(54) СПОСОБ НАМОТКИ КАТУШЕК СТАТОРНОЙ ОБМОТКИ ЭЛЕКТРИЧЕСКИХ МАШИН
1
Изобретение относится к способам для производства статорных катушек электрических машин и может быть использовано в электротехнической промышленности для изготовления статорных катушек погружных электродвигателей.
Известен способ намотки катушек статорной «всыпной обмотки, состояш,ий в концентрической намотке провода на шаблон, имеющий основание, рабочие головки со стационарной и съемными шечками и сердечник 1.
Известный способ не может быть применен для изготовления обмоток статоров погружных электродвигателей, так как при большой длине статора диаметр его внутренней полости мал, а диаметр обмоточного провода велик, и намотанная катушка имеет большую жесткость, что при «всыпке в паз требует больших усилий от обмотчицы.
Известен также способ намотки жестких обмоток статоров электрических машин, состоящий в намотке обмоточного провода на многоручейный шаблон, располагая его в зазорах, образованных сердечниками с промежуточными перегородками (шечками), имеющими направляющие скосы 2.
Данный способ является наиболее близким к изобретению по технической сущности и достигаемому результату.
Однако катушки, намотанные известным способом, имеют активные и лобовые части в разных плоскостях, и при укладке их в полузакрытые пазы погружных электродвигателей требуют больших усилий и дополнительных установочных операций, что снижает производительность изготовления катушек.
Целью настоящего изобретения является повышение производительности при укладке обмоток в полузакрытые пазы статора погружных электродвигателей.
Это достигается тем, что перед намоткой первого слоя обмотки в местах расположения лобовых частей устанавливают накладку между двумя соседними шечками таким образом, что между одной шечкой и 20 рабочей поверхностью накладки образуется зазор, соответствующий диаметру провода, затем в зазор укладывают витки провода, перед укладкой второго слоя обмотки устанавливают дополнительную накладку на
рядом расположенную щечку, а первую накладку сдвигают вдоль оси шаблона до расположения скосов щечки и накладки в одной плоскости.
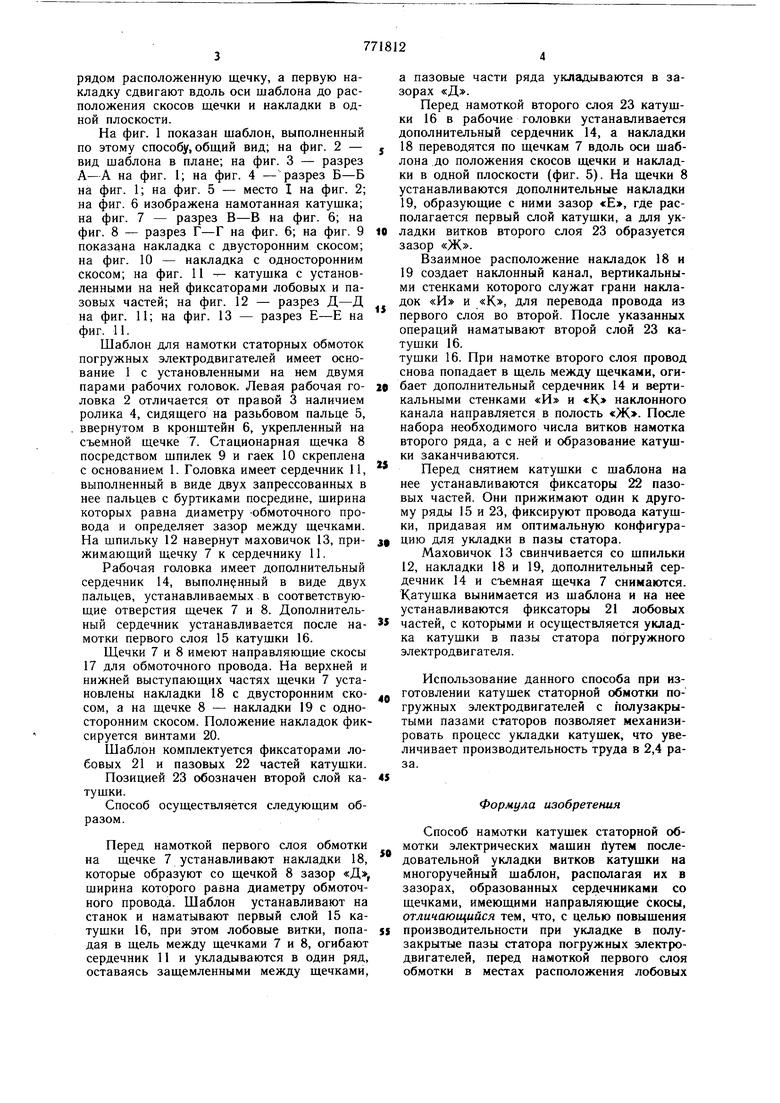
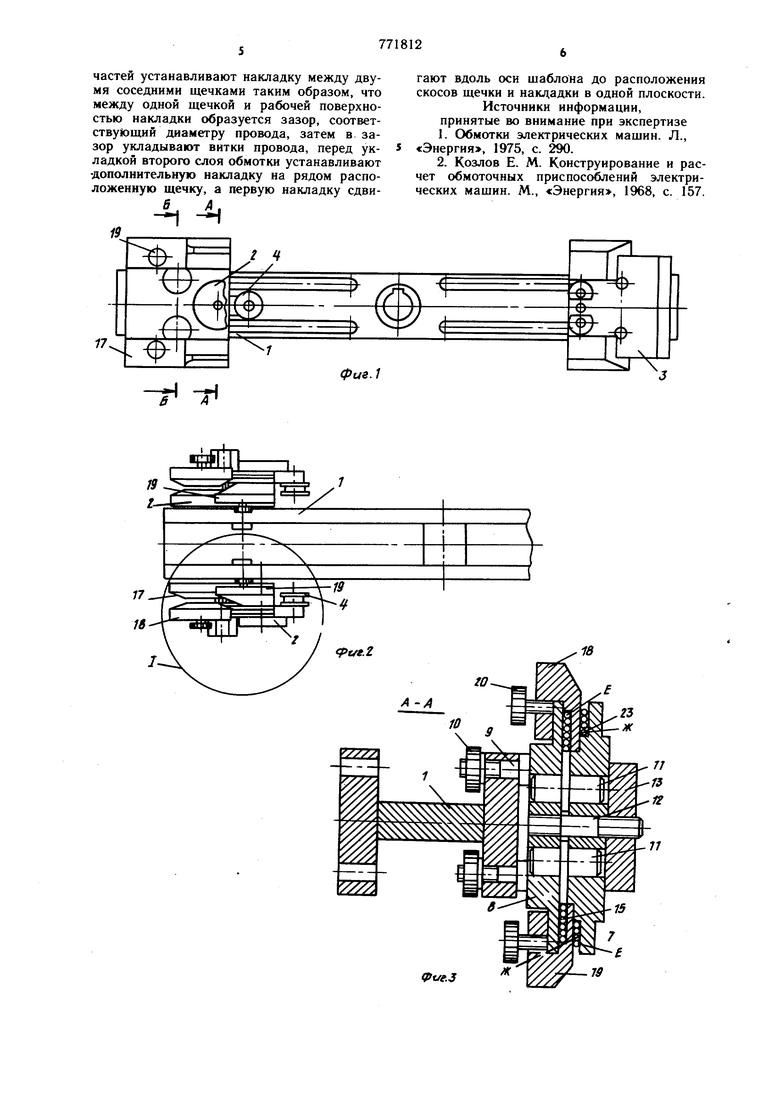
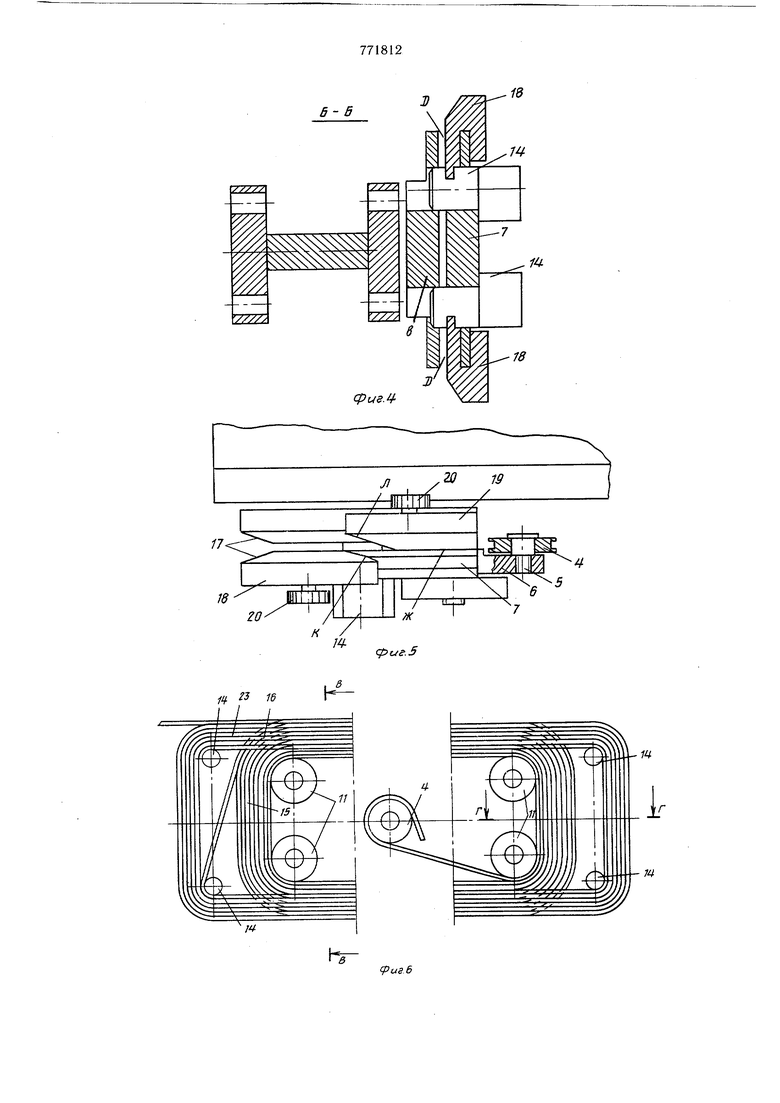
На фиг. 1 показан щаблон, выполненный по этому способу, общий вид; на фиг. 2 - вид щаблона в плане; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - место I на фиг. 2; на фиг. 6 изображена намотанная катущка; на фиг. 7 - разрез В-В на фиг. 6; на фиг. 8 - разрез Г-Г на фиг. 6; на фиг. 9 показана накладка с двусторонним скосом; на фиг. 10 - накладка с односторонним скосом; на фиг. 11 -- катущка с установленными на ней фиксаторами лобовых и пазовых частей; на фиг. 12 - разрез Д-Д на фиг. 11; на фиг. 13 - разрез Е-Е на фиг. 11.
Шаблон для намотки статорных обмоток погружных электродвигателей имеет основание 1 с установленными на нем двумя парами рабочих головок. Левая рабочая головка 2 отличается от правой 3 наличием ролика 4, сидящего на разьбовом пальце 5, ввернутом в кронщтейн 6, укрепленный на съемной щечке 7. Стационарная щечка 8 посредством щпилек 9 и гаек 10 скреплена с основанием 1. Головка имеет сердечник 11, выполненный в виде двух запрессованных в нее пальцев с буртиками посредине, щирина которых равна диаметру -обмоточного провода и определяет зазор между щечками. На шпильку 12 навернут маховичок 13, прижимающий щечку 7 к сердечнику 11.
Рабочая головка имеет дополнительный сердечник 14, выполненный в виде двух пальцев, устанавливаемых в соответствующие отверстия щечек 7 и 8. Дополнительный сердечник устанавливается после намотки первого слоя 15 катушки 16.
Щечки 7 и 8 имеют направляющие скосы 17 для обмоточного провода. На верхней и нижней выступающих частях щечки 7 установлены накладки 18 с двусторонним скосом, а на щечке 8 - накладки 19 с односторонним скосом. Положение накладок фиксируется винтами 20.
Шаблон комплектуется фиксаторами лобовых 21 и пазовых 22 частей катущки.
Позицией 23 обозначен второй слой катушки.
Способ осуществляется следующим образом.
Перед намоткой первого слоя обмотки на щечке 7 устанавливают накладки 18, которые образуют со щечкой 8 зазор «Д, ширина которого равна диаметру обмоточного провода. Шаблон устанавливают на станок и наматывают первый слой 15 катущки 16, при этом лобовые витки, попадая в щель между щечками 7 и 8, огибают сердечник 11 и укладываются в один ряд, оставаясь защемленными между щечками.
а пазовые части ряда укладываются в зазорах «Д.
Перед намоткой второго слоя 23 катущки 16 в рабочие головки устанавливается дополнительный сердечник 14, а накладки
18переводятся по щечкам 7 вдоль оси щаблона до положения скосов щечки и накладки в одной плоскости (фиг. 5). На щечки 8 устанавливаются дополнительные накладки 19, образующие с ними зазор «Е, гДе располагается первый слой катущки, а для укладки витков второго слоя 23 образуется зазор «Ж.
Взаимное расположение накладок 18 и
19создает наклонный канал, вертикальными стенками которого служат грани накладок «И и «К, для перевода провода из первого слоя во второй. После указанных операций наматывают второй слой 23 катущки 16.
тушки 16. при намотке второго слоя провод снова попадает в щель между щечками, огибает дополнительный сердечник 14 и вертикальными стенками «И и «К наклонного канала направляется в полость «Ж. После набора необходимого числа витков намотка второго ряда, а с ней и образование катушки заканчиваются.
Перед снятием катущки с шаблона на нее устанавливаются фиксаторы 22 пазовых частей. Они прижимают один к другому ряды 15 и 23, фиксируют провода катушки, придавая им оптимальную конфигурацию для укладки в пазы статора.
Маховичок 13 свинчивается со шпильки 12, накладки 18 и 19, дополнительный сердечник 14 и съемная щечка 7 снимаются. Катущка вынимается из шаблона и на нее устанавливаются фиксаторы 21 лобовых частей, с которыми и осуществляется укладка катущки в пазы статора погружного электродвигателя.
Использование данного способа при изготовлении катушек статорной обмотки погружных электродвигателей с полузакрытыми пазами статоров позволяет механизировать процесс укладки катущек, что увеличивает производительность труда в 2,4 раза.
Формула изобретения
Способ намотки катушек статорной обмотки электрических машин йутем последовательной укладки витков катушки иа многоручейный шаблон, располагая их в зазорах, образованных сердечниками со щечками, имеющими направляющие скосы, отличающийся тем, что, с целью повышения производительности при укладке в полузакрытые пазы статора погружных электродвигателей, перед намоткой первого слоя обмотки в местах расположения лобовых частей устанавливают накладку между двумя соседннми щечками таким образом, что между одной щечкой и рабочей поверхностью накладкн образуется зазор, соответствуйщий диаметру провода, затем в зазор укладывают витки провода, перед укладкой второго слоя обмотки устанавливают дополнительную накладку на рядом расположенную щечку, а первую накладку сдайб, А. -н гают вдоль оси шаблона до расположения скосов щечки и накдадки в одной плоскости. Источники информации, принятые во внимание при экспертизе 1.Обмотки электрических мащин. Л., «Энергия, 1975, с. 290. 2.Козлов Е. М. Конструирование и расчет обмоточных приспособлений электрических мащин. М., «Энергия, 1968, с. 157.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления и укладки обмотки в пазы магнитопровода электрической машины | 1981 |
|
SU989690A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ПЕРЕМЕННОГО ТОКА | 2000 |
|
RU2167482C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА КРУПНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2169981C1 |
| Способ механизированного изготовления обмоток электрических машин | 1969 |
|
SU454645A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2369952C1 |
| Станок для укладки обмотки в полузакрытые пазы статоров электрических машин | 1958 |
|
SU130099A1 |
| Магнитная система электрической машины с многослойной сверхкомпактной обмоткой | 2022 |
|
RU2794201C1 |
| Магнитная система электрической машины с многослойной сверхкомпактной обмоткой | 2023 |
|
RU2801463C1 |
| Способ изготовления изолированных шаблонных катушек для электрических машин | 1979 |
|
SU1220062A1 |

б- б
К
J
(риг. 5
15
гъ
Г - г
ТТ- 75
срагЛ
23
фиг. 8
