i
Ј

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления обмотки статоров электрических машин | 1978 |
|
SU989685A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Станок для намотки статора электрической машины | 1978 |
|
SU765941A1 |
| Станок для обмотки статоров электрических машин | 1971 |
|
SU519089A1 |
| Способ намотки катушек статорной обмотки электрических машин | 1978 |
|
SU771812A1 |
| Станок для намотки статоров электрических машин | 1990 |
|
SU1757030A1 |
| СПОСОБ И УСТРОЙСТВО НАМОТКИ ОБМОТКИ НА ШИХТОВАННЫЙ ПАКЕТ ДЛЯ ЭЛЕКТРОДВИГАТЕЛЯ | 2012 |
|
RU2631337C2 |
| Устройство для намотки катушек статоров электрических машин | 1982 |
|
SU1072192A1 |
| Устройство для изготовления всыпных обмоток статоров электрических машин | 1984 |
|
SU1239791A1 |
| Устройство для изготовления и укладки катушек всыпной обмотки в пазы статора электрической машины | 1984 |
|
SU1302388A1 |

Использование: для изготовления катушек статоров, трансформаторов и т.д. с обмоткой из гибких проводов и нитей. Сущность изобретения: на наматываемый провод для его натяжения воздействуют оптимальным усилием для данного провода. После, каждого перегиба на шаблоне воздействуют импульсом. Участки, на которых прикладывают эти импульсы, в сумме составляют не более 0,5 длины витка, а величина усилия, прикладываемого к проводу на остальных участках витка, - не более 0,5 оптимальной величины. 11 ил.
Изобретение относится к электротехнике, в частности к электромашиностроению, и может быть использовано при изготовлении катушек статоров, трансформаторов и т.д., а также может быть применено в радиотехнике, текстильной промышленности и других областях народного хозяйства, связанных с намоткой гибких проводов и нитей.
Известен способ намотки катушек, описанный в книге, Способ заключается в том, что сматываемый провод протягивается через механизм регулирования натяжения и наматывается на устройство, обеспечивающее формирование обмотки.
Механизм регулирования натяжения обеспечивает оптимальное натяжение, при котором в процессе намотки происходит изгиб провода по форме каркаса катушки (шаблона). При этом, с одной стороны, должны обеспечиваться заданные плотность намотки и коэффициент заполнения объема, в который будет уложена катушка, а с другой стороны - не должны ухудшаться электрические и геометрические параметры провода и целостность изоляции.
Натяжение при этом обеспечивается в заданных пределах за счет движения провода между фрикционными губками, сжатыми с определенным усилием.
Оптимальное натяжение провода при намотке определяется по методике, приведенной в вышеуказанном источнике (с. 6- 33), и зависит от диаметра провода и других факторов.
При намотке катушек рассматриваемым способом нарушается целостность изоляции и меняются геометрические параметры провода - уменьшается диаметр за счет вытяжки. Это происходит в результате непрерывного трения и разогрева провода о фрикционные губки и элементы оснастки. При этом натяжение провода не постоянно
VI 00
о о о
со
по величине, т.к. зависит от множества факторов, в том числе от формы наматываемой катушки. Так, при намотке катушек на некруглые шаблоны создаются резкие колебания расхода провода на местах перегибов шаблона. Это приводит к неравномерному натяжению, вытяжке провода и повреждению изоляции.
Таким образом, основным недостатком описанного способа является высокая степень повреждаемое™ провода при намотке, обусловленная непрерывным натяжением провода и значительными колебаниями этого натяжения в процессе намотки.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ намотки катушек, при котором в наматываемом проводе создают постоянное натяжение и поддерживают его величину в процессе намотки,
Способ позволяет поддерживать постоянство натяжения провода благодаря устройству, гибко реагирующему на изменение натяжения и поддерживающему его величину при намотке в заданных пределах. Этот способ реализован устройством для стаби- .лизации натяжения длинномерного материала. Сущность способа заключается в том, что с помощью специальных измерительных средств производится непрерывное измерение натяжения наматываемого провода и сравнение его с заданной величиной. При отклонении натяжения от допустимых пределов оно с помощью соответствующих средств либо уменьшается, либо увеличивается, т.е. восстанавливается до заданного уровня.
Достоинством способа-прототипа является возможность существенного сглаживания рывков провода при резком изменении натяжения при намотке провода на шаблон некруглой формы.
Относительная нестабильность величины натяжения провода при намотке катушек описанным способом не превышает 30-50% в отличие от аналога, где рывки могут составлять 100% и выше от его оптимальной величины, что позволяет улучшить качество наматываемых катушек по сравнению со способом-аналогом.
Недостатком этого способа является повышенная степень повреждаемости провода при намотке.
Это вызвано невозможностью автоматического поддержания натяжения провода с необходимой стабильностью его величины и достаточно быстрого реагирования на ее изменение, что приводит к повреждению, провода.
Кроме того, даже в идеальном случае, когда натяжение имеет оптимальную и неизменную величину, которая непрерывно приложена к проводу, при больших скоростях намотки неизбежно создается вытяжка провода, его разогрев и повреждение изоляции.
Цель изобретения - улучшение качества путем уменьшения повреждаемости прово0 да. Указанная цель достигается тем, что в данном способе намотки катушек электрических машин на наматываемый провод для его натяжения воздействуют оптимальным усилием для данного провода, причем после
5 каждого перегиба на шаблоне воздействуют импульсом. Участки, на которых прикладывают эти импульсы, в сумме составляют не более 0,5 длины витка, а величина усилия, прикладываемого к проводу на остальных
0 участках витка, - не более 0,5 оптимальной величины,
Усилие оптимальной величины для данного провода при воздействии импульса после каждого перегиба на шаблоне и участки,
5 на которых прикладывают эти импульсы, в сумме составляющие не более 0,5 длины витка, позволяют сохранить плотность катушки и одновременно уменьшить повреж- даемость за счет уменьшения времени
0 воздействия на провод в натянутом состоянии.
Сохранение постоянного натяжения в процессе намотки и выбор его величины в пределах не более 0,5 оптимальной позво5 ляют предварительно изогнуть провод по форме, близкой к форме шаблона, и препятствовать его разматыванию.
В каждом конкретном случае величина постоянного натяжения выбирается в зави0 симости от формы шаблона, на который наматывается провод, марки провода и его диаметра, что является инженерной задачей. В ряде случаев при намотке электродвигателей и трансформаторов достаточно
5 установить постоянное натяжение не более 0,1 его оптимальной величины. При этом практически исключаются вытяжка провода, его наклеп и передеформация, а также точечные повреждения изоляции, В некото0 рых случаях, например при намотке нитей и микропроводов, постоянное натяжение устанавливают близким к нулю, При намотке жестких проводов постоянное натяжение целесообразно усилить до 0,5 оптимальной
5 величины. Дальнейшее увеличение нецелесообразно, т.к. значительно уменьшается положительный эффект от применения предлагаемых режимов.
В пределах каждого наматываемого витка на провод воздействуют импульсами
натяжения оптимальной величины. Поддей- ствием этих импульсов провод приобретает окончательную форму (форму шаблона) за счет пластической деформации материала. Обеспечивается заданная плотность укладки и требуемый коэффициент заполнения обьема, предназначенного для размещения катушки.
При этом провод равномерно натягивается в пределах между двумя перегибами, практически исключается наклеп, искажающий форму витка, вытяжка провода и точечные повреждения изоляции.
Суммарный участок витка, подвергаемый воздействию импульсов натяжения, определяется длительностью импульсов и не превышает 0,5 общей длины витка,
В большинстве случаев при намотке катушек приложение импульсов натяжения оказывается достаточным на участке не более 0,1 общей длины витка. Дальнейшее уменьшение этого участка во многих случаях намотки приводит к рыхлости обмотки, уменьшению коэффициента заполнения паза.
При использовании жестких проводов суммарная длина участков, к которым прикладываются импульсы, может составить до 0,5 общей длины витка. Дальнейшее увеличение этого параметра нецелесообразно, т.к. значительно уменьшается положительный эффект.
Количество импульсов натяжения, воздействующих на виток, целесообразно выбирать не более числа перегибов провода в витке. Можно прикладывать два и более импульса натяжения на каждый перегиб, но это практически не улучшает качества намотки, зато увеличивает повреждение провода.
Для круглых катушек целесообразно прикладывать импульсы натяжения дважды в пределах одного витка со сдвигом на 180°.
Такой набор параметров намотки, характеризующий операцию способа, оказывается необходимым и достаточным для того, чтобы, с одной стороны, сформулировать виток заданной конфигурации, а с другой стороны - сформировать его с минимальной вытяжкой провода при минимальном нарушении целостности изоляции по сравнению с прототипом. Выбор этих параметров для каждого конкретного случая является инженерной задачей. .
Предлагаемая совокупность отличительных признаков из патентной и научно- технической литературы заявителю и авторам неизвестна.
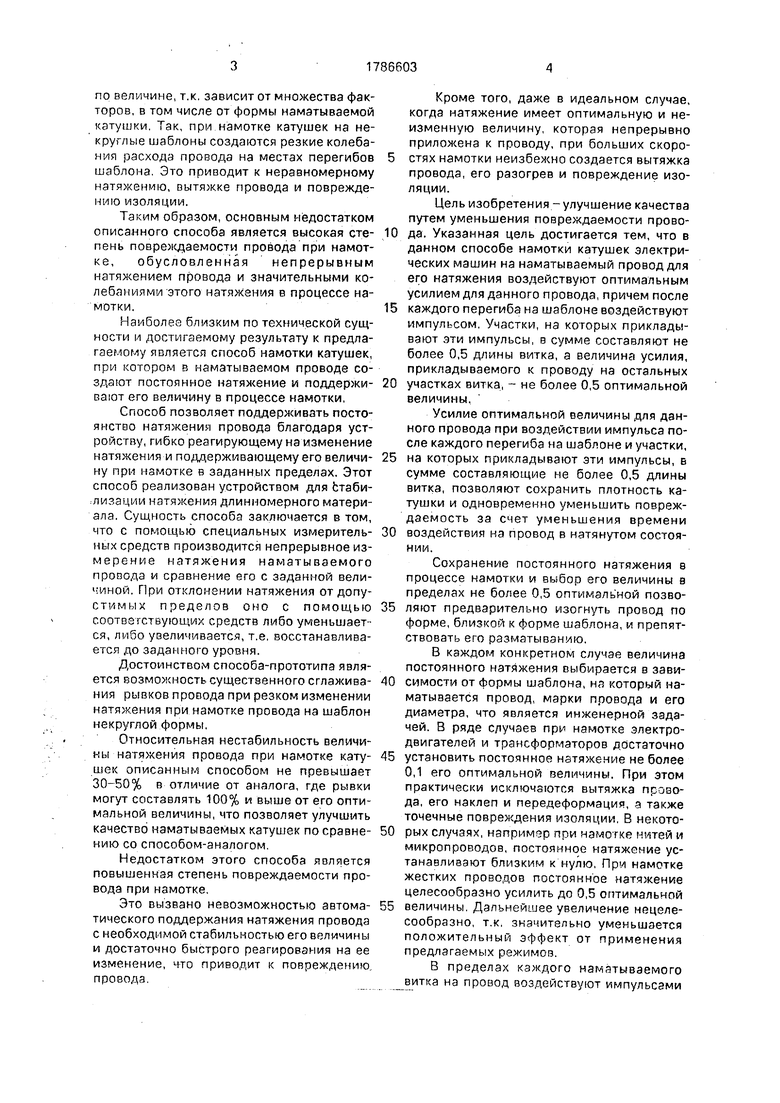
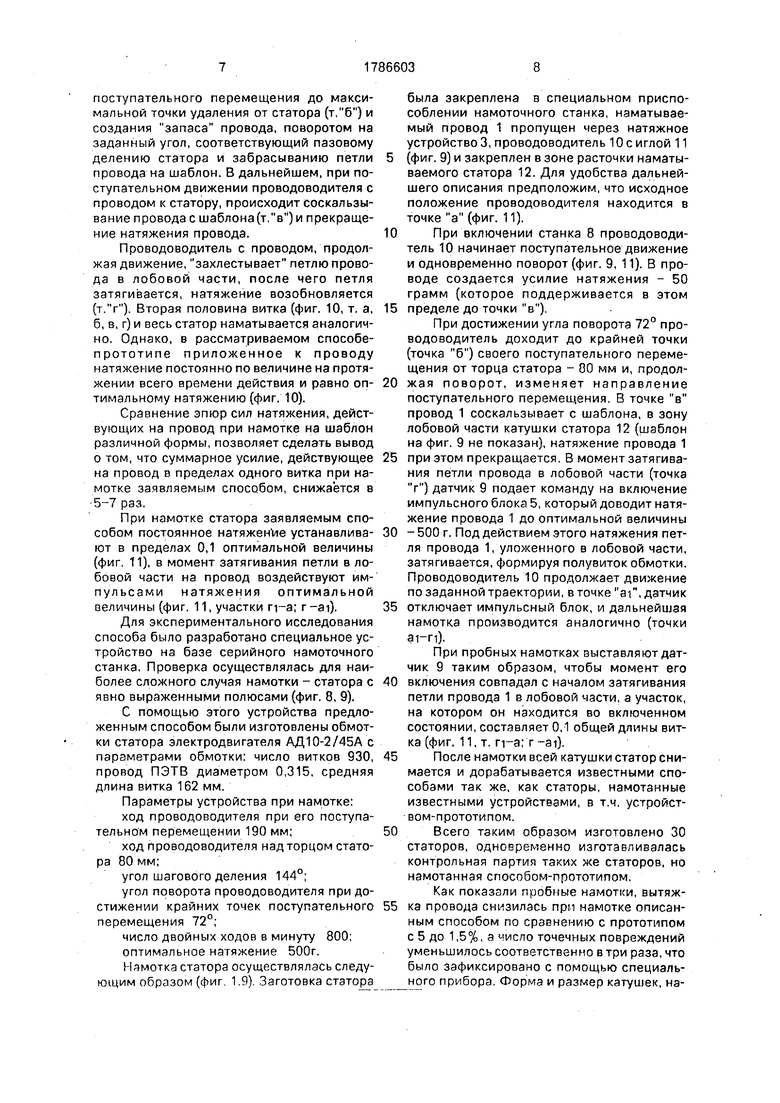
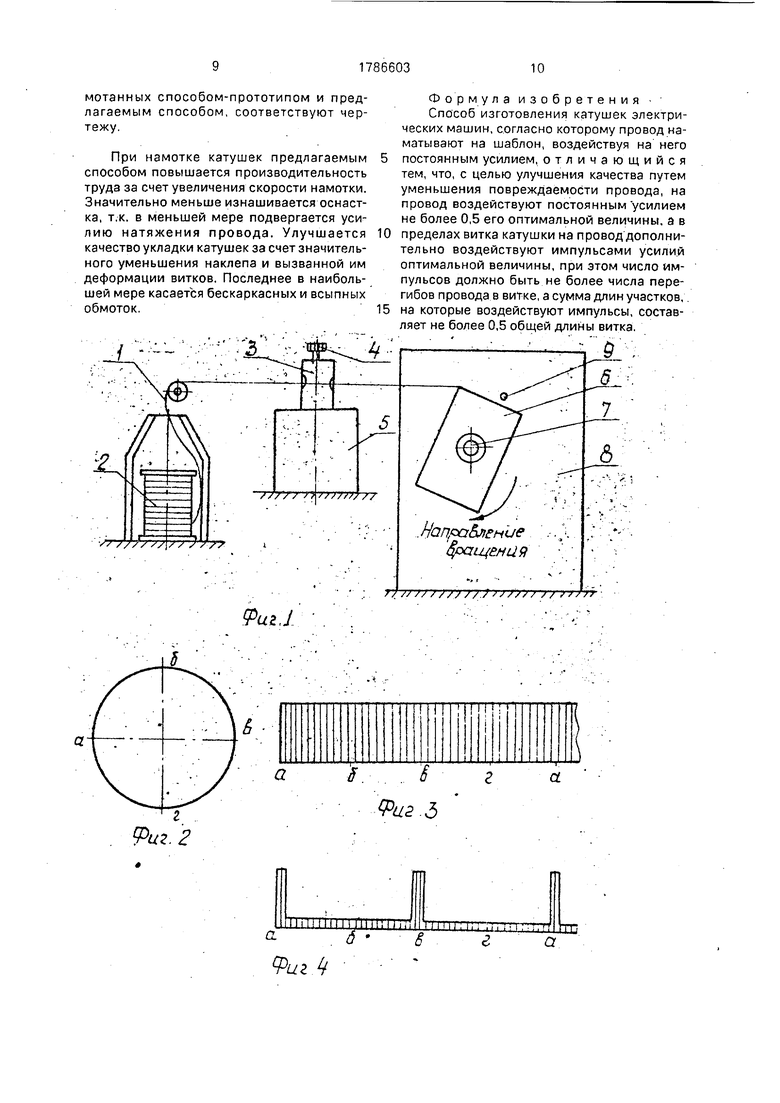
На фиг. 1 схематически изображено устройство, реализующее предлагаемый способ намотки; на фиг. 2, 5 изображены круглый и прямоугольный шаблоны для намотки катушек; на фиг, 3 и 4, 6 и 7 изображены в одном масштабе сравнительные эпюры сил 5 натяжения, действующих на провод в процессе намотки одного витка соответственно способом-прототипом и предлагаемым способом; на фиг. 8 изображен статор с явно выраженными полюсами и уложенным в по0 люс статора витком; на фиг. 9 - тот же статор с проводоводителем в момент намотки; на фиг, 10 и 11 изображены эпюры сил натяжения, действующих на провод в процессе намотки соответственно способом-прототипом
5 и данным способом вдоль траектории движения проводоводителя с проводом при укладке в статор с явно выраженными полюсами. Предлагаемый способ осуществляется следующим образом.
0 Провод 1 (фиг. 1) сматывается с катушки 2, проходит через натяжное устройство 3, содержащее регулятор постоянного натяжения 4 и импульсный блок 5, воздействующий на провод 1 в заданный момент
5 импульсными усилиями натяжения, Провод 1 наматывается на шаблон 6, который получает вращение от шпинделя 7 намоточного станка 8. Датчик 9 служит для подачи команд на включение импульсного блока 5.
0 Проводу при намотке задается постоянное натяжение регулятором 4 до 0,5 оптимальной величины, При вращении шаблона 6 датчик 9 включает и выключает блок 5, который импульсно прикладывает к проводу
5 1 натяжение оптимальной величины.
Момент и длительность включения датчика 9 и импульсного блока 5 регулируются и зависятотформы шаблона. Например, для круглого шаблона (фиг. 2) достаточно прило0 жить на каждый виток два импульса натяжения оптимальной величины, согласно фиг. 4. Для сравнения на фиг. 3 приведена в том же масштабе эпюра натяжения провода при намотке на круглый шаблон способом-про5 тотипом.
Для шаблона прямоугольной формы (фиг. 5) импульсы натяжения прикладывают сразу после перегиба в точках а, б, в, г (фиг.
7).
0 Для сравнения на фиг. 6 приведена в том же масштабе упрощенная эпюра натяжения провода при намотке на прямоугольный шаблон способом-прототипом.
При намотке статоров с явно выражен5 ными полюсами (фиг. 9) проводоводитель с проводом описывает сложную траекторию (фиг. 10, 11), при этом провод подвергается прерывистому натяжению (фиг. 10). Это вызвано последовательностью движений проводоводителя с проводом - их
поступательного перемещения до максимальной точки удаления от статора (т,б) и создания запаса провода, поворотом на заданный угол, соответствующий пазовому делению статора и забрасыванию петли провода на шаблон. В дальнейшем, при поступательном движении проводоводителя с проводом к статору, происходит соскальзывание провода с шаблона (т.в) и прекращение натяжения провода.
Проводоводитель с проводом, продолжая движение, захлестывает петлю провода в лобовой части, после чего петля затягивается, натяжение возобновляется (т.г). Вторая половина витка (фиг. 10, т, а, б, в, г) и весь статор наматывается аналогично. Однако, в рассматриваемом способе- прототипе приложенное к проводу натяжение постоянно по величине на протяжении всего времени действия и равно оп- тимальному натяжению (фиг. 10).
Сравнение эпюр сил натяжения, действующих на провод при намотке на шаблон различной формы, позволяет сделать вывод о том, что суммарное усилие, действующее на провод в пределах одного витка при намотке заявляемым способом, снижается в 5-7 раз.
При намотке статора заявляемым способом постоянное натяжение устанавлива- ют в пределах 0,1 оптимальной величины (фиг, 11), в момент затягивания петли в лобовой части на провод воздействуют импульсами натяжения оптимальной величины (фиг. 11, участки п-а; г -ai).
Для экспериментального исследования способа было разработано специальное устройство на базе серийного намоточного станка. Проверка осуществлялась для наиболее сложного случая намотки - статора с явно выраженными полюсами (фиг. 8, 9).
С помощью этого устройства предложенным способом были изготовлены обмотки статора электродвигателя АД 10-2/45А с параметрами обмотки: число витков 930, провод ПЭТВ диаметром 0,315, средняя длина витка 162 мм.
Параметры устройства при намотке:
ход проводоводителя при его поступательном перемещении 190 мм;
ход проводоводителя над торцом статора 80 мм;
угол шагового деления 144°;
угол поворота проводоводителя при достижении крайних точек поступательного перемещения 72°;
число двойных ходов в минуту 800;
оптимальное натяжение 500г.
Намотка статора осуществлялась следующим образом (фиг. 1,9). Заготовка статора
была закреплена в специальном приспособлении намоточного станка, наматываемый провод 1 пропущен через натяжное устройство 3, проводоводитель 10 с иглой 11 (фиг. 9) и закреплен в зоне расточки наматываемого статора 12. Для удобства дальнейшего описания предположим, что исходное положение проводоводителя находится в точке а (фиг. 11).
При включении станка 8 проводоводитель 10 начинает поступательное движение и одновременно поворот (фиг. 9, 11). В проводе создается усилие натяжения - 50 грамм (которое поддерживается в этом пределе до точки в).
При достижении угла поворота 72° проводоводитель доходит до крайней точки (точка б) своего поступательного перемещения от торца статора - 80 мм и, продолжая поворот, изменяет направление поступательного перемещения. В точке в провод 1 соскальзывает с шаблона, в зону лобовой части катушки статора 12 (шаблон на фиг. 9 не показан), натяжение провода 1 при этом прекращается. В момент затягивания петли провода в лобовой части (точка г) датчик 9 подает команду на включение импульсного блока 5, который доводит натяжение провода 1 до оптимальной величины
-500 г. Под действием этого натяжения петля провода 1, уложенного в лобовой части, затягивается, формируя полувиток обмотки. Проводоводитель 10 продолжает движение по заданной траектории, в точке аГ, датчик отключает импульсный блок, и дальнейшая намотка производится аналогично (точки аг-п).
При пробных намотках выставляют датчик 9 таким образом, чтобы момент его включения совпадал с началом затягивания петли провода 1 в лобовой части, а участок, на котором он находится во включенном состоянии, составляет 0,1 общей длины витка (фиг. 11, т. п-а; Т-ai).
После намотки всей катушки статор снимается и дорабатывается известными способами так же, как статоры, намотанные известными устройствами, в т.ч. устройст вом-прототипом.
Всего таким образом изготовлено 30 статоров, одновременно изготавливалась контрольная партия таких же статоров, но намотанная способом-прототипом.
Как показали пробные намотки, вытяжка провода снизилась при намотке описанным способом по сравнению с прототипом с 5 до 1,5%, а число точечных повреждений уменьшилось соответственно в три раза, что было зафиксировано с помощью специального прибора. Форма и размер катушек, намотанных способом-прототипом и предлагаемым способом, соответствуют чертежу.
При намотке катушек предлагаемым способом повышается производительность труда за счет увеличения скорости намотки. Значительно меньше изнашивается оснастка, т.к. в меньшей мере подвергается усилию натяжения провода. Улучшается качество укладки катушек за счет значительного уменьшения наклепа и вызванной им деформации витков. Последнее в наибольшей мере касается бескаркасных и всыпных обмоток.
// // / / // / / / 7
9ui,L
9uz.2
Фш4
0
Формула изобретения Способ изготовления катушек электрических машин, согласно которому провод наматывают на шаблон, воздействуя на него постоянным усилием, отличающийся тем, что, с целью улучшения качества путем уменьшения повреждаемое™ провода, на провод воздействуют постоянным усилием не более 0,5 его оптимальной величины, а в пределах витка катушки на провод дополнительно воздействуют импульсами усилий оптимальной величины, при этом число импульсов должно быть не более числа перегибов провода в витке, а сумма длин участков,. на которые воздействуют импульсы, составляет не более 0,5 общей длины витка.
.Направление §,оащеная
77 ///////J//./ S//// // ff7/f
a
.9Ш.5
г; а .6 6 г
Фи.2.$
Фиг. 7
a
| Скороходов Ё.А, Намоточные работы в производстве элементов электроавтомати- ки | |||
| М.: Энергия, 1972, с | |||
| Способ применения резонанс конденсатора, подключенного известным уже образом параллельно к обмотке трансформатора, дающего напряжение на анод генераторных ламп | 1922 |
|
SU129A1 |
| Устройство для стабилизации натяжения провода к намоточным станкам | 1985 |
|
SU1314396A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
