| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отбора проб жидкого чугуна | 1989 |
|
SU1765745A1 |
| УСТРОЙСТВО ДЛЯ ОТБОРА ПРОБЫ ЖИДКОГО МЕТАЛЛА | 1973 |
|
SU429307A1 |
| УСТРОЙСТВО ДЛЯ ОТБОРА ПРОБЫ ЖИДКОГО МЕТАЛЛА | 1996 |
|
RU2122194C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАЗЛИЧНОЙ СТРУКТУРЫ МЕТАЛЛИЧЕСКОЙ МАТРИЦЫ В ЗАГОТОВКАХ ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ ИЗ ЛИТОГО СОСТОЯНИЯ | 2000 |
|
RU2196835C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ПОЛОВИНЧАТОГО ЧУГУНА С АУСТЕНИТНО-БЕЙНИТНОЙ СТРУКТУРОЙ | 2003 |
|
RU2250268C1 |
| Способ определения технологической температуры плавления шихты при индукционной наплавке | 2019 |
|
RU2714522C1 |
| Способ контроля жидкого металла | 1982 |
|
SU1109642A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО РАСПЛАВА | 2010 |
|
RU2445187C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ РАСПЛАВОВ СТАЛИ С ОДНОВРЕМЕННЫМ ОТБОРОМ ПРОБЫ | 2017 |
|
RU2672646C1 |
| Пробоотборник жидкого металла | 1979 |
|
SU859857A1 |

ПРИСПОСОБЛЕНИЕ ДЛЯ ОТБОРА И БЫСТРОГО ЗАМОРАЖИВАНИЯ ПРОБ ЖИДКОГО .МЕТАЛЛА, включающее ампулу из кварце.вого стекла с двумя пережимами, имеющую с одного конца соединительный, а с другого легкоплавкий наконечники .и цилиндрический холодильник, расположенный между пережимами, отличающееся тем, целью увеличения чувствительности путем повышения однородности закалочной структуры,на торцах холодильника выполнены лежащие во взаимно перпендикулярных плоскостях пазы глубиной 0,55-0,6 высоты холодильника и шириной 0,05-0,3 его диаметра.
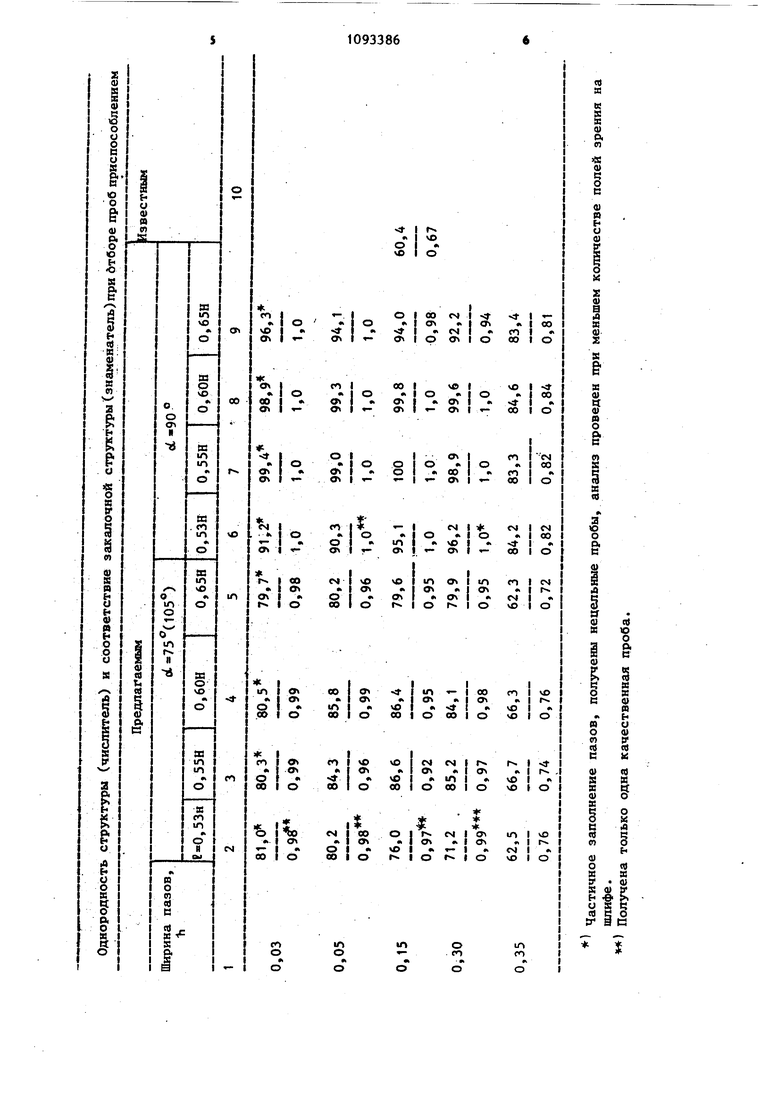
Изобретение относится к литейному производству, а более конкретно к устройствам и приспособлениям для отбора проб жидкого металла и их зам раживания. Известно устройство для отбора проб расплавленного металла, включаю щее аипупу ,из кварцевого стекла с пережимом, разделяющим ампулу на две камеры, в верхней камере выполнено отверстие, закрытое Медной фольгой, а в нижней расположен медный холодил ник, ампула крепится на держателе t Основным недостатком устройства является то, что оно не обеспечивает высоких скоростей затвердевания и ох лаждения образцов, в результате чего в пробе проявляются различные структ ры, от закалочных до равновесных. По тому данное устройство не дает жела- емых результатов при отборе закапоч ных проб из сплавов чувствительных к скоростям охлаждения, например из чугуна. Наиболее близким к изобретению по технической сущности и достигаемому результату является приспособление для отбора и быстрого замораживания проб включа1(щее ампулу из кварцевого стекла с двумя пережимами, имекщую с одного конца соединительный, а с другого легкоплавкий наконечники и цилиндрический холодильник, расположенный между пережимами. Из ампулы откачки воздуха при погружении ее в жидкий металл легкоплавкий наконечник расплавляется, и металл вдав ливается атмосферным давлением в ампу ДУ 123. Недостатком известного приспособления является то, что отбираеьвле с его помощью закалочные пробы имеют дифференцированную структуру. Первые порции жидкого металла, соприкасаясь е нижней торцовой поверхностью цилинд ра-холодильника, кристаллизуются с наибольшей скоростью. Кристаллиэагщя последующих порций металла протекает с меньшей скоростью, постепенно умень шающейся в Направлении массы жидкого металла. Дифференцированная структура пробы приводит к неизбежнЕл 1 субъектив ным ошибкам при металлографическом анализе, поскольку исследователю приходится решать (с учетом имекщегося опыта работы), где находится грайица между закалочной структурой и структурой металла, закристаллизовавшегося с относительно малыми скоростями. Погрешности анализа (например, при исследовании избирательной кристаллизации фаз) могут быть столь велики, что приводят к ошибочным выводам. Последнее обстоятельство отчетливо проявляется при исследовании ускоренной кристаллизации модифицированных и немодифицированных чугунов. Целью изобретения является увеличение чувствительности путем повышения однородности закалочной структуры. Поставленная цель достигается тем, что в приспособлении, включающем ампулу из кварцевого стекла с двумя пережимами, имекнцую с одного конца соединительный, а с другого легкоплавкий наконечники и цилиндрический холодильник, расположенный между пережимами, на торцах холодильника выполнены лежааще во взаимно перпендикулярных плоскостях пазы глубиной 0,55-0,6 высоты холодильника и шириной 0,05-0,3 его диаметра. На фиг.1 представлено приспособление для отбора и быстрого замораживания проб, продольное сечение, на .2 - цилиндрический холодильник, аксонометрическая проекция. Приспособление состоит из ампулы 1кварцевого стекла, запаянной под вакуумом в зоне 2. Нижний конец j, ампулы снабжен легкоплавким наконечником 3 из стекла пирекс. Пережш 4 и 5 разделяют ампулы на нижнкно 6 и верхнюю 7 камеры. Камера 7 сверху ; переходит в соединительный наконечник 8, служащий для откачки воздуха из ампулы перед ее запайкой в зоне 2и крепления ампулы к держателю. Цилиндр-холодильник 9 размещен в средней камере 10, образованной пережимами 4 и 5. Цилиндрический холодильник имеет длину Н, диаметр J) длину прорезей В , ширину прорезей fc прорези ориентированны друг к другу под углом oi. Приспособление работает следукщим образом. Ампулу 1 погружают в перегретый расплав металла. При этом легкоплавкий колпачок 3 расплавляется, обеспечивая проникновение металла в нижнюю камеру 6 и далее в пазы цилиндрахолодильника 9. Величина зазора между стенками ампулы и холодильником на порядок меньше толщины пазов и жи котекучесть расплава является недостаточной для проникновения его в зазор. В результате ускоренного тепдоотвода в углу, образованном стенкой ампулы и торцовой частью цилиндрахолодильника, расплав у входа в коль цевой зазор практически мгновенно затвердевает и герметизирует его, и оставшаяся часть расплава заполняе полость пазов. Жидкий металл, находясь в контакте с половинками цилиндра-холодильника, лежащими по обе стороны пазов, кристаллизуется практически мгновенно вследствие несоизмеримости масс жидкого металла и половинок холодильника, а также вследствие суммирования скоростей продвижения фронтов кристаллизации от поверхностей пазов навстречу дру другу. Важной при этом является ши рина выполняемых пазов. При ширине паза менее 0,05 диаметра цилиндрахолодильника проникновение жидкого металла в него затруднено из-за быстрой кристаллизации. Металл крис таллизуется быстрее, чем заполняет все пространство в пазах, пробы получаются нецельными. При ширине пазов более 0,3 диаметра цилиндра-холодильника начинает проявляться неравномерность кристаллизации исслед мого металла в поперечном сечении проб. Например, в осевой зоне диспе ность структурных составляющих снижается. Глубина пазов выполнена таким образом, чтобы жидкий металл мог пр никать из первого (по ходу заполнения) паза во второй. При этом глуби на пазов менее 0,55 длины цилиндрахолодильника не обеспечивает достаточную их сообщаемость. Увеличение же глубины пазов сверх 0,6 длины ци линдра-холодильника приводит к тепловому взаимодействию проб в зоне соединения пазов. В результате здес проявляются структуры с меньшей дис персностью структурных составлякщих чем у основной массы проб. Аналогич ньй эффект наблюдается, если пазы выполнять в плоскостях, отличных от в взаимно перпендикулярных, т.е. вьтолненных пересеканмцимися не под углом .В этом случае существенно увеличивается площадь контакта двух проб и, следовательно, их тепловое взаимодействие. Два плоских образца металла, затвердевшего во взаимно перпендикулярных пазах цилиндрахолодильника, в результате усадки металла в твердом состоянии отделяются от стенок пазов и легко извлекаются из них, например, лабораторньпн пинцетом. Пример. В идентичных условиях проведены сравнительные испытания предлагаемого и известного приспособлений . Отбирают пробы модифицированного чугуна следующего состава,%: 4,6 С, 2,69Si ; о,27мп; 0,155 ; 0,023 р; 0, 0,96Ni , Чугун плавят и перегревают в индукционной печи до 1500°С. Приспособления с холодильниками, изготовленными из меди с пазами различных размеров и без них, термостатируют при в течение 6ч, а затем используют для отбора закалочных проб. Из отобранных проб изготавливают металлографические шлифы, которые исследуют на микроскопе МИМпри увеличении х500 в 50 полях зрения на каждом шлифе.Оценивают однородность структуры пробы и ее соответствие закалочной структуре. Пробу с достоверной закалочной структурой получают путем закалки из жидкого состояния мелкой ( 1,0 мм) капли ис-; следуемого чугуна в воде. Однородность структуры пробы оценивают (в %) по площади, занятой на шлифе закалочной структурой. Соответствие пробы закалочной структуре оценивают по отношению средних размеров шаро.видного графита в достоверной закалочной пробе и его средним размерам в исследуемых пробах. Результаты эксперимента приведены в таблицеt Как видно из таблицы все полученные с помощью холодильника с прорезя .ми пробы отличаются от проб, отобран ных известным приспособлением, более высокой степенью однородности структуры (соответственно 62,5-100% и 60,4%) и большим соответствием за капочной структуре (соответственно 0,72-1,0 и 0,67). При этом, однако различные размеры пазов дают неодинаковые результаты. Так при выполнении пазов в плоскостях, отличных от взаимно перпендикулярных (графы 3-6 () отчетливо проявляется тепловое взаимовлияние проб. В частности, однородность структуры не превышает 86,6%, а соответствие закалочной структуры незначительно для данных исследований и находится в пределах 0,72-0,99. Причем верхний предел соответствует малым значениям ширины паза/Ь (строки 1-4 (0,03-0,3)D , а при ширине пазов более 0,3 Т) соответствие закалочной структуре не превьш1ает 0,76. При выполнении пазов во взаимноперпендикулярных плоскостях однородность структуры проб увеличивается. Минимальное ее значение возрастает до 83,3% при ширине паза более 0,3. В остальных случаях однородность структуры еще выше и колеблется в пределах 92,2-100%. Ширина паза ока зывает существенное влияние и на дисперсность графита. Так, если при выбранных пределах ширины паза (0,0 0,3)D соответствие закалочной стру ,туре составляет 0,99-1,0, то при 1 6 8 ,,35D соответствие закалочной структуре резко снижается до 0,81-0,84. Особо следует отметить результаты зкспериментов, в которых используют цилиндры-холодильники с шириной паза меньшей 0,05D (строка 1) и глубиной паза меньшей 0,55 Н (графы 3 и 7). В этих зкспериментах несмотря на относительно большие значения однородности структуры проб и высокое соответствие закалочной структуре, результаты нельзя признать удовлетворительными, так как получают либо одну пробу, либо две, но не цельные. При этом количество анализируемых полей зрения на каждом шлифе приходится уменьшать до 27-22 и даже 15, что отрицательно влияет на точность исследований. Увеличение глубины паза сверх 0,6 Н также отрицательно влияет на оцениваемые .показатели. Во всех случаях при ,65 Н однородность структуры снижается и, главньм образом, при больших значениях толщины паза. На основании результатов экспериментов выбраны параметры пазов холодильника. Предлагаемое приспособление для отбора и быстрого замораживания проб позволит повысить точность иссле- . дований, проводимых с целью совершенствования составов модифицированных и кемодифицированных сплавов, применяемых при отливке деталей ответственного назначения.
Фиг 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ОТБОРА ПРОБЫ ЖИДКОГО МЕТАЛЛА | 1973 |
|
SU429307A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Резистор | 1988 |
|
SU1582208A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
