Изобретение относится к механической обработке трудношлифуемых, склонных к прижогам металлов абразивным инструментом и может быть использовано при шлифовании, шлифохонинговании, хонинговании и полировании.
Известен способ шлифования с наложением колебаний на шлифовальный шпиндель с кругом в направлении, нормальном к плоскости шлифования с ультразвуковой частотой [1]. Устройство, реализующее способ, содержит вибратор, выполненный в виде магнитострикционного сердечника, и генератор тока с ультразвуковой частотой.
Однако, сообщение нормальных к плоскости шлифования колебаний вызывает переменную глубину шлифования и повышение шероховатости обработанной поверхности при работе незатупленным кругом. Это существенно проявляется при обработке в режиме выхаживания. Кроме того, в процессе шлифования при сообщении колебаний возникают зоны пониженной виброустойчивости. Это объясняется тем, что при сообщении колебаний создается переменное давление и трение в контакте круга и детали, которые при неблагоприятных соотношениях частот собственных и сообщаемых колебаний вызывают сужение области устойчивости. При этом автоколебания могут возникать не только в связи с самим процессом шлифования, но и из-за переменного давления и трения, что существенно ухудшает качество обработанной поверхности, повышает расход инструмента и снижает производительность обработки.
Наиболее близким к изобретению по технической сущности является устройство для вибрационной абразивной обработки поверхностей периферией круга, содержащее связанный со шпинделем станка шлифовальный круг, торцевой кулачок и ролик [2].
Недостатками известного устройства является то, что вращающий момент, идущий на преодоление сопротивлению резания, передается через привод колебательного вращательного движения, в котором неизбежны люфты и зазоры, появляющиеся при сборке и эксплуатации и которые снижают виброустойчивость процесса шлифования, ухудшают качество обработанной поверхности и ведут к быстрому износу и отказу в работе устройства в целом.
Помимо сложного по конструкции и малоэффективного в работе возбудителя колебаний, узкая специализация известного устройства ограничивает область применения конструкции.
Задача изобретения - повышение качества и производительности обработки за счет сообщения инструменту низкочастотных, равных частоте вращения круга, колебаний.
Поставленная задача решается с помощью предлагаемого устройства для вибрационной абразивной обработки поверхностей периферией круга, содержащего связанный со шпинделем станка шлифовальный круг, торцевой кулачок, смонтированный на пиноли с возможностью контакта с роликом, при этом оно снабжено направляющим корпусом, неподвижно закрепленным на шпинделе, фланцем, установленным с возможностью осевого возвратно-поступательного перемещения на шпинделе с помощью эвольвентно-шлицевого соединения и несущим шлифовальный круг, установленный под углом к оси вращения с получением аксиально-смещенного режущего слоя, резиновыми амортизаторами, установленными с торцов фланца, подпружиненным толкателем, установленным с возможностью свободного возвратно-поступательного перемещения в направляющем корпусе и шарнирно связанным одним концом с фланцем, а на другом конце несущим ролик.
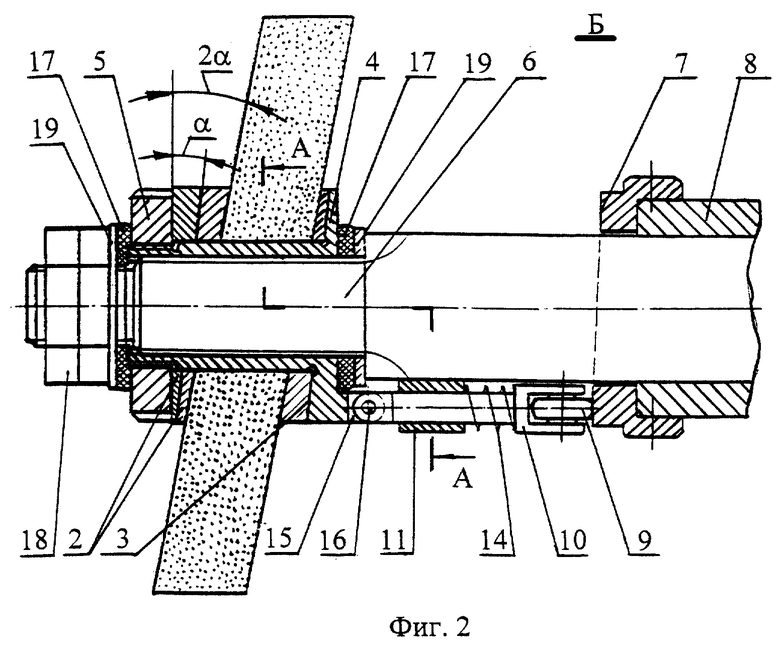
На фиг. 1 изображено устройство для вибрационной абразивной обработки поверхностей периферией круга, общий вид; на фиг. 2 - вид по Б на фиг. 1, продольный разрез; на фиг. 3 - разрез по А-А на фиг. 2.
Устройство для вибрационной абразивной обработки поверхностей периферией круга содержит абразивный круг 1 с аксиально-смещенным режущим слоем, полученным благодаря установке его под углом к оси вращения с помощью косых шайб 2 и косого торца 3 фланца 4. Косые шайбы 2, имеющие непараллельные торцы, изготовленные под углом α, позволяют плавно изменять угол наклона круга от 0 до 2α.
Круг 1 в сборе закрепляется на фланце 4 гайкой 5. Эвольвентное шлицевое подвижное в осевом направлении соединение фланца 4 со шпинделем 6 (выполненное, например, с размерами и посадкой 35 x 2 x 9H/9g ГОСТ 6033-80) обеспечивает передачу вращающего момента и осевые возвратно-поступательные колебательные движения кругу. Осевые колебания создаются торцовым кулачком 7, который смонтирован на пиноли 8, и передаются через ролик 9, контактирующий с кулачком 7 и смонтированный на одном конце подпружиненного толкателя 10.
Направляющий корпус 11, в котором подвижно установлен толкатель 10, закреплен на шпинделе 6 неподвижно с помощью штифтов 12 и винтов 13. Пружина 14 обеспечивает постоянный контакт ролика 9 с торцовым кулачком 7. Другой конец толкателя 10 шарнирно закреплен в пазу 15 фланца 4 с помощью оси 16. Амортизационные, например, резиновые шайбы 17, установленные с торцов фланца 4, способствуют возвратно-поступательным осевым колебательным движениям круга 1.
Гайки 18 с шайбами 19 позволяют подвижно с возможностью осевых колебаний закрепить фланец 4 с кругом 1 на шпинделе 6 и обеспечить необходимое усилие амортизации.
Устройство работает следующим образом.
При вращении шпинделя 6 получают вращение фланец 4 и круг 1. Одновременно происходит обкатывание ролика 9 по неподвижной профильной беговой дорожке кулачка 7. В результате подпружиненный в сторону кулачка толкатель 10 совершает осевое возвратно-поступательное движение, приводя в колебательное продольное движение круг 1 через фланец 4. Чтобы уменьшить силы трения в эвольвентном шлицевом соединении, необходимо фланец изготовить, например, из антифрикционного чугуна марки АЧС-1 или АЧС-2 ГОСТ 1585-70.
В результате наложения вращательного и осевого колебательного движений создается перекрестное движение абразивных зерен круга относительно вектора скорости подачи заготовки и периодически изменяется скорость резания и сила трения.
Благодаря этому облегчается съем металла и стружкообразование, улучшается самозатачивание зерен, а переменные силы активно перераспределяются в плоскости резания, вследствие чего полностью подавляются автоколебания и сила трения уменьшается до 4 раз.
Величина подъема беговой дорожки кулачка 7, определяющая величину амплитуды колебательного движения, и положение подъема беговой дорожки кулачка относительно углового положения круга могут быть выбраны так, чтобы эти положения совпали при максимальной амплитуде. Это позволит увеличить число активно работающих абразивных зерен и интенсифицировать срезание выступов неровностей поверхности.
При этом на обработанной поверхности формируется износостойкий регулярный микрорельеф с перекрестным направлением рисок и неровностями малой и однородной высоты.
Полное подавление автоколебаний и уменьшение силы трения при использовании предлагаемого устройства позволяет повысить режимы и производительность обработки в 2-4 раза без ухудшения качества обработанной поверхности. Кроме того, в таких условиях стойкость инструмента возрастает до 2 раз, а в процессе шлифования жесткими кругами - до 9 раз и более, по сравнению со стойкостью при традиционной абразивной обработке без наложения колебаний.
Предлагаемое устройство позволяет повысить производительность также благодаря совмещению черновой и чистовой обработки. При шлифовании мягкими кругами обеспечивается однотонная зеркально чистая поверхность с малой высотой неровностей.
Вибрационное шлифование с применением устройства жесткими абразивными кругами с аксиально-смещенным режущим слоем не уступает по производительности высокоскоростному шлифованию, но обеспечивает улучшение качества обработанной поверхности. При этом снижение силы трения позволяет уменьшить мощность электропривода, металлоемкость и размеры оборудования. Это указывает на эффективный путь энергосбережения при обработке вибрационным шлифованием.
Возбуждение колебаний с помощью предлагаемого устройства позволяет отказаться от дорогостоящих магнитострикционных и электромагнитных вибраторов, уменьшить расход энергии на возбуждение колебаний, уменьшить динамические нагрузки на подшипники опор шпинделя и повысить долговечность оборудования.
Источники информации, принятые во внимание
1. Патент США N 3579927, кл 51-281,1971.
2. А. С.СССР N 1371893 A1, МКИ B 24 D 5/00. Институт сверхтвердых материалов АН УССР.- заявл. 07.02.1988 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ С КРУТИЛЬНО-ОСЕВЫМИ ВИБРАЦИЯМИ | 1999 |
|
RU2164853C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2163531C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146600C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188116C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ШЛИФОВАНИЯ С СООБЩЕНИЕМ КРУГУ УГЛОВЫХ КОЛЕБАНИЙ | 1999 |
|
RU2163185C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146587C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146586C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188118C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146599C1 |

Изобретение относится к механической обработке трудношлифуемых, склонных к прижогам металлов и может быть использовано при шлифовании, шлифохонинговании, хонинговании и полировании. Устройство содержит абразивный круг с аксиально-смещенным режущим слоем, полученным благодаря установке его под углом к оси вращения с помощью косых шайб и косого торца фланца. Косые шайбы имеют непараллельные торцы, изготовленные под углом α, позволяют плавно изменять угол наклона круга от 0 до 2α. Круг в сборе закрепляют на фланце, установленном на шпинделе с возможностью осевого возвратно-поступательного перемещения с помощью эвольвентно-шлицевого соединения. С торцов фланца устанавливают резиновые амортизаторы, способствующие возвратно-поступательным осевым колебаниям круга. Последние создаются торцевым кулачком, смонтированным на пиноли, и передаются через ролик, контактирующий с кулачком и смонтированный на одном конце подпружиненного толкателя. Толкатель подвижно установлен в направляющем корпусе, закрепленном неподвижно на шпинделе, и подпружинен пружиной для обеспечения постоянного контакта ролика с торцевым кулачком. Другой конец толкателя шарнирно закреплен в пазу фланца. В результате работы устройства происходит наложение вращательного и осевого колебательного движений, что ведет к повышению производительности и качества обработки. 3 ил.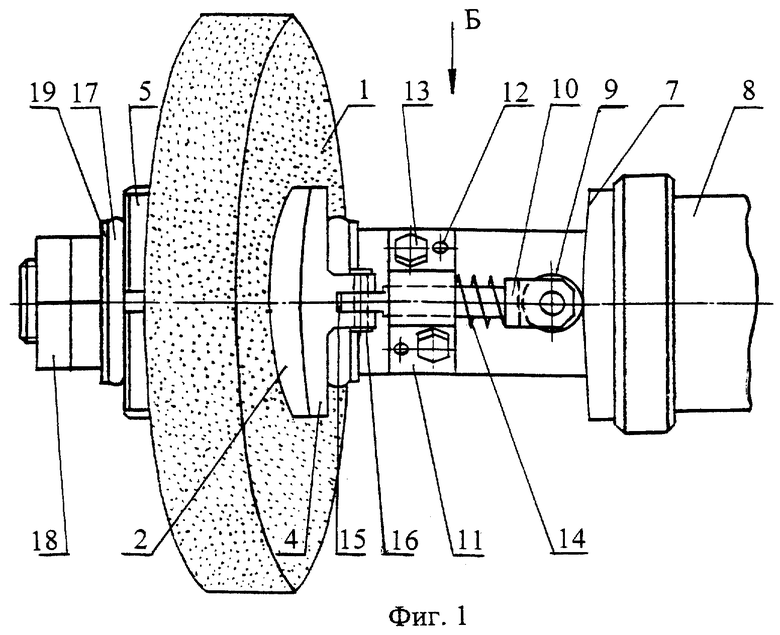
Устройство для вибрационной абразивной обработки поверхностей периферией круга, содержащее связанный со шпинделем станка шлифовальный круг, торцовый кулачок, смонтированный на пиноли с возможностью контакта с роликом, отличающееся тем, что оно снабжено направляющим корпусом, неподвижно закрепленным на шпинделе, фланцем, установленным с возможностью осевого возвратно-поступательного перемещения на шпинделе с помощью эвольвентно-шлицевого соединения и несущим шлифовальный круг, установленный под углом к оси вращения с получением аксиально-смещенного режущего слоя, резиновыми амортизаторами, установленными с торцов фланца, подпружиненным толкателем, установленным с возможностью свободного возвратно-поступательного перемещения в направляющем корпусе и шарнирно связанным одним концом с фланцем, а на другом конце несущим ролик.
| Устройство для шлифования | 1986 |
|
SU1371893A1 |
| RU 2129946 C1, 10.05.1999 | |||
| Устройство для абразивной обработки плоских поверхностей | 1989 |
|
SU1691083A1 |
| US 1976233 A, 28.10.1929 | |||
| Устройство для сборки деталей запрессовкой | 1986 |
|
SU1433745A1 |
