Изобретение относится к области дуговой сварки плавлением, в частности к способам автоматизированной дуговой наплавки в среде защитных газов двумя проволоками сплошного сечения, и может использоваться при производстве нефтехимического оборудования в технологических операциях по плакированию изделий коррозионно-стойкими слоями металла.
Из уровня техники известно использование для сварки и наплавки двух и более электродных проволок. С целью достижения наибольшей производительности каждую из электродных проволок подключают к собственному источнику сварочного тока (Environmental energy efficiency of single wire and tandem gas metal arc welding / G. Sproesser, Y.-J. Chang, A. Pittner, M. Finkbeiner, M. Rethmeier. // Weld World. – 2017. – №61(4). – С. 733-743.). Однако близкое расположение проволочных электродов и однонаправленность протекающего по ним сварочного тока является причиной интенсивного электромагнитного взаимодействия между двумя дугами, что нарушает стабильность их положения в пространстве.
В другом технологическом варианте две или более электродных проволок подключаются к общему источнику сварочного тока, образуя «расщепленный» электрод. Сварочная дуга в данном случае существует поочередно на каждой проволоке, что создает естественные условия для уменьшения тепловложения в наплавляемое изделие и способствует меньшему его проплавлению (Справочник по сварке. Том 2. / [Е.В. Соколов и др.]; Под ред. Е. В. Соколова. – Москва: Машгиз, 1962. – 664 с.). Данный способ не существенно уступает в производительности двухдуговому процессу, но является значительно менее энергозатратным.
Известен способ многоэлектродной автоматической наплавки под флюсом (А.С. 517424, МПК В 23К 9/18, 15.06.1976), при котором электроды плавятся поочередно при подаче на сварочную дугу кратковременных импульсов тока. В момент приложения импульса тока вся тепловая мощность дуги сосредотачивается на одном из электродов, что ускоряет его плавление и соответственно тепломассоперенос в сварочную ванну. В результате этого проплавление и доля участия основного металла в наплавленном увеличиваются, что требует наплавки большего количества слоев металла для выхода на заданный химический состав. Кроме этого, фиксированное расстояние (3,5 диаметра электрода) между электродными проволоками позволяет производить процесс наплавки лишь в узком диапазоне значений сварочного тока и напряжения на дуге, в котором обеспечивается стабильность дугового процесса.
Известен способ двухэлектродной сварки с короткими замыканиями дугового промежутка, при котором электроды плавятся поочередно вследствие обрыва дуги на одном из них, путём выключения тока в сварочной цепи одного электрода в момент начала короткого замыкания в электрической цепи другого электрода (А.С. 998039, МПК В 23К 9/09, 23.01.83).
Основным недостатком данного способа является то, что при обрыве дуги на одном электроде и сближении его со сварочной ванной существует вероятность «примораживания» последнего, что нарушит стабильность электродугового процесса. В каждый момент времени сварочный ток протекает только по одному электроду, это влечёт к концентрации плотности тока на этом электроде и увеличению глубины проплавления, что противоречит основной цели наплавки – уменьшению доли участия основного металла и достижения заданного химического состава плакирующего слоя. Наличие дополнительной аппаратуры управления является фактором, снижающим надежность оборудования, т.к. при выходе из строя одного из элементов схемы управления способ сварки не осуществим.
Известны способы двухэлектродной сварки в среде защитных газов (Пат. US5155330A, МПК В 23К 9/173, 13.10.1992; пат. US3007033A, МПК В 23К 9/173, 15.04.1959) в которых две сварочные проволоки, подключенные к общему источнику тока, расположены в одной плоскости и установлены последовательно одна за одной вдоль направления сварки. Расстояние между проволоками выбирают из диапазона 4,7 мм до 9,5 мм. При такой схеме расположения электродов сварочная дуга со второй ведомой проволоки способствует введению дополнительной тепловой мощности в уже разогретый (дугой от первой проволокой) расплав сварочной ванны. Вследствие этого глубина проплавления основного металла увеличивается, а ширина валика уменьшается, что нерационально для наплавки.
Наиболее близким по технической сущности и достигаемому результату является способ двухэлектродной сварки в среде активных газов (Особенности автоматической сварки в СО2 расщепленным электродом / Акулов А.И., Спицын В.В. // Сварочное производство. – 1966. – № 6. – С. 31-33). Данный способ допускает расположение электродных проволок в плоскости перпендикулярной направлению сварки, что способствует снижению глубины проплавления. Эффект перераспределения тепловой мощности сварочной дуги от поочередного плавления электродных проволок реализуется при увеличении расстояния между ними до 7-7,5 мм, что позволяет достаточно эффективно уменьшить глубину проплавления металла, находящегося на оси сварного шва. Однако вследствие периодического характера существования дуги на каждой из электродных проволок плотность тока в единичный момент времени концентрируется всегда только на одной из них. Это обстоятельство приводит к формированию выраженной "седловидности" условной линии сплавления, характеризующейся повышенной величиной проплавления основного металла в краевых участках поперечного сечения валика. Вследствие этого доля участия основного металла в наплавленном достигает 40-45 %, что нерационально для технологий наплавки любых объектов.
При сближении проволок на расстояние менее 5 мм их плавление происходит через образование общей для двух проволок капли, что, хотя и нарушает эффект от расщепления электрода, но предотвращает образование "седловидной" формы проплавления и несколько уменьшает долю участия основного металла в наплавленном. Вместе с тем существование такой общей сварочной дуги в прототипе характеризуется низкой ее пространственной устойчивостью и увеличенными потерями электродного метала на разбрызгивание вследствие периодического замыкания дугового промежутка каплями большого размера.
Поэтому задачей предлагаемого технического решения является разработка такого способа дуговой наплавки, который обеспечивает минимальное проплавление основного металла и повышенные технологические свойства наплаванного металла при многопроходной и многослойной наплавке.
Технический результат заключается в достижении минимального проплавления основного металла, что влечёт за собой уменьшение перемешивания и достижение требуемого химического состава наплавленного металла за меньшее количество проходов за счет образования стабильной и общей для двух сварочных проволок сварочной дуги.
Технический результат достигается в способе двухэлектродной дуговой наплавки в среде защитных газов двумя сварочными проволоками, расположенными перпендикулярно направлению наплавки и имеющими общий токоподвод, подключённый к положительному полюсу источника сварочного тока, причём используют сварочные проволоки одинакового диаметра d, составляющего 1,2 - 2,5 мм, которые располагают на межосевом расстоянии друг от друга, пятикратно превышающем их диаметр, а дуговую наплавку осуществляют в смеси защитных газов аргона и углекислого газа, взятых в соотношении 82:18 об.%, при этом силу сварочного тока определяют по формуле: I = 189·d – 7·d2 с допуском +/- 5 А, а напряжение на сварочной дуге определяют по формуле: Uд = 20 + 3·d.
Сущность изобретения заключается в осуществлении процесса дуговой наплавки посредством двух сварочных проволок одинакового диаметра (от 1,2 до 2,5 мм), расстояние между осями которых в пять раз превышает диаметр, с использованием силы тока и напряжения, определенным по заявленным зависимостям от диаметра сварочных проволок, что обеспечивает стабильность процесса наплавки, качественное формирование наплавленного металла с малым разбрызгиванием и минимально возможной долей участия основного металла.
Напряжение на дуге устанавливается согласно формуле Uд = 20 + 3·d, а сила тока - I = 189·d – 7·d2. Полученные по предложенным формулам значения напряжения и тока обеспечивают необходимую стабильность существования общей V-образной дуги.
Совокупность заявленных условий дуговой наплавки позволяет сохранить стабильность образования общей дуги и минимизировать проплавление основного металла.
Превышение межосевого расстояния для сварочных проволок заданного диаметра более, чем в 5 раз приводит к дестабилизации процесса формирования общей капли, и как следствие, к повышению разбрызгивания, ухудшению формирования наплавленного металла и увеличению проплавления основного металла. Менее, чем пятикратное превышение диаметра сварочных проволок приводит к увеличению проплавления основного металла из-за увеличения в нем концентрации тепла сварочной дуги.
Предлагаемый для применения в способе наплавки диапазон диаметров сварочных проволок варьируется от 1,2 до 2,5 мм. При использовании проволок диаметром меньше 1,2 мм производительность процесса наплавки становится низкой, что является нерациональным при наплавке, ведущейся на автоматическом сварочном оборудовании. Использование проволок диаметром выше 2,5 мм требует для их расплавления использования повышенных значений сварочного тока, что сопровождается возрастанием потерь электродного металла на разбрызгивание до критических значений.
Использование в качестве защитного газа смеси газов – аргона и углекислого газа в соотношении 82 об.%:18 об.% обеспечивает стабильность формирования общей капли и снижение потерь электродного металла на разбрызгивание.
Способ может быть использован для наплавки коррозионно-стойких сталей и сплавов (08Х17, 08Х18Н10Т, 10Х17Н13М3Т, 08Х21Н6М2Т, 06ХН28МТ и др.) на низкоуглеродистые и низколегированные конструкционные стали, например, 09Г2С, 10Г2, 16ГС, 17Г1С, 12ХМ, 10ХСНД.
Сущность изобретения поясняется фигурами.
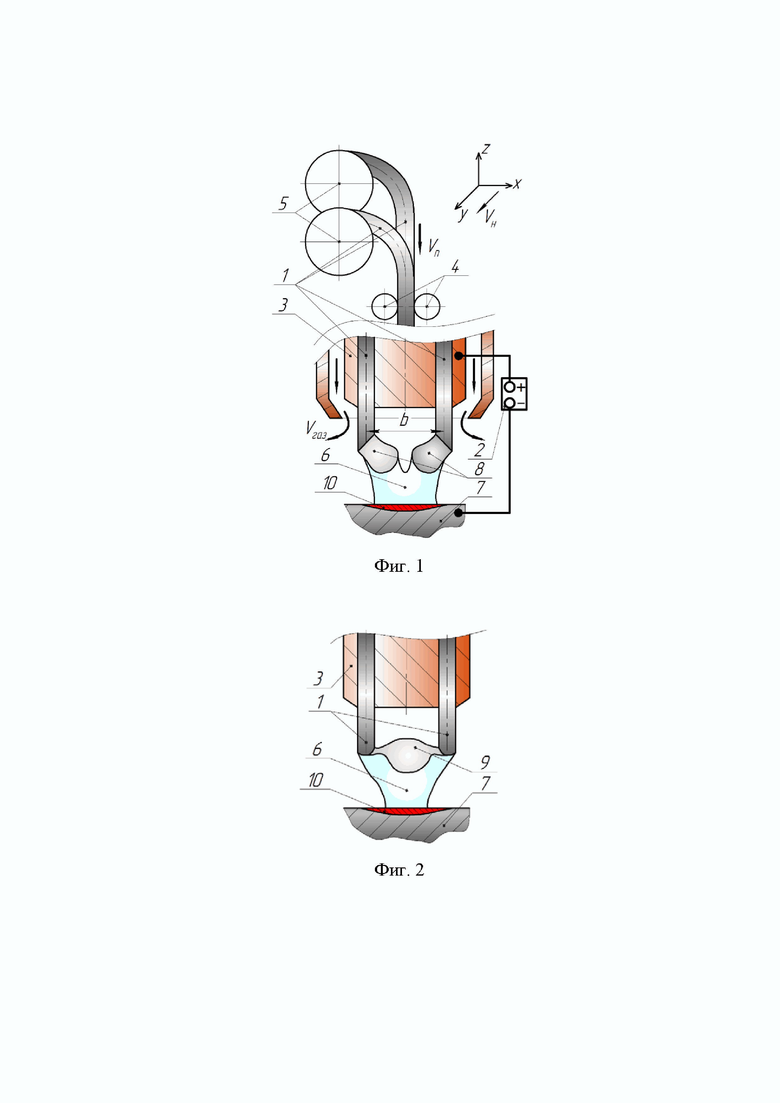
На фиг. 1 изображено формирование V-образной сварочной дуги при двухэлектродной наплавке.
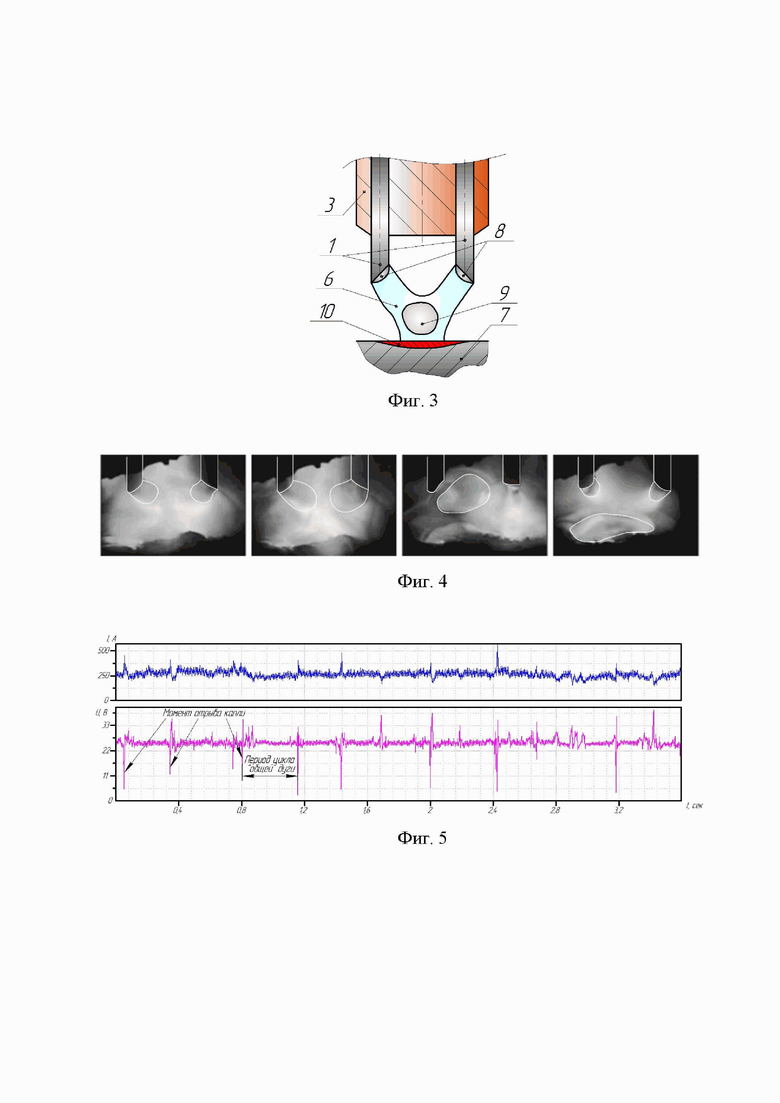
На фиг. 2 изображено формирование общей капли при двухэлектродной наплавке.
На фиг. 3 изображен переход общей капли в сварочную ванну.
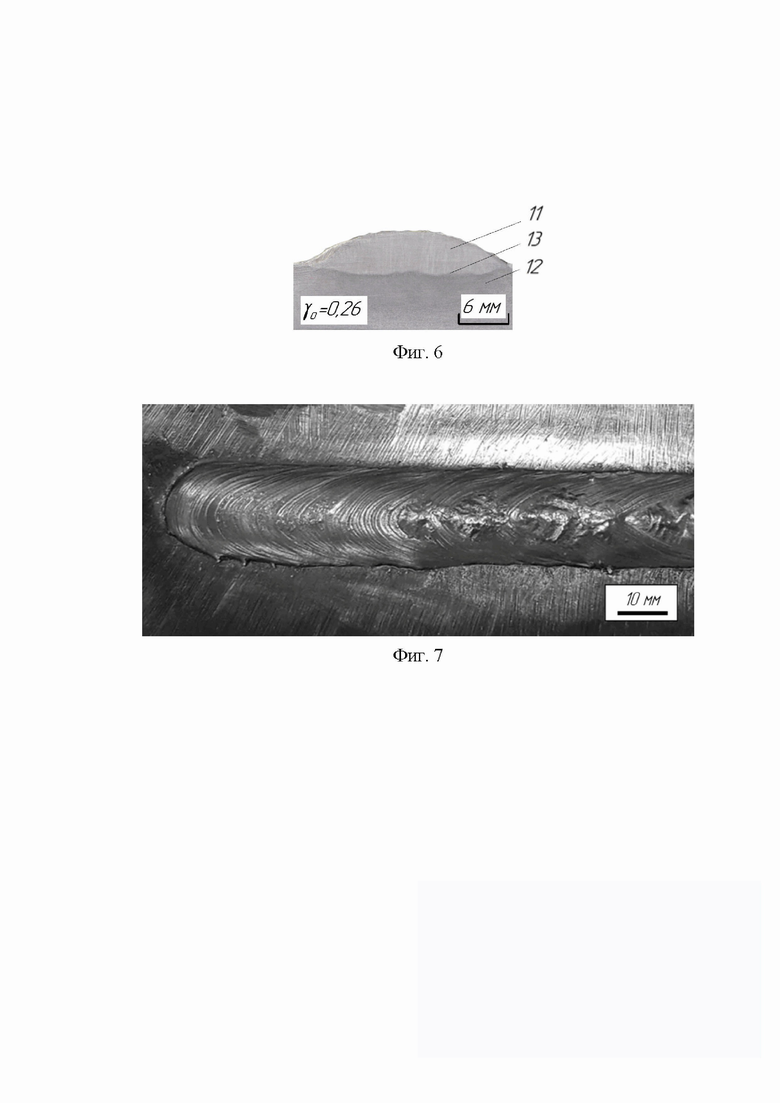
На фиг. 4 показаны кадры высокоскоростной видеосъемки формирования V-образной сварочной дуги при двухэлектродной наплавке (период между кадрами ≈ 0,1 мс).
На фиг. 5 изображены осциллограммы тока и напряжения на дуге в процессе двухэлектродной наплавки V-образной сварочной дугой.
На фиг. 6 показано поперечное сечение валика металла, наплавленного по примеру 7.
На фиг. 7 показан внешний вид наплавленного металла при двухэлектродной наплавке V-образной сварочной дугой.
Способ реализуется следующим образом. Сварочные проволоки 1 одинакового диаметра подключают к общему полюсу источника тока 2 через единый контактный наконечник 3 и подают в зону плавления подающими роликами 4 из кассет 5 параллельно друг другу одновременно с одинаковыми скоростями Vп (фиг .1). Проволоки располагают в плоскости перпендикулярной направлению наплавки Vн. Расстояние b между осями проволок устанавливают согласно зависимости b = 5 × d, исходя из диаметра проволоки. Устанавливают величину сварочного тока согласно формуле: I = 189·d – 7·d2, а требуемое напряжение на сварочной дуге определяют по зависимости Uд = 20 + 3·d. Возникающая V-образная сварочная дуга 6 между проволоками 1 и изделием 7 расплавляет проволоки 1 одновременно. В момент образования общей капли формируется короткая дуга, что стабилизирует процесс ее существования. На торцах проволок 1 формируются капли 8 расплавленного металла. В результате действия электромагнитных сил, капли 8 притягиваются навстречу друг другу, образуя между их осями угол. По мере расплавления проволок 1, капли 8 увеличиваются в объёме и зазор между ними сокращается. В момент соприкосновения обеих капель образуется общая капля электродного металла 9 (фиг. 2). Под действием силы тяжести общая капля 9 отделяется от торцов сварочных проволок и переходит в сварочную ванну 10 без разбрызгивания электродного металла (фиг. 3). В результате формируется валик наплавленного металла 11, который характеризуется минимальным проплавлением основного металла 12, близким к прямолинейному профилем проплавления 13, а также небольшой долей участия основного металла в наплавленном (23-28 масс.%).
Пример.
Проводилась наплавка в смеси защитных газов Ar+CO2 (82 об.%:18 об.%) на плоскую поверхность заготовки из стали марки 09Г2С. Длина заготовки – 1000 мм, ширина – 300 мм, требуемая высота наплавленного слоя 5 мм. Наплавка производилась с применением сварочного трактора ESAB A6 Mastertrac, снабженного приспособлением для возможности ведения наплавки в защитных газах. Две сварочные проволоки марки 08Х18Н10Т диаметром 2 мм располагали в плоскости перпендикулярной направлению наплавки, вылет сварочных проволок был установлен 25 мм. Каждая проволока подключалась к общему положительному полюсу источника тока через единый контактный наконечник, их подавали в зону плавления подающими роликами параллельно друг другу одновременно с одинаковыми скоростями. Возникающая V-образная сварочная дуга между проволоками и изделием расплавляла одновременно проволоки. На торцах проволок формировались капли расплавленного металла. В результате действия электромагнитных сил, капли притягивались навстречу друг другу, образуя между их осями угол. По мере расплавления проволок, капли увеличивались в объёме и зазор между ними сокращался. В момент соприкосновения обеих капель образовывалась общая капля электродного металла, после чего формировалась короткая дуга. Под действием силы тяжести общая капля отделялась от торцов сварочных проволок и переходила в сварочную ванну без разбрызгивания электродного металла. В результате сформировался наплавленный металл, который характеризуется минимальным проплавлением основного металла, небольшой долей участия основного металла в наплавленном ɤо = 26 % (фиг. 6). После наплавки всей поверхности заготовки первым слоем, проводили наплавку второго для достижения требуемого химического состава наплавленного металла.
С помощью высокоскоростной видеосъёмки были получены кадры процесса формирования общей капли на двух сварочных проволоках в среде защитных газов (фиг. 4). Процесс каплепереноса обладает стабильной повторяемостью, без существенного разброса значений частоты отделения общей капли. Этот факт подтверждают полученные с помощью аналогово-цифрового преобразователя ЛА-20USB осциллограммы напряжения на сварочной дуге и силы тока (фиг. 5). Отсутствие брызг электродного металла, наплывов, подрезов на внешней поверхности валика наплавленного металла свидетельствует о его качественном формировании (фиг. 7).
В таблице приведены примеры реализации способа для различных диаметров сварочных проволок из коррозионно-стойкой стали (08Х18Н10Т) и по способу, являющимся прототипом. Примерам № 1, 3, 4, 6, 7, 9 – соответствуют не оптимальные параметры режимов, а примеры № 2, 5, 8 – иллюстрируют примеры, параметры режимов которых соответствуют заявляемому техническому результату.
Из приведенных в таблице сравнительных данных предлагаемого способа электродуговой наплавки и способа наплавки, выбранного прототипом, следует, что заявленный способ характеризуется стабильным переносом капель электродного металла в сварочной дуге, позволяет получать наплавленный металл с меньшей долей участия основного металла (до 28 масс.%) и профиль проплавления близкий к прямолинейному. В результате во втором слое наплавленного металла содержание хрома и никеля достигает значений, максимально соответствующих номинальным значениям этих элементов в сварочной проволоке.
Таблица.
дуге, Uд, В
проплавления
прямолинейному
прямолинейному
прямолинейному
* доля участия основного металла в металле наплавленного валика ɤо = (Fo /(Fн + Fo)) × 100 %;
** во втором слое наплавленного металла при использовании сварочной проволоки Св-08Х18Н10Т.
Таким образом, способ дуговой наплавки в среде защитных газов аргона и углекислого газа, взятых в соотношении 82 об.%:18 об.%, двумя сварочными проволоками диаметром 1,2 - 2,5 мм, расположенными на межосевом расстоянии друг от друга, пятикратно превышающем их диаметр, перпендикулярно направлению наплавки и имеющими общий токоподвод, подключённый к положительному полюсу источника сварочного тока, при силе сварочного тока, определяемой по формуле: I = 189·d – 7·d2, и напряжении на сварочной дуге, определяемом по формуле: Uд = 20 + 3·d, позволяет обеспечить заданный химический состав коррозионно-стойкого многослойного металла за меньшее количество проходов, вследствие малой доли участия основного метала в наплавленном, а также позволяет использовать преимущества оборудования для высокопроизводительной автоматической наплавки в защитных газах изделий с небольшой толщиной стенки, без необходимости наложения на сварочную дугу импульсов тока. Это позволяет контролировать и управлять химическим составом наплавленного металла, то есть обеспечивает возможность получения материала с заданными технологическими характеристиками, определяемыми областью его использования и специфическими для каждого химического состава.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой автоматической наплавки плавящимся электродом в инертном газе | 2022 |
|
RU2778341C1 |
| Способ дуговой механизированной двухэлектродной сварки | 2016 |
|
RU2639586C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2021 |
|
RU2772563C1 |
| Способ автоматической наплавки в инертном газе комбинацией дуг | 2022 |
|
RU2798645C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ И СВАРКИ С КОМБИНИРОВАННОЙ ГАЗОВОЙ ЗАЩИТОЙ | 2006 |
|
RU2319584C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2648618C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОБ НАПЛАВЛЯЕМОГО МЕТАЛЛА | 2018 |
|
RU2710145C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЛЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ С ЗАЗОРОМ | 2004 |
|
RU2262423C1 |
Изобретение относится к автоматизированной дуговой наплавке в среде защитных газов двумя проволоками сплошного сечения и может использоваться при производстве нефтехимического оборудования в технологических операциях по плакированию изделий коррозионно-стойкими слоями металла. Осуществляют двухэлектродную дуговую наплавку в среде защитных газов аргона и углекислого газа, взятых в соотношении 82:18 об.%. Используют две сварочные проволоки диаметром 1,2-2,5 мм, расположенные перпендикулярно направлению наплавки и имеющие общий токоподвод, подключённый к положительному полюсу источника сварочного тока. Межосевое расстоянии друг от друга пятикратно превышает диаметр проволоки. Силу сварочного тока определяют по формуле: I = 189d – 7d2, а напряжение на сварочной дуге – по формуле: Uд = 20 + 3d. За счет образования стабильной и общей для двух сварочных проволок сварочной дуги способ обеспечивает получение минимального проплавления основного металла, уменьшение перемешивания и получение требуемого химического состава наплавленного металла за меньшее количество проходов. 7 ил., 1 табл., 1 пр.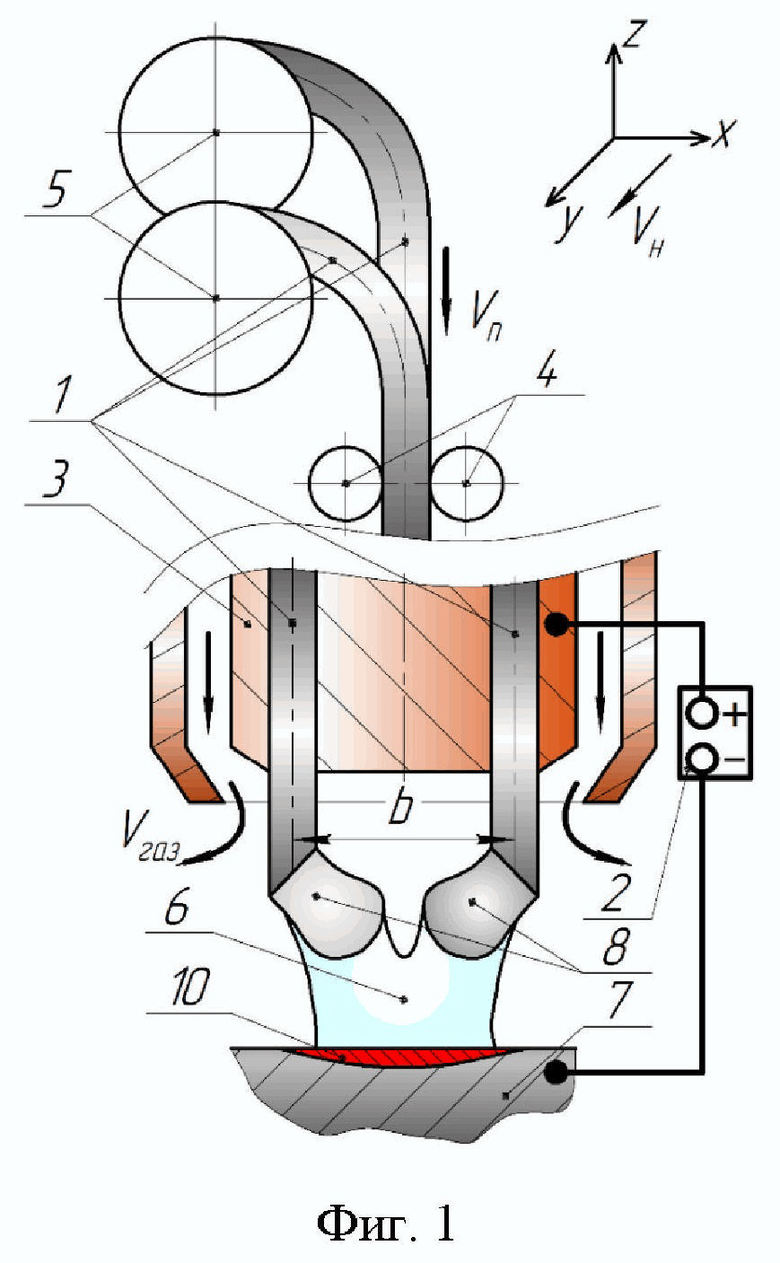
Способ двухэлектродной дуговой наплавки в среде защитных газов двумя сварочными проволоками, расположенными перпендикулярно направлению наплавки и имеющими общий токоподвод, подключённый к положительному полюсу источника сварочного тока, отличающийся тем, что используют сварочные проволоки одинакового диаметра d, составляющего 1,2-2,5 мм, которые располагают на межосевом расстоянии друг от друга, пятикратно превышающем их диаметр, а дуговую наплавку осуществляют в смеси защитных газов аргона и углекислого газа, взятых в соотношении 82:18 об.%, при этом силу сварочного тока определяют по формуле: I = 189d – 7d2 с допуском +/-5А, а напряжение на сварочной дуге определяют по формуле: Uд = 20 + 3·d.
| АКУЛОВ А.И | |||
| и др | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ДУГОВОЙ ДВУХСЛОЙНОЙ НАПЛАВКИ | 1999 |
|
RU2159171C1 |
| СПОСОБ МНОГОЭЛЕКТРОДНОЙ НАПЛАВКИ | 1972 |
|
SU419334A1 |
| UA 56148 U, 10.01.2011 | |||
| JP 3081070 A1, 05.04.1991. | |||

