;о 4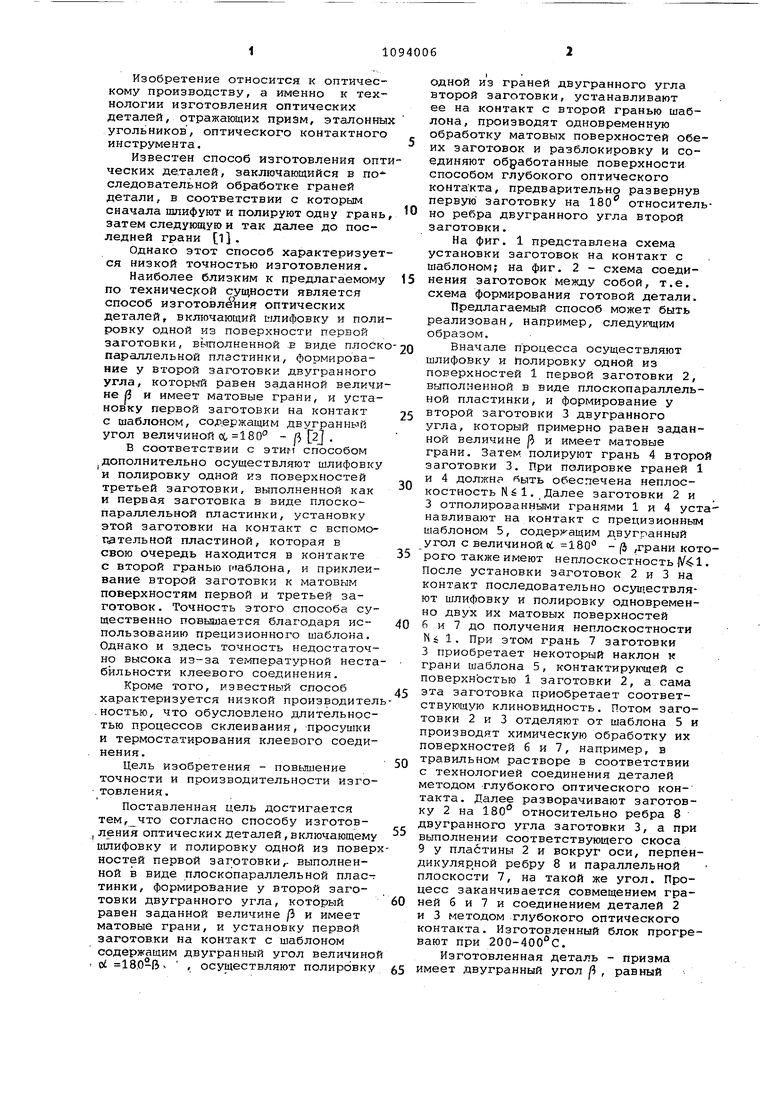
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления оптических деталей | 1984 |
|
SU1245556A1 |
| Способ изготовления уголкового отражателя | 1987 |
|
SU1465854A1 |
| Способ изготовления уголкового отражателя | 1987 |
|
SU1520467A1 |
| Способ изготовления многогранной призмы | 1983 |
|
SU1150600A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ | 1971 |
|
SU293224A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИЗМЫBOtCOiOciMAHПАТйТгШ'ЯХШ;';Е'НАЯБИБЛМОТ1!:.А | 1971 |
|
SU304537A1 |
| Способ изготовления вакуумного столика | 1990 |
|
SU1734135A1 |
| Многогранная призма внешнего отражения и способ ее изготовления | 1988 |
|
SU1597819A1 |
| УСТРОЙСТВО КОЛЛИНЕАРНОГО ПЕРЕНОСА ОСЕЙ ОПТИЧЕСКОГО ИЗЛУЧЕНИЯ | 2017 |
|
RU2662504C1 |
| ВАЛЬЦЫ ДЛЯ ПРОИЗВОДСТВА ВОЩИНЫ | 2009 |
|
RU2417585C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ, включающий пшифовку и полировку одной из поверхностей первой заготовки, выполненной в виде плоскопараллельной пластинки, формирование у второй заготовки двугранного угла, который равен згшанной в величине ft и имеет матовые грани, и установку первой заготовки на контакт с шаблоном, содержащим двугранный угол величиной ос 180-(), отличающийС я тем, что,с целью повышения его точности и производительности, осуществляют полировку одной из граней двугранного угла второй заготовки, устанавливав ют ее на контакт с второй гранью шаблона, производят одновременную обработку матовых поверхностей обеих заготовок и разблокировку и соединяют обработанные поверхности способом глубокого оптического контакта, предварительно развернув пер§ вую заготовку на 180 относительно ребра двугранного угла второй (Л заготовки.
У
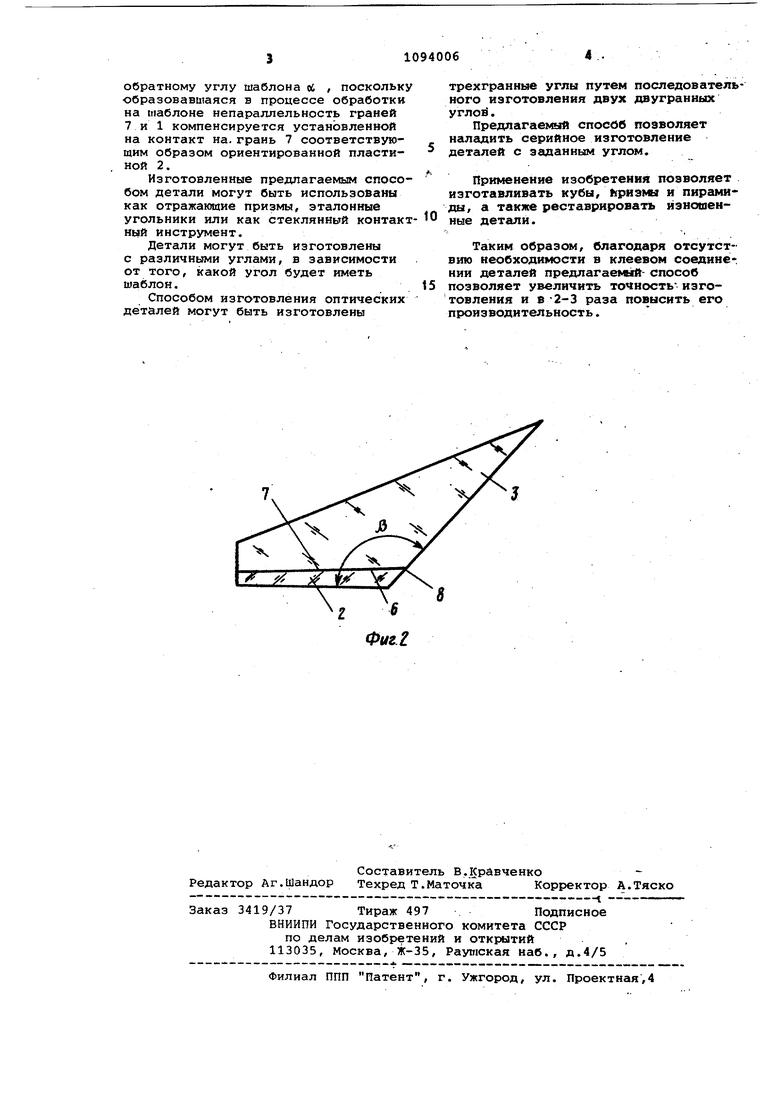
Изобретение относится к оптическому производству, а именно к технологии изготовления оптических деталей, отражающих приэм, эталонны угольников, оптического контактного инструмента. Известен способ изготовления опт ческих деталей, заключающийся в по- следовательной обработке граней детали, в соответствии с которым сначала шлифуют и полируют одну грань затем следующую и так далее до последней грани 1 . Однако этот способ характеризует ся низкой точностью изготовления. Наиболее близким к предлагаемому по техничес; ой сущности является способ из готов л ния оптических деталей, включающий шлифовку и поли ровку одной из поверхности первой заготовки, вьтолненной .в виде плоСк параллельной пластинки, формирование у второй заготовки двугранного угла, которьпЧ равен заданной величи не и и имеет матовые грани, и установку первой заготовки на контакт с шаблоном, содержащим двугранный угол величиной ос 180° - 2 . В соответствии с этип способом дополнительно осуществляют шлифовку и полировку одной из поверхностей третьей заготовки, выполненной как и первая заготовка в виде плоскопараллельной пластинки, установку этой заготовки на контакт с вспомогательной пластиной, которая в свою очередь находится в контакте с второй гранью тчаблона, и приклеивание второй заготовки к матовым поверхностям первой и третьей заготовок. Точность этого способа существенно повышается благодаря использованию прецизионного шаблона. Однако и здесь точность недостаточно высока из-за температурной неста бильности клеевого соединения. Кроме того, известный способ характеризуется низкой производител .ностью, что обусловлено длительностью процессов склеивания, просушки и термостатирования клеевого соединения. Цель изобретения - повьшление точности и производительности изго товления. Поставленная цель достигается тем,что согласно способу изготовI ления оптических деталей,включающему ишифовку и полировку одной из повер ностей первой заготовки,- выполненной в виде плоскопараллельной пластинки, формирование у второй заготовки двугранного угла, который равен заданной величине /3 и имеет матовые грани, и установку первой заготовки на контакт с шаблоном содержащим двугранный угол величино oi 18.0( , осуществляют полировку одной из граней двугранного угла второй заготовки, устанавливают ее на контакт с второй гранью шаблона, производят одновременную обработку матовых поверхностей обеих заготовок и разблокировку и соединяют обработанные поверхности способом глубокого оптического контакта, предварительно развернув первую заготовку на 180 относительно ребра двугранного угла второй заготовки. На фиг. 1 представлена схема установки заготовок на контакт с шаблоном; на фиг. 2 - схема соединения заготовок между собой, т.е. схема формирования готовой детали. Предлагаемый способ может быть реализован, например, следующим образом. Вначале процесса осуществляют шлифовку и полировку одной из поверхностей 1 первой заготовки 2, выполненной в виде плоскопараллельной пластинки, и формирование у второй заготовки 3 двугранного угла, который примерно равен заданной величине и имеет матовые грани. Затем полируют грань 4 второй заготовки 3. При полировке граней 1 и 4 должнр RbiTb обеспечена неплоскостность Мб 1. Далее заготовки 2 и 3 отполированными гранями 1 и 4 устанавливают на контакт с прецизионным шаблоном 5, содержащим двугранный угол с величиной об 180 -(5 ,грани которого также имеют неплоскостность . После установки заготовок 2 и 3 на контакт последовательно осуществляют шлифовку и полировку одновременно двух их матовых поверхностей 6 и 7 до получения неплоскостности IS i 1. При этом грань 7 заготовки 3 приобретает некоторый наклон к грани шаблона 5, контактирующей с поверхностью 1 заготовки 2, а сама эта заготовка приобретает соответствующую клиновидность. Потом заготовки 2 и 3 отделяют от шаблона 5 и производят химическую обработку их поверхностей б и 7, например, в травильном растворе в соответствии с технологией соединения деталей методом глубокого оптического контакта. Далее разворачивают заготовку 2 на 180° относительно ребра 8 двугранного угла заготовки 3, а при выполнении соответствующего скоса 9 у плабтины 2 и вокруг оси, перпендикулярной ребру 8 и параллельной плоскости 7, на такой же угол. Процесс заканчивается совмещением граней б и 7 и соединением деталей 2 и 3 методом глубокого оптического контакта. Изготовленный блок прогревают при 200-400С. Изготовленная деталь - призма имеет двугранный угол , равный
обратному углу шаблона об , поскольку образовавшаяся в процессе обработки на шаблоне непараллельность граней 7 и 1 компенсируется установленной на контакт на. грань 7 соответствующим образом ориентированной пластиной 2.
Изготовленные предлагаемым способом детали могут быть использованы как отражающие призмы, эталонные угольники или как стеклянный контакт ньай инструмент.
Детали могут быть изготовлены с различными углами, в зависимости от того, какой угол будет иметь шаблон.
Способом изготовления оптических деталей могут быть изготовлены
трехгранные углы путем последовательного изготовления двух двугранных углоё.
Предлагаемый способ позволяет наладить серийное изготовление деталей с заданным углом.
Применение изобретения позволяет изготавливать кубы, криэмы н пирами ды, а также реставрировать изношенные детали.
Таким образом, благодаря отсутствию необходимости в клеевом соединен НИИ деталей предлагаемый- способ позволяет увеличить точность изготовления и в-2-3 раза повысить его производительность.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технологии оптических деталей | |||
| Под ред | |||
| М.Н.Семибратова | |||
| М./ Маиданостроение, 1978,с | |||
| Ведущий наконечник для обсадной трубы, употребляемой при изготовлении бетонных свай в грунте | 1916 |
|
SU258A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ | 0 |
|
SU293224A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
