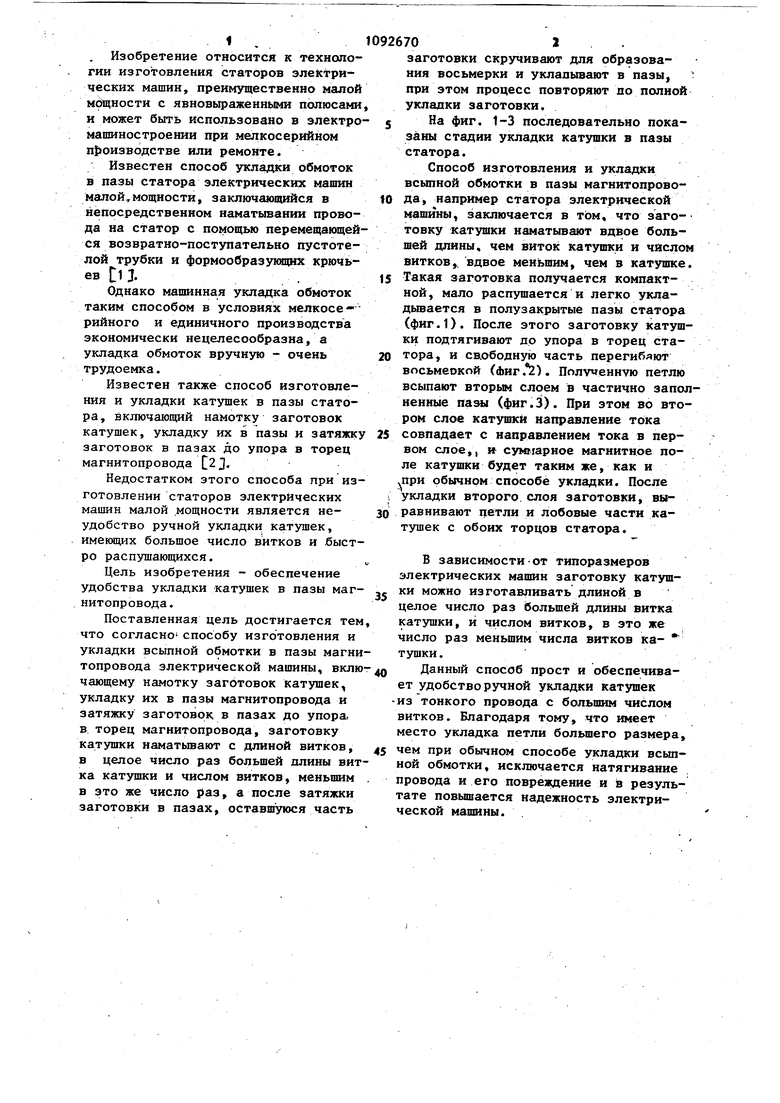
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления и укладки обмотки в пазы магнитопровода электрической машины | 1981 |
|
SU989690A1 |
| Способ намотки катушек статорной обмотки электрических машин | 1978 |
|
SU771812A1 |
| Способ изготовления катушек электрических машин | 1988 |
|
SU1786603A1 |
| СТАНОК ДЛЯ НАМОТКИ ВСЫПНЫХ ОБМОТОК СТАТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2004 |
|
RU2260240C1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| СПОСОБ НАМОТКИ КАТУШКИ ДВИГАТЕЛЯ-МАХОВИКА | 2024 |
|
RU2833871C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2369952C1 |
| Устройство для изготовления и укладки катушек всыпной обмотки в пазы статора электрической машины | 1984 |
|
SU1302388A1 |
| БЕСПАЗОВЫЙ СТАТОР МАГНИТОЭЛЕКТРИЧЕСКОЙ ОБРАЩЕННОЙ МАШИНЫ И СПОСОБ УКЛАДКИ НА НЕГО ОДНОСЛОЙНОЙ ТРЕХФАЗНОЙ ОБМОТКИ | 2006 |
|
RU2328801C1 |
| Статор электрической машины | 1982 |
|
SU1069067A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ВСЫПНОЙ ОБМОТКИ В ПАЗЫ МАГНИТОПРОВОДА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ,заключающийся в намотке заготовок катушек. укладке их в пазы магнитопровода и затяжке заготовок в пазах до упора в торецмагнигопровода, отличающийся тем, что, с целью обеспечения удобства укладки катушек в пазы магнитопровода, заготовку катушки наматывают с длиной витков, в целое число раз большей длины витка катушки и числом витков, меньшим в это же число раз, а после затяжки заготовки в пазах оставшуюся часть заготовки скручивают для образования восьмерки и укладывают в пазы, при этом процесс повторяют до полной укладки заготовки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США.№ 2967346, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Судно | 1925 |
|
SU1961A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для контроля крутящего момента на роторе электродвигателя буровой установки | 1988 |
|
SU1539548A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| , | |||
