Изобретение относится к электрофизическим и электрохимическим методам обработки и, в частности, касается способа защиты необрабатываемых поверхностей при электрохимической обработке мелкомодульных шестерен. Известен способ защиты токонесущих элементов из титановых сплавов при з-лектрохимической обработке, за ключающийся в пассивации токонесущи элементов из титановых сплавов, которые подвергуют не менее чем трехкратному воздействию постоянного то ка плотностью 0,1-0,5 А/см в среде зашломпенного до.10-15% по объему электролита в течение 0,5-20 мин и последовательным чередованием с задержкой до полного осушения от электролита tI Однако этот способ не обеспечивает сохранение точности размеров обрабатываемой детали, особенно мелкомодульной шестерни. Кроме того,этим способом можно защищать необрабатываемые поверхности детали только из титановых сплавов, Целью изобретения является сохранение точности размеров при электрохимической обработке мелкомодульных шестерен. Поставленная цель достигается тем что согласно способу защиты необраба тываемых участков детали при электро химической обработке в проточном электролите с наполнителем, включающему создание пассивирующей пленки, пассивирующую пленку создают подачей напряжения З-А В в течение 1-2 с, за тем при напряжении- 12-18 В ведут электрохимическую обработку в течение 2-6 с, причем между зубьями шеетерни создают застойную зону, а в качестве наполнителя используют химически нейтральный нетокопроводящий мелкодисперсный материал, образукиций в электролите взвесь, например, формовочную смесь П-0063-30 ГОСТ 2138-7 На чертеже представлена схема устройства для реализации способа. Схема содержит электрод-инструм,ент 1, обрабатываемую деталь - мелкомодульную шестерню 2, крьш1ку 3,слу жащую для создания застойной зоны электролита, оправку 4 для снятия заусенцев с мелкомодульных шестерен распределительную камеру 5 рдя подачи электролита в зону обработки, бак 6 для электролита с наполнителем источник 7 питания, втулку 8 из изоляционного материала с выступами 9, в которую запрессована крьшпса 3с таким расчетом, чтобы обеспечить ее надежный контакт с обрабатываемой .деталью 2, причем высоту выступа 9 берут равной толщине обрабатываемой шестерни. Диаметр изоляционной втулки 8 берут на 8-10 мм больше диаметра мелкомодульной шестерни 2. Способ осуществляют на станках типа C3XO-90I, УЭСЗ-901 следующим образом, В бак для электролита 6 добавляют 0,5-1% токонепроводящего химически нейтрального мелкодисперсного наполнителя, например, формовочную смесь П-0063-30 по ГОСТу 2138-74, На мелкомодульную шестерню 2 надевают крышку 3 и включают подачу электролита и источник 7 питания. Первоначально в течение 1-2 с обработку ведут при напряжении 3-4 В, При этом происходит пассивация детали, после чего ведут электрохимическую обработку при напряжении 12-18 В в течение 2-6 с. Поток электролита, идущий вдоль обрабатываемой поверхности шестерни.2,/ снимает с нее пассивирующую пленку, происходит электрохимическая обработка этой поверхности шестерни, Между зубьями мелкомодульной шестерни 2 и выступом 9 втулки 8 скорость электролита снижается в 23 раза, т.е. образуется застойная зона, и происходит оседание наполнителя электролита. Это обеспечивает сохранение пассивирующей пленки между зубьями мелкомодульной шестерни, что защищает зубья от растравливания. Пример I, Обрабатывают мелко модульную шестерню из дюраля Д16-АТ с модулем ,4, размер по роликам ,496 - 0,04о Напряжение пассивации 3 В; время пассивации 1 с; напряжение рабочее 12 В; время обработки 5 с; скорость прокачки электролита в зазоре 5 M/CJ меяс&лектродный зазор МЭЗ 0,4 ММ} электролит 10% , 0,5% NaNOj, 2% NaCl, 0,5% наполнитель; остальное вода, П р и м е р 2о Обрабатывают мелкомрдульную шестерню из дюрали Д-16Т с модулем m 0,3, размер по роликам М 15,911 ,31 Режим обработки тот же, что в примере I о
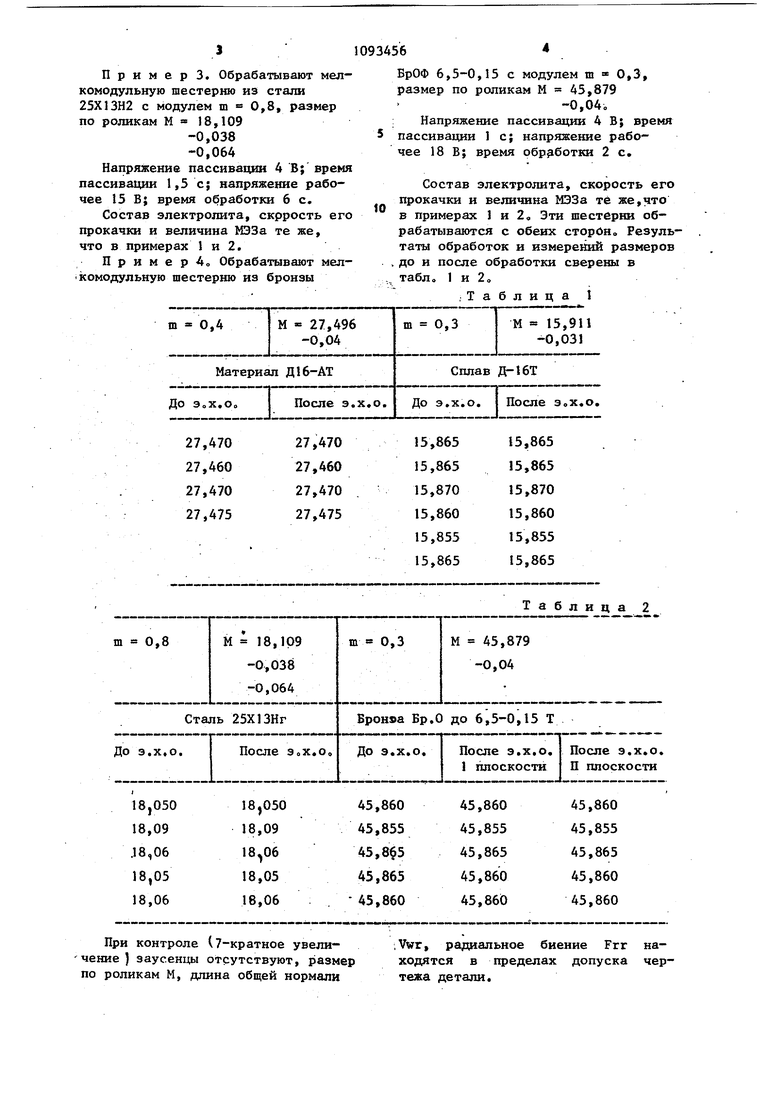
Пример 3, Обрабатывают мелкомодульную шестерню из стали 25X1ЗН2 с модулем m 0,8, размер по роликам М 18,109 -0,038 -0,064
Напряжение пассивации 4 В; время пассивации 1,5 с; напряжение рабочее 15 В; время обработки 6 с.
Состав электролита, скррость его прокачки и величина ЮЗа те же, что в примерах 1 и 2.
П р и м е р 4, Обрабатывают мепкомодульную шестерню из бронзы
ВрОФ 6,5-0,15 с модулем m « 0,3, размер по роликам М 45,879
-0,04о
: Напряжение пассивации 4В; время 5 пассивации 1 с; напряжение рабочее 18 В; время обработки 2 с.
Состав электролита, скорость его прокачки и величина ЮЗа те же,что в примерах 1 и 2, Эти шестерни обрабатываются с обеих сторон Результаты обработок и измерений размеров до и после обработки сверены в табл, 1 и 2о
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФИНИШНОГО ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТИ ГАЛЕВ ТКАЦКИХ СТАНКОВ | 2000 |
|
RU2201851C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2188103C1 |
| Способ размерной электрохимической обработки | 1982 |
|
SU1085728A1 |
| Устройство для электролитической обработки металлических образцов для электронныхмикроскопов | 1983 |
|
SU1131255A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |
| Устройство для электрохимической обработки | 1977 |
|
SU643268A1 |
| Электролит для электрохимическойОбРАбОТКи | 1978 |
|
SU833421A1 |
| Электролит для размерной электрохимической обработки титана и его сплавов | 1980 |
|
SU984787A1 |
| Способ размерной электрохимической обработки | 1976 |
|
SU621520A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА | 2018 |
|
RU2693235C1 |
СПОСОБ ЗАЩИШ НЕОБРАБАТЫВАЕМЫХ УЧАСТКОВ ДЕТАЛИ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ в проточном . электролите с наполнителем, включающий создание пассивирующей пленки. отличающийсЯ тем, что, с целью сохранения точности размеров при обработке мелкомодульных шестерен, пассивирующую пленку создают подачей напряжения 3-4 Б в течение 1-2 с, затем при напряжении 12-18 Б ведут процесс электрохимической обработки в течение 2-6 с, причем между зубьями шестерни создают застойную зону, а в качестве наполнителя используют химически нейтральный нетокопроводящий мелкодисперсный материал типа формовочной смеси n-0063-ЗО Гост 2138-74 (Л со 00 4: СЛ о: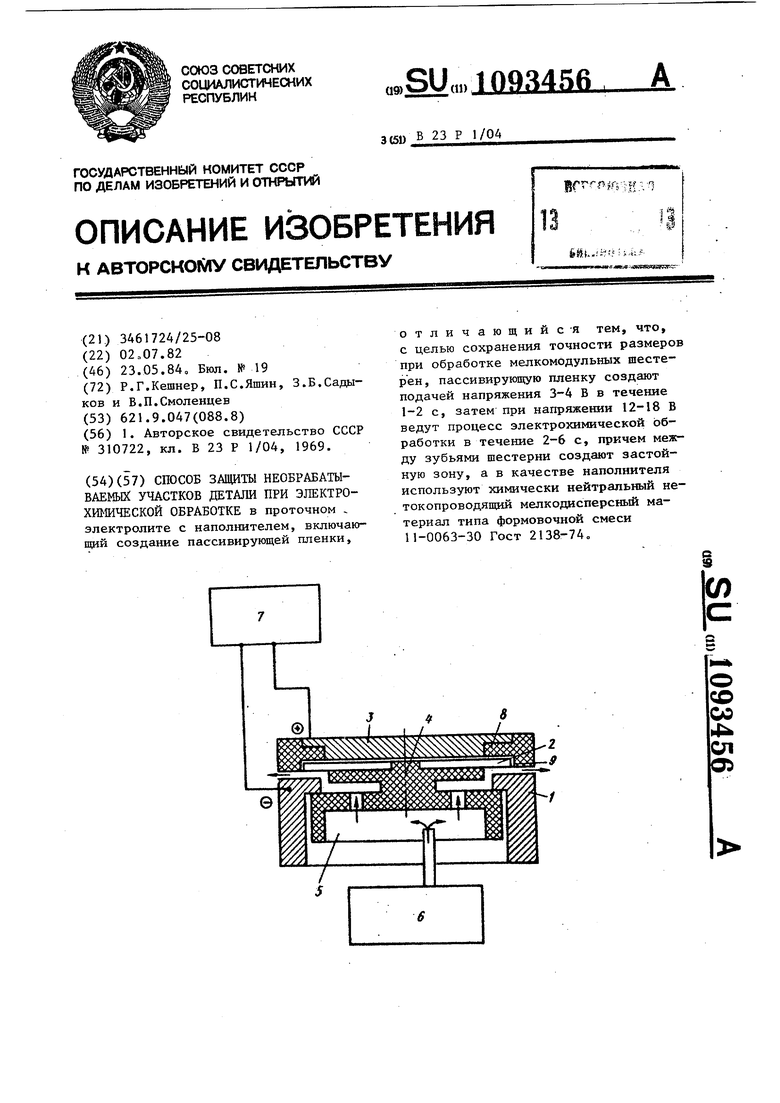
При контроле (7-кратное увеличение ) заусенцы отсутствуют, размер по роликам М, длина общей нормали
,Vwr, радиальное биение Frr находятся в пределах допуска чертежа детали.
51993А566
Использование предлагаемого спо-существукщими способами сохранение
соба защиты иеобрабатываемык участг точности размеров мелкомодульных шесков детали при э.х.о. мелкомодульныхтерен, особенно при обработке более
шестерен обеспечивает по сравнению стонких шестерен толщины до 0,3-0,4 мм.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ДЕТАЛЕЙ ИЗ РАБОЧЕЙ ЗОНЫ ПРЕССА | 0 |
|
SU310722A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
