Способы автоматической дуговой сварки в среде защитного газа с введением фотюса в зону дуги известны.
Недостатком их является большой расход флюса и необходимость доставки или производства защитного газа.
Для устранения этих недостатков предлагается вводить флюс в зону дуги с помощью пластин из опрессованного флюса, соприкасающихся с электродом после выхода его из подающих роликов, снабженных увеличенной насечкой, а также применять фанерные бруски с флюсом, расположенные в непосредственной близости от дуги, так что при частичном обгорании брусков вокруг дуги образуется замкнутое пространство, заполненное углекислым газом.
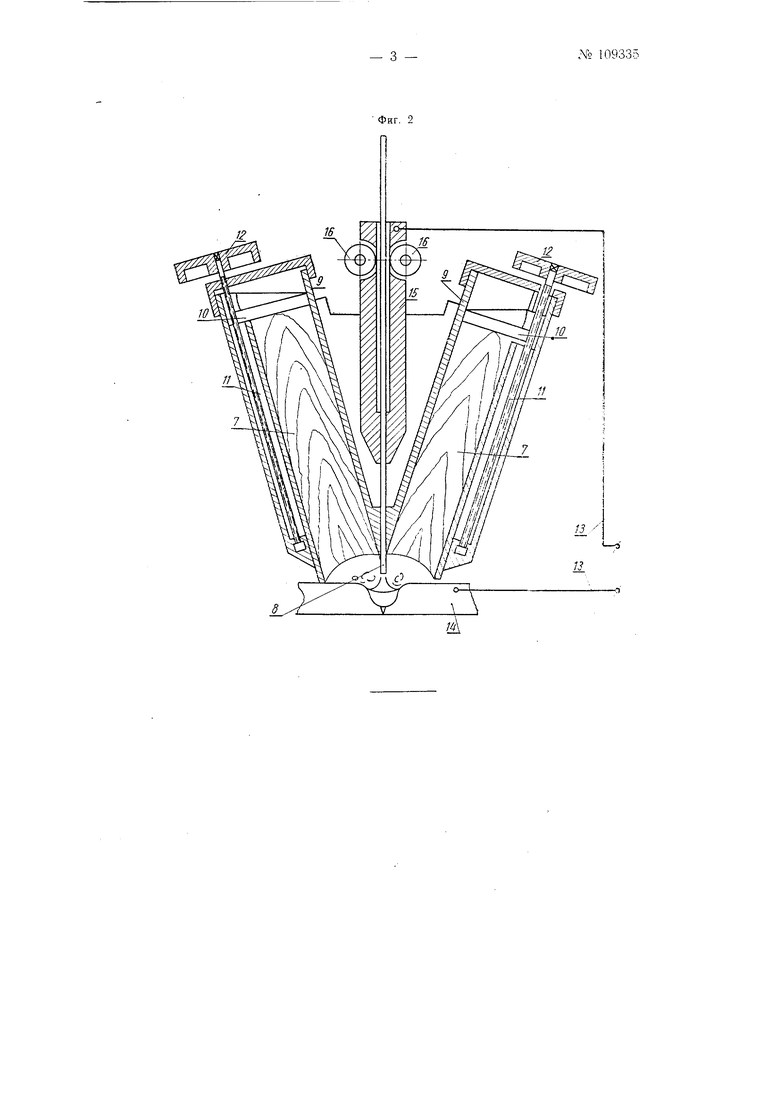
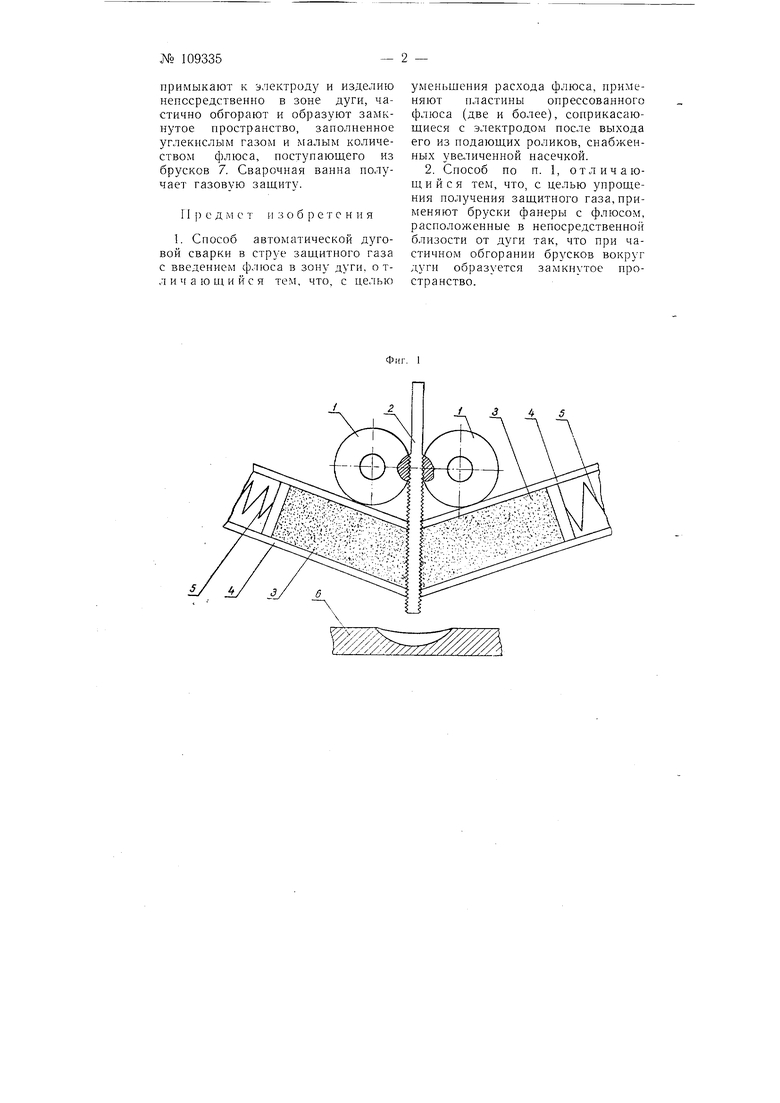
На фиг. 1 представлено расположение брусков из опрессованного флюса, подающих роликов и электродной проволоки при введении флюса в зону дуги; на фиг. 2 - расположение брусков фанеры с флюсом относительно электрода
при создании газовой защиты в зоне сварки.
Нодающие электродную проволоку ролики / снабжены увеличенной насечкой, создающей насечку на проволоке 2 при выходе ее из роликов. Бруски 3 опрессованного флюса, расположенные в направляющих 4, прижимаются к движущейся электродной проволоке пружина.ми 5. При сварке движущаяся проволока насечкой захватывает малые порции флюса и уносит его в зону дуги к изделию 6. Использование флюса при этом происходит с минимальными потерями.
Для создания в зоне дуги защитной газовой среды используются бруски 7, приготовленные в виде фанеры с прослойками из флюса. Для подачи этих брусков в зону дуги до соприкосновения с электродом 8, служат направляющие 9. упоры W, подающие винты // и маховички }2. Сеть сварочного тока при помощи проводов 13 присоединена к изделию М и токонодводящему мундштуку 15. Ролики 16 подают электродную проволоку в зону горения дуги. Концы брусков 7
примыкают к электроду и изделию непссредственно в зоне дуги, частично обгорают и образуют замкнутое пространство, заполненное углекислым газом и малым количеством флюса, поступающего из брусков 7. Сварочная ванна получает газовую защиту.
11 р е д м с т и 3 обретен и я
1. Способ автоматической дуговой сварки в струе защитного газа с введением флюса в зону дуги, отличающийся тем, что, с целью
уменьщения расхода флюса, применяют пластины опрессованного флюса (две и более), соприкасающиеся с электродом после выхода его из подающих роликов, снабженных увеличенной насечкой.
2. Способ по п. 1, отличающийся тем, что, с целью упрощения получения защитного газа, применяют бруски фанеры с флюсом, расположенные в непосредственной близости от дуги так, что при частичном обгорании брусков вокруг дуги образуется замкнутое пространство.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для дуговой сварки | 1959 |
|
SU131009A1 |
| Способ сварки плавящимся электродом | 1980 |
|
SU961889A1 |
| СПОСОБ ЛЕГИРОВАНИЯ СВАРНОГО ШВА ПРИ ДУГОВОЙ СВАРКЕ В СРЕДЕ УГЛЕКИСЛОГО ГАЗА | 2012 |
|
RU2492979C1 |
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
| СВАРОЧНЫЙ АППАРАТ И СПОСОБ СВАРКИ | 2010 |
|
RU2547985C2 |
| Способ дуговой сварки металлов неплавящимся электродом | 1960 |
|
SU139383A1 |
| Способ двухэлектродной дуговой наплавки | 2021 |
|
RU2767334C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ электродуговой точечной сварки плавящимся электродом | 1984 |
|
SU1507548A1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |