Изобретение относится к высокоточной электрохимической обработке легкопассивирующихся сплавов, преимущественно титановых, на поверхности которых при электрохимическом воздействии образуется пассивирующая токонепроводящая окисная пленка.
Известны традиционные способы электрохимической обработки (ЭХО) деталей из титановых сплавов в проточных активных электролитах, в которых, например, для снижения энергоемкости процесса оптимизируют плотность тока путем регулирования и последующей стабилизации напряжения (а.с. СССР 716763, кл. В 23 Н 3/02, бюл. 7, 1980г.).
Общий недостаток этих способов - низкая точность копирования формы электрода-инструмента (ЭИ) в силу необходимости работать на относительно больших значениях межэлектродного зазора (МЭЗ) для его прокачки электролитом.
Известен также способ ЭХО титановых сплавов в активных электролитах, при котором для улучшения технологических показателей обработку ведут импульсным током с увеличивающейся частотой (а.с. СССР 655494, кл. В 23 Н 3/02, бюл. 13, 1979г).
Недостатком этого способа является необходимость использования очень активных электролитов на основе хлористого натрия и бромистого калия с повышенными значениями импульсного технологического напряжения для депассивации образующейся окисной пленки. А это влечет за собой усиленное растравливание поверхности (низкая локализация процесса) и, как следствие, низкую точность копирования ЭИ. Кроме того, способ испытан в лабораторных условиях, и нет никаких указаний, как контролировать текущий МЭЗ для использования способа в промышленности.
Известен прием ("Электронная обработка материалов", изд. "Штиинца", 1980 г. , 6, с. 8-10), позволяющий снизить рабочее напряжение при ЭХО титановых сплавов. В нем используют короткие активирующие импульсы, энергии которых достаточно для депассивации поверхности, а основной съем металла производится постоянной составляющей с пониженным до 4 В напряжением.
Как и в предыдущем способе, здесь отсутствует физический параметр, позволяющий хотя бы косвенно контролировать текущую величину МЭЗ, что затрудняет ведение процесса из-за невозможности выбора скорости подачи ЭИ и тем самым осуществлять промышленную реализацию способа.
Такой анализ возможностей известных способов и стоящие задачи повышения технологических показателей ЭХО титановых сплавов указывают на необходимость обратиться к большой группе способов размерной ЭХО, основанных на вибрации ЭИ и синхронной подаче импульсов технологического напряжения в моменты минимальных значений МЭЗ. Эти способы широко реализованы для ЭХО штамповых и инструментальных сталей на серийно выпускаемом оборудовании и представляют интерес с точки зрения перспектив их использования и для размерной ЭХО титановых сплавов.
Наиболее близким аналогом по совокупности используемых приемов и факторов воздействия на процесс является способ размерной ЭХО с прокачкой электролита, с использованием импульсного источника питания с крутопадающей вольтамперной характеристикой, с вибрацией ЭИ и синхронной подачей импульсов напряжения (а.с. СССР 717847, кл. В 23 Н 3/02, 1981г). В этом способе контролируют текущее значение импульса напряжения, выделяя импульсы напряжения на различных участках фазы сближения и разведения электродов. В зависимости от этого текущего значения напряжения в импульсах осуществляют воздействие на процесс, изменяя один или несколько параметров, например давление электролита на входе в зазор, скорость подачи ЭИ и т.д.
К недостаткам этого способа следует отнести отсутствие полной информации о критической с точки зрения короткого замыкания величине МЭЗ, что не позволяет вести процесс на его наименьших значениях.
Но главным недостатком этого способа, как впрочем и других, основанных на контроле текущего значения импульсов напряжения, не позволяющем распространить эти прогрессивные способы на размерную ЭХО именно титановых сплавов, является невозможность контролирования текущего значения напряжения импульса вследствие образования в предыдущих паузах между импульсами пассивной пленки с сопротивлением R-->∞ Поэтому в случае обработки титана контроль текущего значения напряжения импульса теряет информационный смысл.
Задача изобретения - повышение точности обработки и качества поверхности титановых сплавов за счет обеспечения работы на малых значениях межэлектродного зазора.
Поставленная задача достигается способом размерной электрохимической обработки титановых сплавов с прокачкой электролита и применением импульсного источника питания с крутопадающей вольтамперной характеристикой, включающим вибрацию одного из электродов и синхронную подачу импульсов напряжения. В отличие от прототипа отслеживают в процессе обработки чередование активных и пассивных импульсов напряжения, образующихся соответственно при активации или пассивации поверхности в зависимости от величины межэлектродного зазора, а скорость рабочей подачи электрода регулируют для поддержания этого чередования в определенной последовательности.
Для снижения вероятности образования питтингов вокруг зоны обработки, а также для разрушения пассивной пленки подают импульсы напряжения прямоугольной формы с активирующими участками на переднем фронте.
В основу изобретения положено свойство или явление пассивации обрабатываемой поверхности при пониженном анодном потенциале и активации поверхности при повышении этого потенциала до определенного значения, когда обработка становится возможной.
При работе с вибрацией ЭИ и использовании так называемых умеренных по степени активности электролитов, в паузах между импульсами при отсутствии потенциала происходит пассивация обрабатываемой поверхности. При сближении электродов на рабочий зазор 0,02...0,05 мм и при подаче очередного импульса напряжения значения анодного потенциала оказывается достаточным для разрушения пассивной (окисной) пленки и съема порции металла. Происходит серия импульсов с растворением поверхности, которые по физической сущности и выполняемой работе можно назвать активными. По мере растворения металла и увеличения величины МЭЗ в среде указанных выше электролитов анодный потенциал резко снижается и оказывается недостаточным для депассивации поверхности. Следует серия импульсов, не участвующих в работе из-за увеличившегося МЭЗ, и они по сути пассивны.
Внешне это проявляется в падении напряжения, в появлении разницы напряжений в активных и пассивных импульсах, что обусловлено характеристикой источника питания, регистрируется осциллографом и может считываться аппаратурой для последующего использования как управляющий параметр.
При коррекции МЭЗ подачей ЭИ анодный потенциал увеличивается, следует серия активных импульсов со съемом металла и т.д.
Исследования показали, что уменьшение дискретности подачи ЭИ вплоть до равномерной приводит к сокращению серий активных и пассивных импульсов. При оптимальном выборе скорости подачи ЭИ на определенной стадии обработки можно добиться поочередного следования единичных активных и пассивных импульсов.
Установлено, что если скорость рабочей подачи ЭИ меньше совокупной скорости растворения поверхности, происходит пассивация последней за счет увеличения рабочего МЭЗ и снижения анодного потенциала. Обработка прекращается и обработанная поверхность при этом остается низкого качества за счет питтингового характера растворения, проявления зернистой структуры материала и т. д.
Если же скорость подачи превышает скорость растворения поверхности, происходит очевидное и ожидаемое касание электродов, срабатывает система защиты от КЗ и подача останавливается.
Чтобы обеспечить равномерную и оптимальную скорость рабочей подачи с малыми значениями равновесного МЭЗ, с сохранением всех преимуществ импульсной ЭХО с вибрацией ЭИ применительно к титановым сплавам, в предлагаемом способе отслеживают чередование активных и пассивных импульсов напряжения, а скорость подачи ЭИ регулируют таким образом, чтобы обеспечить это чередование импульсов в определенной последовательности, что, как показали исследования, имеет для практики существенное значение. При этом МЭЗ сохраняется равновесным на протяжении всей обработки, что обеспечивает точность копирования формы ЭИ, высокую производительность и качество поверхности обработанных титановых сплавов.
Способ поясняется чертежом, где показано:
а) перемещение ЭИ с коррекцией Δ МЭЗ в процессе обработки;
в) синхронные импульсы напряжения, активные в области минимальных значений МЭЗ (МЭЗ мин.) и пассивные в области максимальных (закритических) значений МЭЗ, когда съема металла не происходит, при этом показаны относительные значения падений напряжения ΔU на различных стадиях обработки, активирующие участки импульсов длительностью 1;
с) примерная картина изменения тока в импульсах.
Пример реализации способа на серийно выпускаемом оборудовании модели 4420Ф11 с модернизированным источником питания. Производилась электрохимическая обработка сложнофасонных отверстий в деталях из титанового сплава ОТ 4-1 в 10 %-ом водном растворе азотнокислого натрия с активирующими добавками хлористого натрия и бромистого калия. Площадь обрабатываемой поверхности от 80 до 160 мм2.
Перед началом обработки вибрирующий ЭИ приближали к обрабатываемой поверхности до касания при отсутствии напряжения и отводили на рабочий зазор 0,05...0,08 мм. Затем включался модернизированный источник питания, формирующий импульсы напряжения прямоугольной формы с активирующим импульсом на переднем фронте регулируемой длительности 1. Скважность импульсов устанавливалась вначале равной 3 с последующим увеличением к концу обработки до 5... 6.
Напряжение импульсов постепенно увеличивали до значения, когда начиналась обработка, что фиксировалось на осциллограмме в виде серии импульсов с выраженным падением напряжения, и поддерживали скорость подачи ЭИ такую, чтобы эта серия импульсов чередовалась с импульсами повышенного напряжения (см. чертеж (в)).
На синхронизированной осциллограмме это наблюдалось в виде скачкообразного изменения формы и напряжения импульсов.
Линейная скорость подачи ЭИ изменялась в пределах 0,6...0,8 мм в мин. Величина МЭЗ в процессе обработки составляла 0,03...0,05 мм (периодически контролировалась касанием поверхности при отключенном потенциале), что свидетельствует о высокой точности копирования формы ЭИ при обработке титановых сплавов. Поверхность имела блестящий вид с серым оттенком, который легко удалялся протиркой ветошью.
Осуществление предлагаемого способа размерной ЭХО, основанного на свойствах активации и пассивации поверхности в зависимости от величины МЭЗ и значения анодного потенциала в среде электролитов с умеренной активностью, позволило распространить импульсную ЭХО с вибрацией ЭИ на титановые сплавы с получением достаточно высокой производительности и точности копирования сложных форм ЭИ.
Предлагаемый способ легко осуществим на серийно выпускаемом оборудовании, например модели 4420Ф11, после небольшой модернизации источника питания и системы управления скоростью рабочей подачи ЭИ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2564773C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
Изобретение может быть использовано при размерной электрохимической обработке легкопассивирующихся сплавов, преимущественно титановых. Одному из электродов задают колебательное движение и синхронно подают импульсы напряжения прямоугольной формы от источника питания с крутопадающей вольтамперной характеристикой. Используют электролит с умеренной степенью активности. В процессе обработки отслеживают чередование активных и пассивных импульсов напряжения, образующихся соответственно при активации или пассивации поверхности в зависимости от величины межэлектродного зазора. Скорость рабочей подачи электрода регулируют для поддержания чередования в определенной последовательности. Это чередование проявляется в разнице напряжений активных и пассивных импульсов и регистрируется осциллографом для последующего использования как управляющий параметр. Способ позволяет повысить точность обработки и качество поверхности титановых сплавов за счет работы на малых значениях межэлектродного зазора. 1 з.п.ф-лы, 1 ил.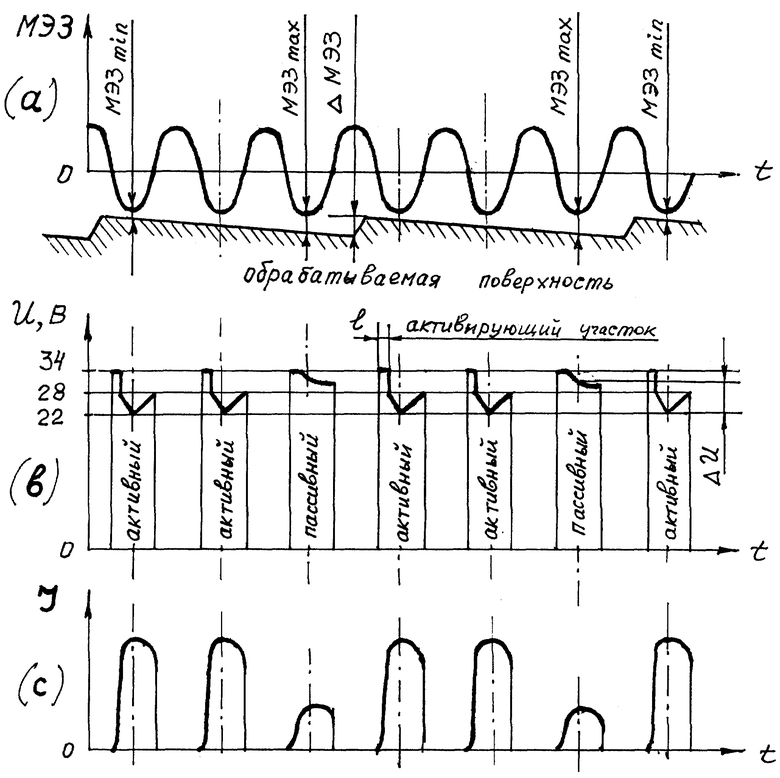
| Способ электрохимической обработки | 1977 |
|
SU717847A1 |
| Способ электрохимической обработки титановых сплавов | 1977 |
|
SU655494A1 |
| RU 2055708 C1, 10.03.1996 | |||
| СПОСОБ ЦИКЛИЧЕСКОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2071883C1 |
| US 4672161, 09.06.1987 | |||
| Устройство для выталкивания литников из центровых | 1973 |
|
SU454081A1 |
| ДАВЫДОВ А | |||
| Д | |||
| и др | |||
| Электрохимическая обработка титановых сплавов с применением анодных активирующих импульсов, Электронная обработка материалов, 1980, № 6, с.8-10. | |||
