Изобретение относится к устройствам для автоматической сварки двумя сварочными горелками и может быть использовано для дуговой сварки под флюсом и в среде защитных газов.
Известно устройство для сварки под флюсом толстолистовых мостовых конструкций (см. патент на изобретение №2301135, В23К 9/18, опубликованное 20.06.2007 г.), содержащее корпус с закрепленными на нем ведущими и направляющим колесами, держателем для бухты электродной проволоки, электродвигателем с редуктором для ведущих колес и редуктором для перемещения электродной проволоки, бункером для флюса, сварочным мундштуком с удлинителем сварочного мундштука, фиксирующую керамическую втулку и штангу для направляющего колеса, выполненную с возможностью установки устройства в наклонное положение.
Известное устройство предназначено только для сварки под флюсом одной сварочной головкой, что ограничивает его технологические возможности. В частности, на нем невозможно сваривать угловые швы, тем более двухсторонние швы тавровых соединений.
Известен сварочный трактор (см. патент на полезную модель №56844, МПК B23K 9/18, опубликованный 27.09.2006 г.) состоящий из ходовой тележки и вертикально установленного на ней электродвигателя, кинематически связанного с механизмом перемещения ходовой тележки и при помощи вертикально расположенного на поворотной платформе червячного редуктора с механизмом подачи электродной проволоки, а также включающий разъемно закрепленные на корпусе редуктора пульт управления, кассету для электродной проволоки, бункер для флюса, правильный механизм, мундштук, механизм корректировки положения угла наклона электрода и сменные шестерни для регулировки скорости перемещения ходовой тележки.
Известный сварочный трактор является более универсальным, чем предыдущий аналог. Однако наличие одного двигателя для привода ходовой тележки и привода подачи проволоки не позволяет обеспечивать различие моментов включения и выключения привода подачи проволоки и привода перемещения ходовой тележки, что требуется для более качественного формирования начала шва и обеспечения заварки кратера в конце шва. Также, наличие общего двигателя для привода ходовой тележки и привода подачи проволоки не позволяет обеспечивать одновременно плавную и независимую регулировку этих двух приводов, поэтому регулирование скорости перемещения ходовой тележки обеспечивается сменными шестернями. Ступенчатое регулирование сменными шестернями ограничивает установку скорости сварки дискретными значениями в соответствии с наличием комплектов сменных шестерен, что исключает возможность плавной регулировки скорости перемещения ходовой тележки, а следовательно, и скорости сварки.
Кроме того, наличие только одной сварочной горелки не позволяет сваривать одновременно два шва тавровых или нахлесточных соединения, расположенные параллельно, что снижает производительность.
Наиболее близким по назначению и технической сущности является сварочный автомат (см. паспорт «Автомат сварочный двухдуговой модернизированный для сварки тавровых элементов на базе АДФ-1002-2УЗ», ООО «ТЮМЕНЬСТАЛЬМОСТ», 15.10.2007 г.), включающий корпус с закрепленной на нем поперечной плитой, ходовой механизм, состоящий из червячного редуктора, сменных шестерен и колесной пары, две сварочные головки, состоящие из редуктора с червячными и зубчатыми цилиндрическими передачами и роликов, подающих сварочную проволоку, направляющие ролики, установленные на выдвижных штангах, подающие механизмы и бункеры для флюса, расположенные на поперечной плите, кассеты для проволоки и блок управления, при этом ходовой механизм и подающие механизмы кинематически соединены с общим электродвигателем.
Известный двухдуговой сварочный автомат является более производительным, чем однодуговые сварочные автоматы. Недостатком его является то, что он предназначен только для сварки под слоем флюса. Наличие одного привода для подачи сварочной проволоки на две сварочных головки не позволяет устанавливать на них разные режимы сварки. Вертикальный цепной привод ходового механизма обеспечивает передачу момента вращения только на два опорных колеса, а два других опорных ролика являются неприводными. Ступенчатое регулирование скорости подачи проволоки и скорости ходового механизма при помощи сменных шестерен позволяет настраивать только некоторые дискретные режимы сварки, определяемые наличием комплектов сменных шестерен, что не обеспечивает плавную регулировку сварочного тока и скорости сварки, а следовательно, снижает технологические возможности автомата. Кроме того, известный сварочный автомат не обеспечивает постоянную длину дуги в случае искривления вертикального сварного листа или наличия на нем вертикального сварного шва, что может вызвать недоплав или подрез сварного шва.
Техническим результатом является повышение скорости и качества сварки, расширение технологических возможностей сварочного автомата путем быстрой переналадки его в автомат для сварки под флюсом или в среде углекислого газа, а также возможность одновременного использования разных режимов сварки на каждой сварочной горелке.
Указанный технический результат достигается тем, что в сварочном автомате, включающем корпус с закрепленной на нем поперечной плитой, ходовой механизм с приводом, две сварочные горелки, подающие механизмы для проволоки, бункеры для флюса, блок управления и направляющие ролики, согласно изобретению корпус выполнен в виде двух закрытых ходовых кареток, снабженных передними и задними стойками, соединенными между собой поперечной плитой и пластиной соответственно, ходовые механизмы с приводами расположены внутри ходовых кареток, каждый подающий механизм снабжен автономным приводом, подающий механизм и ходовой механизм снабжены средством плавной регулировки, при этом сварочный автомат снабжен копирами поверхности вертикального листа, на которых закреплены сварочные горелки, и средством для крепления газовой и водяной аппаратуры, при этом бункеры для флюса установлены с возможностью съема, передние стойки выполнены в виде короба, в котором расположен шунт, средство плавной регулировки выполнено в виде электронной схемы, блок управления содержит регуляторы для раздельной настройки режимов каждой сварочной горелки, поперечная плита выполнена в виде швеллера, закрытого с торцов и сверху крышками, приводы ходовых кареток снабжены средством синхронного движения, оба колеса ходовых кареток выполнены приводными.
Выполнение корпуса в виде двух закрытых ходовых кареток, соединенных между собой поперечной плитой, установленной на передних стойках, и пластиной, закрепленной на задних стойках, а также наличие у каждого ходового и подающего механизма автономного привода позволяет создать модульную конструкцию сварочного автомата. Это дает возможность быстро скомпоновать сварочный автомат с различными габаритами и конструкцией отдельных блоков, что значительно расширяет возможности использования заявляемого сварочного автомата.
Расположение ходовых механизмов с приводами внутри закрытых кареток позволяет расположить ходовые механизмы горизонтально и сделать приводными оба колеса. Предлагаемая конструкция дает возможность надежно защитить ходовые механизмы от контакта с персоналом и от попадания в них посторонних предметов.
Наличие у каждого подающего механизма автономного привода позволяет устанавливать на каждой сварочной горелке разные режимы сварки, что повышает технологические возможности сварочного автомата.
Наличие копиров поверхности вертикального листа с закрепленными на них сварочными горелками позволяет на протяжении всей длины сварного шва, при искривлении вертикального листа или при наличии на нем вертикальных сварных швов, выдерживать постоянную длину дуги и расстояние от вертикального листа, что значительно улучшает качество сварного шва, а именно исключает недоплавы и подрезы сварного шва.
Наличие средства для крепления газовой и водяной арматуры при возможности съема бункеров для флюса позволяет использовать сварочный автомат для сварки в среде защитного газа.
Наличие средства плавной регулировки скорости подачи сварочной проволоки и перемещения ходовой каретки позволяет расширить технологические возможности сварочного автомата, а именно в более точных пределах устанавливать скорость сварки и сварочный ток.
Технических решений, совпадающих с совокупностью существенных признаков изобретения, не выявлено, что позволяет сделать вывод о соответствии изобретения условию патентоспособности «новизна».
Заявляемые существенные признаки изобретения, предопределяющие получение указанного технического результата, явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии изобретения условию патентоспособности «изобретательский уровень».
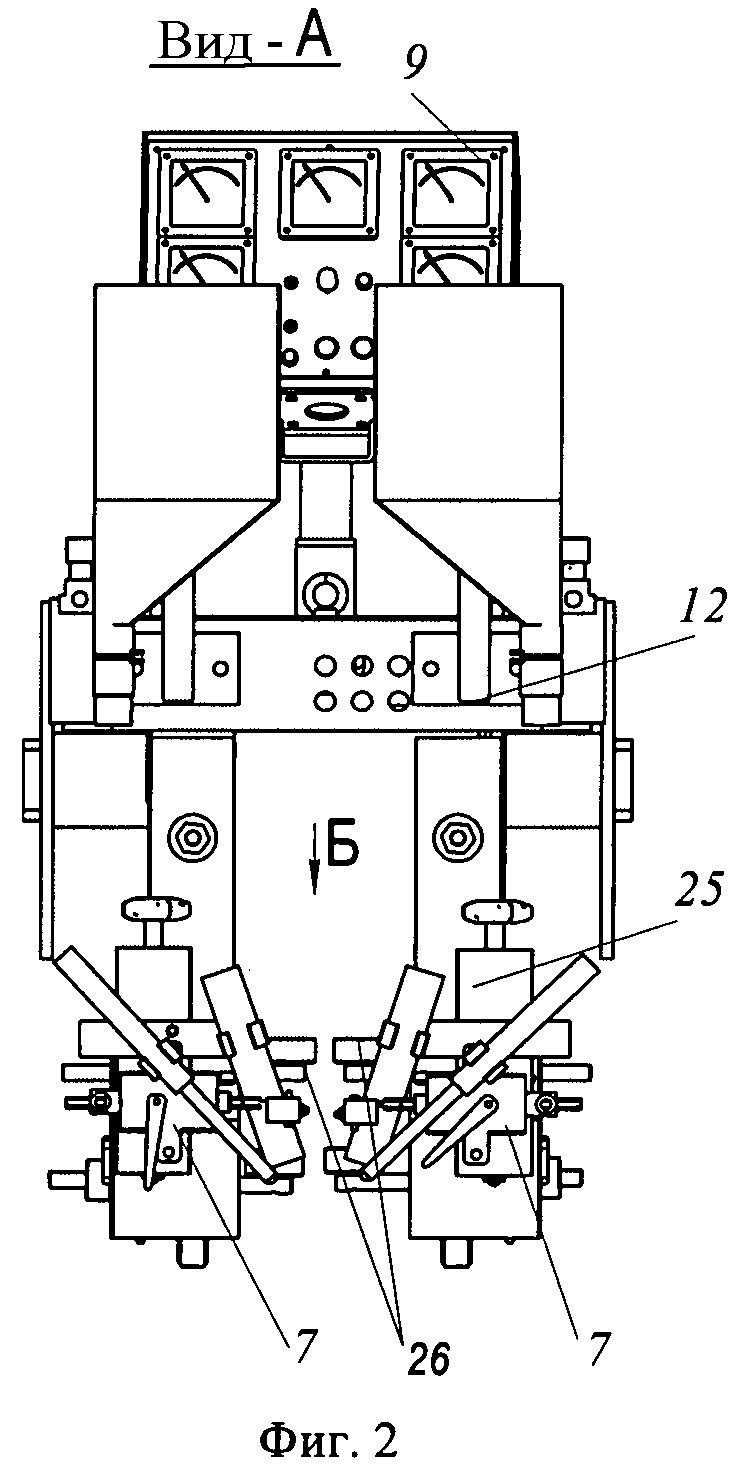
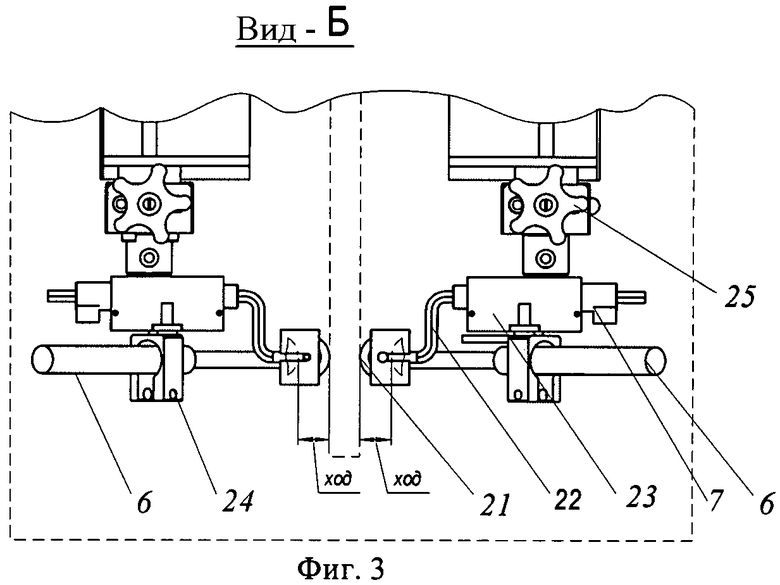
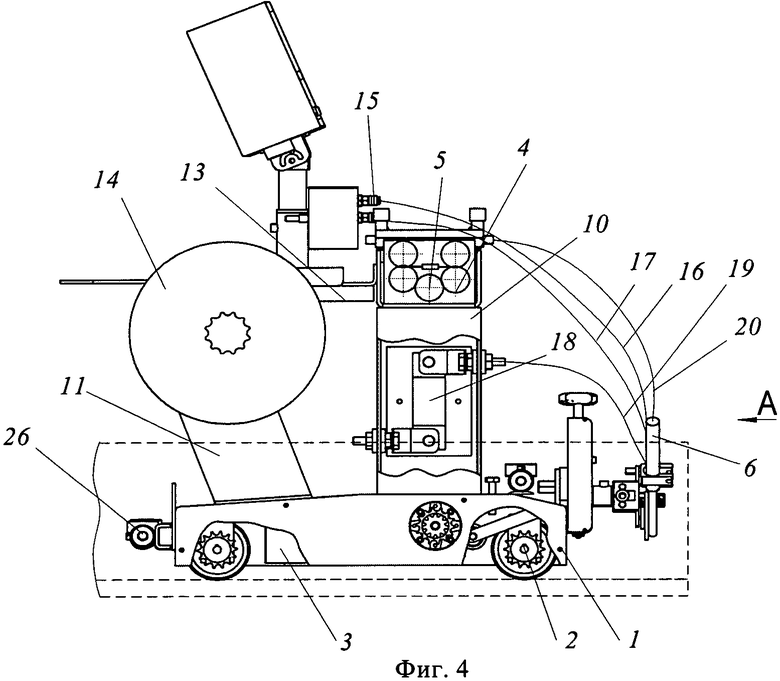
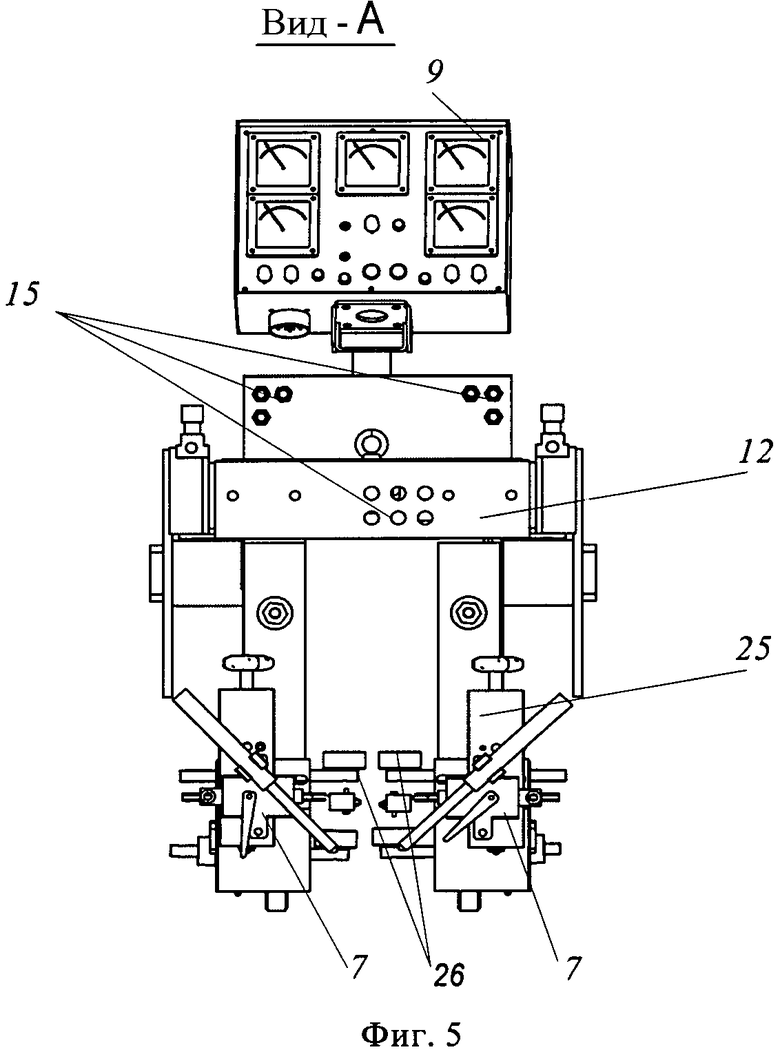
На фигуре 1 изображен общий вид сварочного автомата для сварки под слоем флюса. На фигуре 2 изображен вид по А фигуры 1. На фигуре 3 изображен вид по В фигуры 2. На фигуре 4 изображен общий вид сварочного автомата для сварки в среде защитного газа. На фигуре 5 изображен вид по С фигуры 4.
Сварочный автомат содержит (фиг.1) корпус, выполненный в виде двух ходовых кареток 1 с ходовым механизмом 2 и приводом ходового механизма 3, подающие механизмы 4, приводы подающих механизмов 5, сварочные горелки 6, копиры 7 поверхности вертикального листа, на которых закреплены сварочные горелки 6, бункеры для флюса 8 и пульт управления 9. Ходовые механизмы 2 с приводами 3 расположены внутри ходовых кареток 1. Каждая ходовая каретка 1 снабжена передней стойкой 10 и задней стойкой 11. Передние стойки 10 соединены между собой поперечной плитой 12, выполненной в виде швеллера, внутри которого расположены подающие механизмы 4 и приводы подающих механизмов 5, а также электрическая схема сварочного автомата (не показана). Задние стойки 11 соединены между собой пластиной 13. На задних стойках 11 установлены кассеты для проволоки 14. На поперечной плите 12 выполнены разъемы 15 для подсоединения газовых шлагов 16 и водяных шлангов 17 (фиг.4). Стойки 10 выполнены в виде закрытого короба, внутри которого расположен токоподводящий шунт 18, к которому подсоединен токоподводящий кабель 19. Сварочная проволока поступает к сварочной головке 6 через шланг 20. Ходовой механизм 2 и подающий механизм 4 снабжены средством плавной регулировки, выполненным в виде электронной схемы (не показана на чертеже). Копир 7 поверхности вертикального листа выполнен в виде ролика 21 (фиг.3), установленного на подпружиненном изогнутом штыре 22 с ограничителем хода 23. Сварочные горелки 6 при помощи кронштейнов 24 закреплены на копирах 7 и снабжены средством вертикального перемещения 25. Ходовые каретки снабжены передними и задними направляющими роликами 26.
Сварочный автомат работает следующим образом. Автомат устанавливают в зону сварки, при этом каретки 1 располагают параллельно сварному соединению. При настройке положения автомата привод ходового механизма 3 должен быть освобожден от связи с ходовым механизмом 2. Производят настройку передних и задних направляющих роликов 26, выполняют настройку копиров 7 по поверхности вертикального листа. Выполняют настройку положения сварочных горелок 6 при помощи кронштейнов 24 и средств вертикального перемещения 25. Для сварки под слоем флюса производят настройку бункеров для флюса 8. С помощью регуляторов, установленных на блоке управления 9, проводят проверку и настройку работы сварочного автомата, в том числе направление и скорость движения сварочного автомата, работу подающих механизмов 4. Устанавливают вылет сварочной проволоки, подаваемой к горелке 6 через шланг 20 с кассеты для проволоки 14. Перед началом процесса сварки открывают заслонку подачи флюса. Затем производят включение сварки при помощи кнопки «Пуск» на пульте 9. Слежение за параметрами режима сварки осуществляют при помощи приборов, расположенных на пульте 9. Сигнал о величине сварочного тока поступает в пульт 9 от сварочного шунта 18, расположенного в стойке 10, к которому присоединен токоподводящий кабель 19. Остановку работы автомата производят нажатием кнопки «Стоп», расположенной на пульте 9. После окончания сварки перекрывают заслонки подачи флюса, расположенные на бункерах 8 для флюса.
Работу сварочного автомата для сварки в среде защитного газа начинают с подключения водяных 17 и газовых 16 шлангов к разъемам 15. В остальном работа сварочного автомата в среде защитного газа аналогична описанной выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| Малогабаритный сварочный трактор для автоматической сварки под флюсом | 2018 |
|
RU2681070C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| Автомат для сварки и способ его перемещения | 1988 |
|
SU1556854A1 |
| Сборочно-сварочный агрегат | 1990 |
|
SU1812035A1 |
| Автомат для сварки под слоем флюса | 1984 |
|
SU1146168A1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1982 |
|
SU1046054A1 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| Устройство для автоматической сварки | 1985 |
|
SU1252105A1 |
| Устройство для автоматической сварки угловых швов | 1978 |
|
SU912459A1 |
Изобретение относится к сварочному автомату, предназначено для автоматической сварки двумя сварочными горелками и может быть использовано для дуговой сварки под флюсом и в среде защитных газов. Техническим результатом является повышение скорости и качества сварки, расширение технологических возможностей сварочного автомата путем быстрой переналадки его в автомат для сварки под флюсом или в среде углекислого газа, а также возможность одновременного использования разных режимов сварки на каждой сварочной горелке. Корпус (1) автомата выполнен в виде двух закрытых ходовых кареток. Внутри каждой из кареток расположены ходовые механизмы (2) с приводом (3). На копирах (7) поверхности вертикального листа закреплены сварочные горелки (6). Каждый копир (7) выполнен в виде ролика (21), установленного на подпружиненном изогнутом штыре (22) с ограничителем хода (23). Сварочные горелки 6 при помощи кронштейнов (24) закреплены на копирах (7) и снабжены средством вертикального перемещения (5). Каждая ходовая каретка (1) снабжена передней стойкой (10) и задней стойкой (11). Передние стойки (10) соединены между собой поперечной плитой (12), выполненной в виде швеллера, внутри которого расположены подающие механизмы (4) и приводы подающих механизмов (5). На поперечной плите (12) выполнены разъемы (15) для подсоединения газовых шлагов (16) и водяных шлангов (17). Ходовой механизм (2) и подающий механизм (4) снабжены средством плавной регулировки. 7 з.п. ф-лы, 5 ил.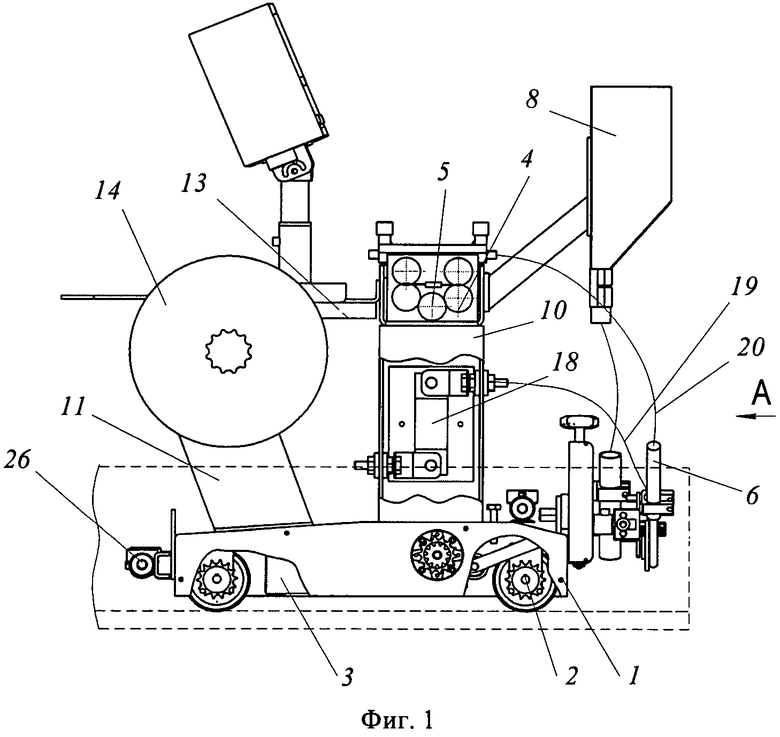
1. Сварочный автомат, включающий корпус с закрепленной на нем поперечной плитой, ходовой механизм с приводом, две сварочные горелки, подающие механизмы для проволоки, бункеры для флюса, блок управления и направляющие ролики, отличающийся тем, что корпус выполнен в виде двух закрытых ходовых кареток, снабженных передними и задними стойками, соединенными между собой поперечной плитой и пластиной соответственно, ходовые механизмы с приводами расположены внутри ходовых кареток, каждый подающий механизм снабжен автономным приводом, подающие механизмы и ходовые механизмы снабжены средством плавной регулировки, при этом сварочный автомат снабжен копирами поверхности вертикального листа, на которых закреплены сварочные горелки, и средством для крепления газовой и водяной аппаратуры, а бункеры для флюса установлены с возможностью съема.
2. Сварочный автомат по п.1, отличающийся тем, что передние стойки выполнены в виде короба.
3. Сварочный автомат по п.1, отличающийся тем, что шунт для токоподвода расположен внутри передних стоек.
4. Сварочный автомат по п.1, отличающийся тем, что средство плавной регулировки выполнено в виде электронной схемы.
5. Сварочный автомат по п.1, отличающийся тем, что блок управления содержит регуляторы для раздельной настройки режимов каждой горелки.
6. Сварочный автомат по п.1, отличающийся тем, что поперечная плита выполнена в виде швеллера, закрытого с торцов и сверху крышками.
7. Сварочный автомат по п.1, отличающийся тем, что приводы ходовых кареток снабжены средством синхронного движения.
8. Сварочный автомат по п.1, отличающийся тем, что оба колеса каждой ходовой каретки выполнены приводными.
| СПОСОБ ПРИГОТОВЛЕНИЯ ПРЕПАРАТА ЖИДКОГО ЗОЛОТА | 1922 |
|
SU1002A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОД ФЛЮСОМ ТОЛСТОЛИСТОВЫХ МОСТОВЫХ КОНСТРУКЦИЙ | 2005 |
|
RU2301135C1 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| Приспособление для прикрепления счетов к прилавку | 1938 |
|
SU56844A1 |
| Центробежный носос | 1976 |
|
SU601466A1 |
| Способ изготовления изделий из продуктов конденсации фенолов с альдегидами | 1920 |
|
SU5027A1 |
| US 4246463 A, 20.01.1981. | |||

