Изобретение относится к машиностроению и может быть использовано для черновой и чистовой абразивной обработки деталей машин.
Заявляемое изобретение направлено на решение задачи, заключающейся в повышении производительности обработки деталей из труднообрабатываемых материалов.
Известен способ абразивной обработки (Гдалевич А.И. Финишная обработка лепестковыми кругами. М. : Машиностроение. 1990. 112 с.), в соответствии с которым поверхность заготовки последовательно обрабатывается инструментами с различной характеристикой абразива; где на операции предварительного шлифования используются крупнозернистые круги, а на этапе чистовой обработки - мелкозернистые. При этом рекомендуется импрегнирование кругов для чистовой обработки смазочно-охлаждающими технологическими средствами (СОТС).
Недостатком описанного аналога является относительная невысокая производительность обработки, обусловленная затратами времени и средства на замену инструмента или перестановку заготовок.
Известен также способ абразивной обработки (авт.св. СССР N 1000236, B 24 B 1/00, 1982 г.), в соответствии с которым абразивную обработку разделяют на этапы предварительной и окончательной обработки, причем на этапе окончательной обработки в смазочно-охлаждающую жидкость (СОЖ) вводят абразивный порошок, зернистость которого в 10 - 30 раз меньше зернистости абразивного инструмента.
Недостатком описанного аналога является низкая производительность процесса достижения требуемого качества поверхности. Указанный недостаток обусловлен тем, что процесс формирования режущего контура для окончательной обработки осуществляется посредством внедрения мелкого абразива в межзеренное пространство крупнозернистого шлифовального круга достаточно длителен во времени и носит сложный вероятностный характер.
Наиболее близким по технической сущности к заявляемому изобретению является выбранный в качестве прототипа способ абразивной обработки (авт. св. СССР N 1421500, B 24 B 29/02// B 24 D 13/00 1988), в соответствии с которым черновую и чистовую обработку выполняют последовательно одним инструментом с выдвигающимися чистовыми рабочими элементами, чередующимися в окружном направлении с черновыми рабочими элементами, где в качестве инструмента берут лепестковый абразивный круг с черновыми и упруго установленными чистовыми пакетами лепестков, а скорость вращения при чистовой обработке увеличивают и выбирают по формуле: ,
,
где
ω1 и ω2 - скорости вращения инструмента при черновой и чистовой обработках соответственно;
R1 и R2 - радиусы траектории центра масс чистовых пакетов при ω1 и ω2 соответственно;
λ1 и λ2 - удлинение упругого элемента при ω1 и ω2 соответственно.
У прототипа и заявляемого изобретения имеются следующие сходные существенные признаки. Черновую и чистовую обработку выполняют последовательно одним инструментом с выдвигающимися чистовыми рабочими элементами, чередующимися в окружном направлении с черновыми рабочими элементами, где в качестве инструмента берут лепестковый абразивный круг с черновыми и упруго установленными чистовыми пакетами лепестков, а скорость вращения при чистовой обработке увеличивают и выбирают по формуле: ,
,
где
ω1 и ω2 - скорости вращения инструмента при черновой и чистовой обработках соответственно;
R1 и R2 - радиусы траектории центра масс чистовых пакетов при ω1 и ω2 соответственно;
λ1 и λ2 - удлинение упругого элемента при ω1 и ω2 соответственно.
Недостатком прототипа является недостаточно высокая производительность обработки заготовок из труднообрабатываемых материалов.
Указанный недостаток обусловлен тем, что черновая обработка заготовок выполняется лепестками с крупнозернистыми абразивом, где режущие элемента подвергаются интенсивной ударной нагрузке и преждевременному разрушению, а высокая эластичность лепестков снижает величину съема металла. Чистовая обработка труднообрабатываемых материалов, выполняемая лепестками с мелкозернистым абразивом, в результате трения контактирующих поверхностей и их физико-химического взаимодействия сопровождается "засаливанием" инструмента и потерей его режущей способности.
Задача изобретения - повышение производительности обработки за счет применения различных по составу технологических сред на черновом и чистовом этапах.
Для достижения поставленной задачи заявляемое изобретение "Способ абразивной обработки" содержит следующие общие, выраженные определенными понятиями, существенные признаки, совокупность которых направлена на решение только одной связанной с целью изобретения задачи. Черновую и чистовую обработку выполняют последовательно одним лепестковым абразивным кругом с упруго установленными выдвигающимися чистовыми пакетами лепестков, чередующимися в окружном направлении с черновыми пакетами лепестков. Скорость вращения при чистовой обработке увеличивают и выбирают по формуле: ,
,
где
ω1 и ω2 - скорости вращения инструмента при черновой и чистовой обработках соответственно;
R1 и R2 - радиусы траекторий центра масс чистовых пакетов при ω1 и ω2 соответственно;
λ1 и λ2 - удлинение упругого элемента при ω1 и ω2 соответственно.
Черновую обработку выполняют пакетами лепестков, покрытыми бакелитовым лаком для повышения их жесткости и предохранения от разрушения абразивных зерен. Чистовую обработку осуществляют с ускоренной подачей СОТС в зону резания через каналы в корпусе инструмента путем выдвижения чистовых пакетов лепестков.
По отношению к прототипу у заявляемого изобретения имеются следующие отличительные признаки. Черновую обработку выполняют пакетами лепестков, покрытых бакелитовым лаком. Чистовую обработку осуществляют с ускоренной подачей СОТС в зону резания через каналы в корпусе инструмента путем выдвижения чистовых пакетов лепестков.
Между отличительными признаками и задачей изобретения существует следующая причинно-следственная связь. Лепестки шлифовальной шкурки, покрытые бакелитовым лаком, имеют повышенную стойкость режущих элементов, что определяет эффективность их работы при интенсификации режимов черновой обработки.
При чистовой обработке выдвижения пакетов лепестков, выполняемое за счет ускорения вращения инструмента, позволяет осуществлять ускоренную подачу СОТС через каналы в его корпусе в зону резания. Движение СОТС осуществляется не только в результате вращения круга, но и приобретает ускорение в результате увеличения частоты вращения инструмента. Обеспечиваются благоприятные условия контакта лепестков с материалом заготовки, повышающие эффективность процесса резания и достижения улучшенных качественных характеристик. Таким образом, повышается производительность абразивной обработки, особенно эффективно для труднообрабатываемых материалов.
По имеющимся у автора сведениям совокупность существенных признаков, характеризующих сущность заявляемого изобретения не известна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "Новизна".
По мнению автора, сущность заявляемого изобретения не следует для специалиста явным образом из известного уровня техники, так как из него не выявляется вышеуказанное влияние на получаемый технический результат - новое свойство объекта - совокупности признаков, которые отличают от прототипа заявляемое изобретение, что позволяет сделать вывод о его соответствии критерию "Изобретательский уровень".
Совокупность существенных признаков, характеризующих сущность изобретения, в принципе, может быть многократно использована в машиностроении при обработке лепестковыми кругами с получением технического результата, заключающегося в повышении стойкости инструмента и интенсификации процесса резания материала заготовки, обуславливающего обеспечение достижения поставленной задачи - повышения производительности обработки, что позволяет сделать вывод о соответствии изобретения критерию "Промышленная применимость".
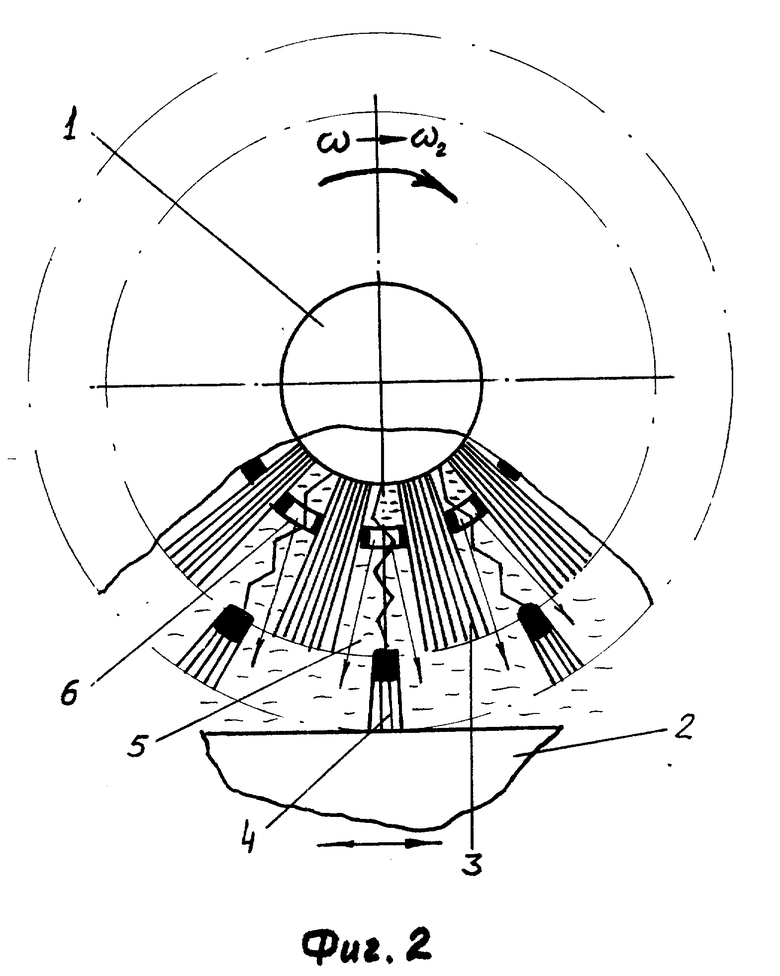
На фиг. 1 представлен этап черновой обработки; на фиг.2 - этап чистовой обработки.
Лепестковым кругом 1 последовательно выполняют черновую и чистовую обработку заготовки 2. Черновую обработку осуществляют пакетами лепестков с нанесенным бакелитовым лаком 3 и жестко закрепленных на корпусе круга. Чистовую обработку выполняют упруго-установленными выдвигающимися пакетами 4 лепестков, чередующихся с черновыми пакетами в окружном направлении. Скорость вращения при чистовой обработке увеличивают и выбирают по формуле: ,
,
где
ω1 и ω2 - скорости вращения инструмента при черновой и чистовой обработке;
R1 и R2 - радиусы траектории центра масс чистовых пакетов при ω1 и ω2;
λ1 и λ2 - удлинения упругого элемента при ω1 и ω2.
При выдвижении упруго-установленных пакетов с увеличением скорости вращения круга осуществляется ускоренная подача СОТС 5 через каналы 6 в корпусе круга в зону резания.
Как показали результаты опытов проверки при использовании заявляемого способа обеспечивается достижение следующих показателей. Абразивной обработке подвергали 10 образцов, выполненных из титанового сплава BT22, HRC335. . .38, с исходной шероховатостью Ra = 2,5 мкм. Черновой этап выполняли пакетами лепестков из шлифовальной шкурки по ГОСТ 13344-79 с характеристикой абразива 14А4ОП, покрытых бакелитовым лаком ЛБС-1 по ГОСТ901-71. Чистовой этап осуществляли пакетами лепестков из аналогичной шлифовальной шкурки с характеристикой абразива 14А6П. Выдвижение чистовых элементов соответствовало следующим показателям: R1 = 100 мм, R2 = 120 мм, λ1 = 10 мм, λ2 = 30 мм, ω1 = 100 1/с, ω2 = 158 1/с. Чистовая обработка сопровождалась подачей СОТС через каналы в корпусе инструмента. В качестве СОТС применяли 3%-ный раствор продукта Укринол -1. Установлено достижение требуемой шероховатости Ra = 0,63 мкм для каждого образца за 150...165 с, в то время, как при осуществлении способа - прототипа в сходных условиях время обработки составило 390 - 430 с.
Согласно данным проведенных экспериментов заявляемое изобретение может быть использовано в народном хозяйстве и в сравнении с прототипом обладает следующим преимуществом: возможностью повысить производительность обработки в 2,5...2,6 раза.
Заявляемый "способ абразивной обработки" представляет значительный интерес для народного хозяйства, так как позволит значительно повысить производительность труда, не менее, чем в 2,5 раза.
Заявляемое решение не оказывает отрицательного воздействия на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2104144C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2104854C1 |
| СБОРНЫЙ ТОРЦОВЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2004 |
|
RU2284259C2 |
| СПОСОБ ПОЛИРОВАНИЯ | 1998 |
|
RU2146591C1 |
| СПОСОБ ПОЛИРОВАНИЯ | 2000 |
|
RU2182074C1 |
| СПОСОБ ПОЛИРОВАНИЯ | 1998 |
|
RU2146590C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103149C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2113967C1 |
| СПОСОБ ПОЛИРОВАНИЯ | 2001 |
|
RU2186671C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103148C1 |
Изобретение возможно использовать в машиностроении при обработке заготовок лепестковыми кругами. Для повышения производительности обработки заготовок из труднообрабатываемых материалов черновую и чистовую обработку поверхностей выполняют последовательно одним лепестковым шлифовальным кругом с чередующимся в окружном направлении черновыми пакетами лепестков, покрытым бакелитовым лаком, и упруго установленными чистовыми пакетами лепестков, выдвижением которых осуществляют подачу СОТС через каналы в корпусе инструмента. Скорость вращения при чистовой обработке увеличивают и выбирают по формуле:  , где ω1 и ω2 - скорости вращения инструмента при черновой и чистовой обработке; R1 и R2 - радиусы траектории центра масс чистовых пакетов при ω1 и ω2; λ1 и λ2 - удлинение упругого элемента при ω1 и ω2 . 2 ил.
, где ω1 и ω2 - скорости вращения инструмента при черновой и чистовой обработке; R1 и R2 - радиусы траектории центра масс чистовых пакетов при ω1 и ω2; λ1 и λ2 - удлинение упругого элемента при ω1 и ω2 . 2 ил.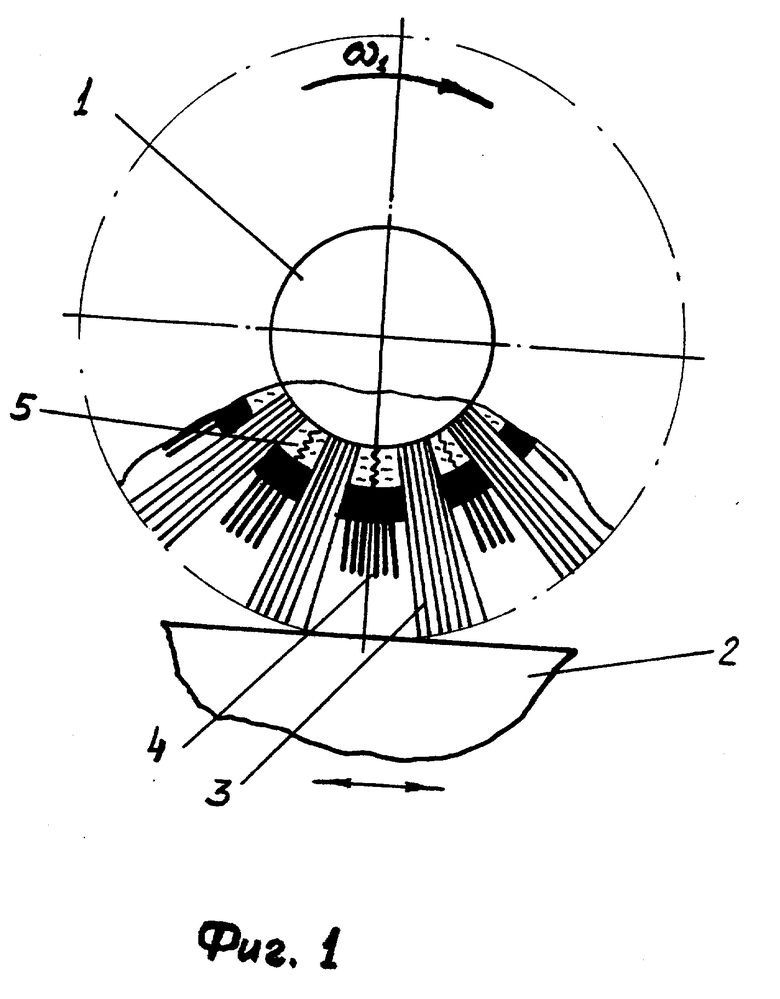
Способ абразивной обработки, включающий черновую и чистовую обработку, выполняемую последовательно одним лепестковым абразивным кругом с черновым и упругоустановленными выдвигающимися чистовыми пакетами лепестков, чередующимися в окружном направлении, а скорость вращения при чистовой обработке увеличивают и вибирают по формуле
где ω1 и ω2 - скорости вращения инструмента при черновой и чистовой обработках соответственно;
R1 и R2 радиусы траектории центра масс чистовых пакетов при ω1 и ω2 соответственно;
λ1 и λ2 - удлинение упругого элемента при ω1 и ω2 соответственно,
отличающийся тем, что черновую обработку осуществляют лепестками, покрытыми бакелитовым лаком, а чистовую обработку с ускоренной подачей смазочно-охлаждающей технологической среды через каналы в корпусе инструмента путем выдвижения чистовых пакетов лепестков.
| Гдалевич А.И | |||
| Финишная обработка лепестковыми кругами | |||
| - М.: Машиностроение, 1990, с | |||
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
| SU, авторское свидетельство, 1000236, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| SU, авторское свидетельство, 1421500, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
