110 Изобретение относится к механической обработке металла и может быть использовано при безразмерном шлифовании и полировании. Известно устройство для шлифования, позволяющее совместить черновой и чистовой проход в одной операции путем осевого перемещения подпружиненных абразивных элементов для чистового прохода по цилиндрическим направляющим Недостатком,известного устройства является невозможность совмещения во времени обоих проходов и связанная с этим потеря произьЪдительности. Целью изобретения является повышение его производительности путем совмещения чернового и чистового шлифований во времени - за один проход круга. Указанная цель достигается тем, что устройство для шлифования, выполненное в виде закрепленного в пиноли станка держателя с абразивными элементами, установленными с возможностью осевого перемещения, снабжено торцовым кулаком, установленным жест ко на пиноли станка, при этом держатель снабжен подпружиненными решиками, установленными между торцовым кулаком и абразивными элементами. На фиг.1 показан круг, общий вид на фиг.2 - вид А на фиг.1. В держателе 1 выполнены сквозные продольные пазы, равномерно расположенные по окружности. В этих пазах расположены обоймы 2, в которых жестко закреплены три пакета 3-5 абразивных элементов - депестков абразивной шлифовальной шкурки. Каждый . из пакетов различается размерами абразивных зерен. Так,в пакете 3 расположены лепестки абразивной шкурки, имеющие крупные абразивные зерна, в пакете 4 - лепестки, имеющи средние абразивные зерна,и в пакете 5 - лепестки с мелким абразивным зерном. Каждая из обойм 2 снабжена направляющими стержнями 6 и пружинами 7, поджатыми гайками 8. Таким образом, каждая из.обойм 2 подпружинена в сторону, противоположную рабочей зоне торцового круга. В обоймах 2 установлены вилки 9 с гайками 10, предотвращающими их от выпадания . Вилки 9 подпружинены вверх и снабжены роликами 11, которые взаимодействуют с беговыми дорожками торцового кулака 12, жестко закрепленного тангенциальным зажимом 13 на пиноли )А станка. Беговая дорожка торцового кулака 12 в рабочей зоне (против обрабатываемой детали ) занижена по отношению к резервной зоне (остальная часть беговой дорожки); занижение составляет 1-2,5 мм, причем переход от обниженной части беговой дорожки к остальной части имеет плавный переход. В ступице 1 при помощи шпонки 15 и гайки 16 жестко закреплен конический хвостовик 17,предназначенный для крепления круга в шпинделе станка. Устройство работает следующим образом. На пиноль 14 станка одевают кулак 12 и слегка закрепляют зажимом 13, коническим хвостовиком 17 устанавливают круг в шпинделе станка. Производят регулировку кулака на высоту, которая обеспечит требуемую глубину вертикальной подачи в пределах 12,5 мм. После окончательной настройки кулак 12 закрепляют на пиноли до отказа. Включают привод станка и сообщают рабочее вращение торцовому кругу, а затем включают продольную подачу столу станка с закрепленной на ней деталью. Когда деталь вступит в соприкосновение с торцом лепестков пакета 3, будетпроисходить черновая обработка. При дальнейшем перемещении в работу вступят и лепестки пакетов 4 и 5, которые будут вести последовательно получистовую и чистовую обработку. При этом обработка детали ведется только в рабочей зоне против деталив где дорожка имеет обнижение, В этой зоне ролик 11, взаимодействуя с бего вой дорожкой кулака 12, перемещает обоймы 2 с пакетами лепестков 3-5 вниз, создавая необходимый рабочий натяг, а как ролик 11 проiflBT обнаженную часть беговой дорожки, под действием пружин 7 обоймы поднимутся вверх и работа лепестков прекратится до следующего их подходг в рабочую зону. Процесс обработки вновь повторяется до окончательной обработки. Такая конструкция обеспечивает необходимую последовательность обработки и совмещение черновой и чистовой обработки за один проход, обеспечивая высокую производительность и качество обработки.
В ид А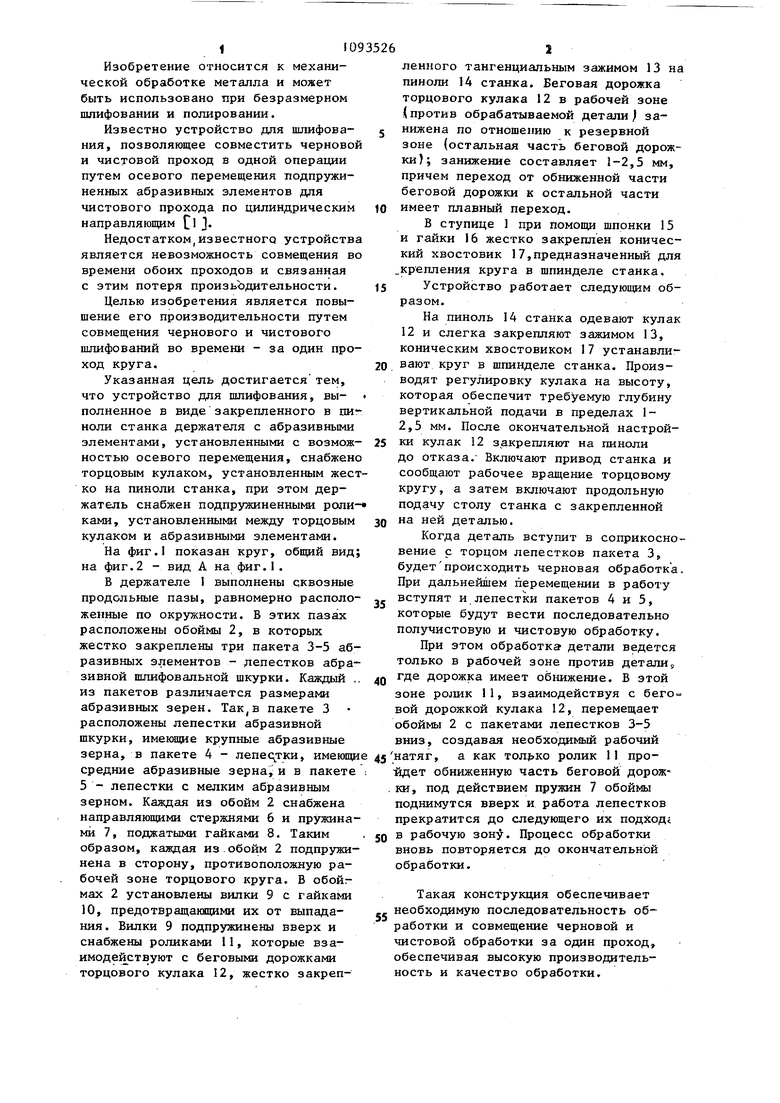
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ С КРУТИЛЬНО-ОСЕВЫМИ ВИБРАЦИЯМИ | 1999 |
|
RU2164853C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2164852C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2163531C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ЛЕПЕСТКОВЫМИ КРУГАМИ | 2003 |
|
RU2241588C1 |
| Устройство для шлифования | 1983 |
|
SU1129063A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2103152C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2104144C1 |
| Торцовый лепестковый круг | 1987 |
|
SU1414603A1 |
| СБОРНЫЙ ТОРЦОВЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2004 |
|
RU2284259C2 |
| ЛЕПЕСТКОВЫЙ КРУГ | 2002 |
|
RU2240224C2 |
УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ, выполненное в виде закрепленного в пиноли станка держателя с абразивными элементами, установленными с возможностью осевого перемещения, отличающееся тем, что с целью повышения его производительности путем совмещения во времени чернового и чистового шлифований, устройство снабжено торцовым кулаком установленным жестко на 1шноли, а держатель снабжен подпружиненными роликами, установленными между торцовым кулаком и абразившлми элементами. (Л со 00 ел IS& о
Фиг.г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шлифовальник для листового стекла | 1956 |
|
SU105970A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
