Изобретение относится к металлообработке и может быть использовано при обработке отверстий и фрезерной обработке.
Известен режущий инструмент, режущий элемент которого выполнен в виде винтовой конической пружины с передними и задними углами 1.
Недостатком известного инструмента является то, что в работе участвует вся режущая кромка, выполненная на боковой грани режущего элемента, что приводит к снижению долговечности инструмента.
Целью изобретения является повыщение долговечности инструмента.
Поставленная цель достигается тем, что в режущем инструменте, содержащем корпус, механизм крепления и ленточный винтовой режущий элемент, последний выполнен в виде цилиндрической пружины, содержащей режущую кромку на торце и скос на боковой поверхности по всей ее длине, взаимодействующей со скосом установленного на корпусе кулачка, которым снабжен инструмент.
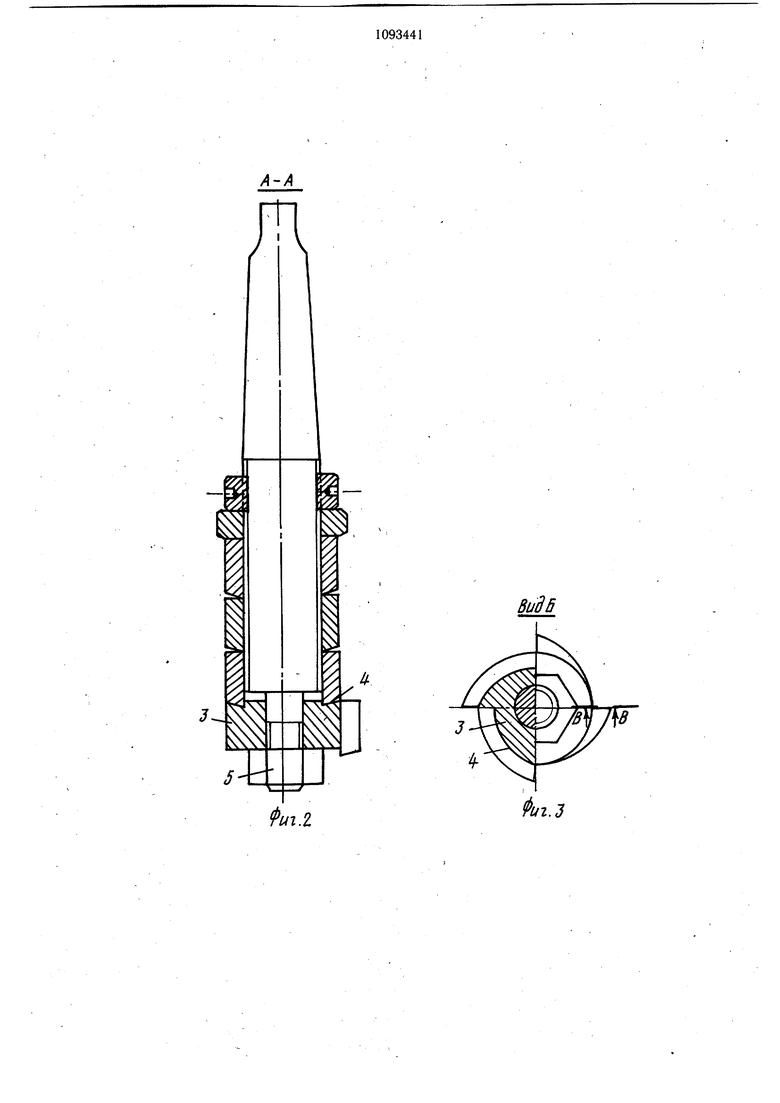
На фиг. 1 представлен режущий инструмент, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 3; ;на фиг. 5 - вариант исполнения инструмента.
Режущий инструмент состоит из корпуса 1, на наружной цилиндрической поверхности которого расположено несколько винтовых режущих элементов 2, рабочей частью навинченных на кулачок 3, имеющий плавно поднимающиеся по диаметру винтовые канавки 4, которые поджимаются гайкой 5. С противоположной стороны режущие винтовые элементы 2 подпираются торцовым кулачком 6 с помощью гайки 7. Боковая поверхность каждого винтового режущего элемента образована прямым участком 8, служащим для опоры одного режущего элемента на другой при зажиме, и скошенным участком 9 для образования заборной части инструмента, одновременно .служащим для фиксации и зажима. При больщих режимах резания на корпусе 1 выполняется многозаходная винтовая канавка, количество заходов и параметры которой, равны количеству и параметрам винтовых режущих элементов. Винтовая канавка образует винтовые выступы 10, служащие для восприятия осевых нагрузок и препятствующие деформации винтовых режущих элементов 2. Промежутки, получаемые торцом и боковой поверхностью рабочих концов двух соседних винтовых режущих элементов, образуют стружечную канавку П.
Для настройки инструмента на заданный размер или для смены изношенного участка необходимо отпустить гайки 5 и 7, а затем, придерживая кулачок 3 и вращая по ходу винтовых режущих элементов 2 торцовый кулачок 6, добиться выдвижения режущих элементов по плавно поднимающей-ся винтовой канавке 4 кулачка 3 на необходимую величину, после чегозатянуть гайки 5 и 7 до предела. Инструмент затачивается по передней поверхности.
Применение инструмента позволит значительно увеличить долговечность, сократить номенклатуру и время на замену изношенного участка, просто восстанавливать наружный диаметр, снизить расход режущего материала.
Buds
в-в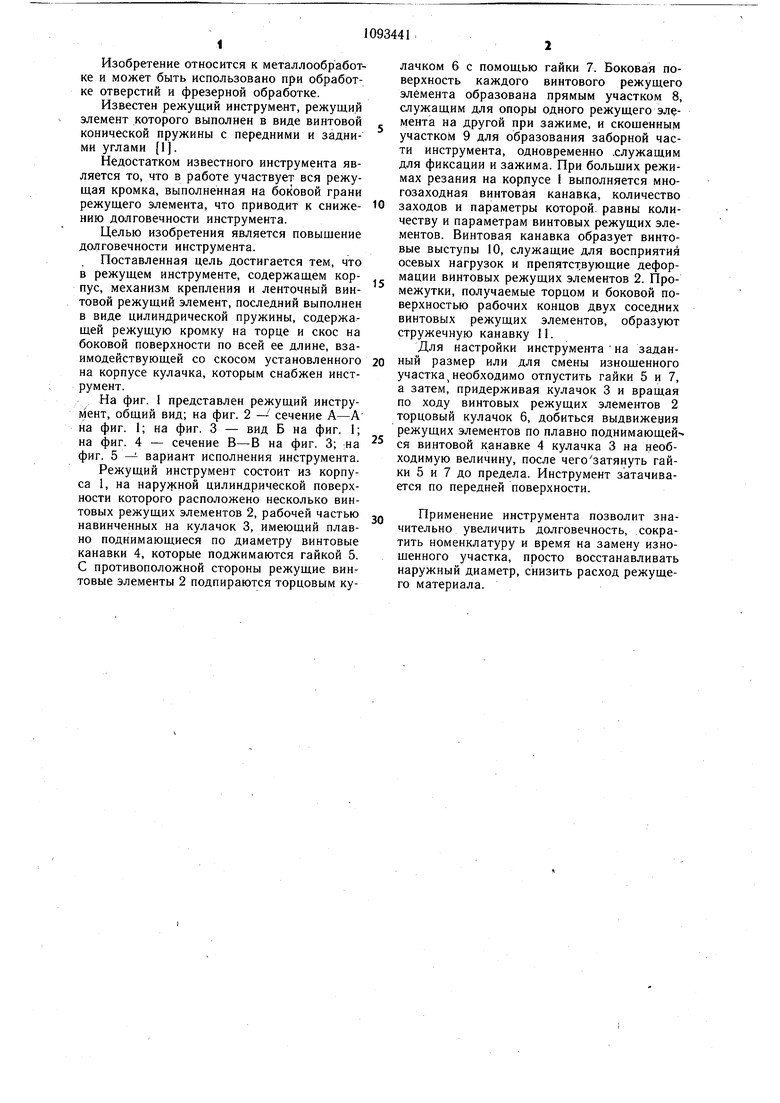
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный метчик | 1987 |
|
SU1465190A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| ПАТРОН ДЛЯ ЗАЖИМА ИНСТРУМЕНТА | 1996 |
|
RU2144448C1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| СБОРНАЯ КОНЦЕВАЯ ФРЕЗА | 2014 |
|
RU2573858C1 |
| Автомат для резки труб | 1990 |
|
SU1791079A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2147495C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН | 1972 |
|
SU425709A1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
РЕЖУЩИЙ ИНСТРУМЕНТ, содержащий корпус, ленточный винтовой режущий элемент, механизм крепления, отличающийся тем, что, с целью повышения долговечности инструмента, режущий элемент выполнен с режущей кромкой на торце и скосом на боковой поверхности по всей ее длине, взаимодействующим со скосом установленного на корпусе кулачка, которым снабжен инструмент. (Л со со 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления протяжки | 1977 |
|
SU629019A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
