Изобретение относится к оптическо- .му приборостроению и может быть использовано при изготовлении уголковых отражателей для оптических систем.
Цель изобретения - повьш1ение точности из готовления угла 54 4 5 при сохранении качества полированных по верхностей уголкового отражателя из селенида цинка, а.также повышение качества изготовления поверхностей двугранных углов при использовании разных по твердости материалов приспособления и уголкового отражателя.
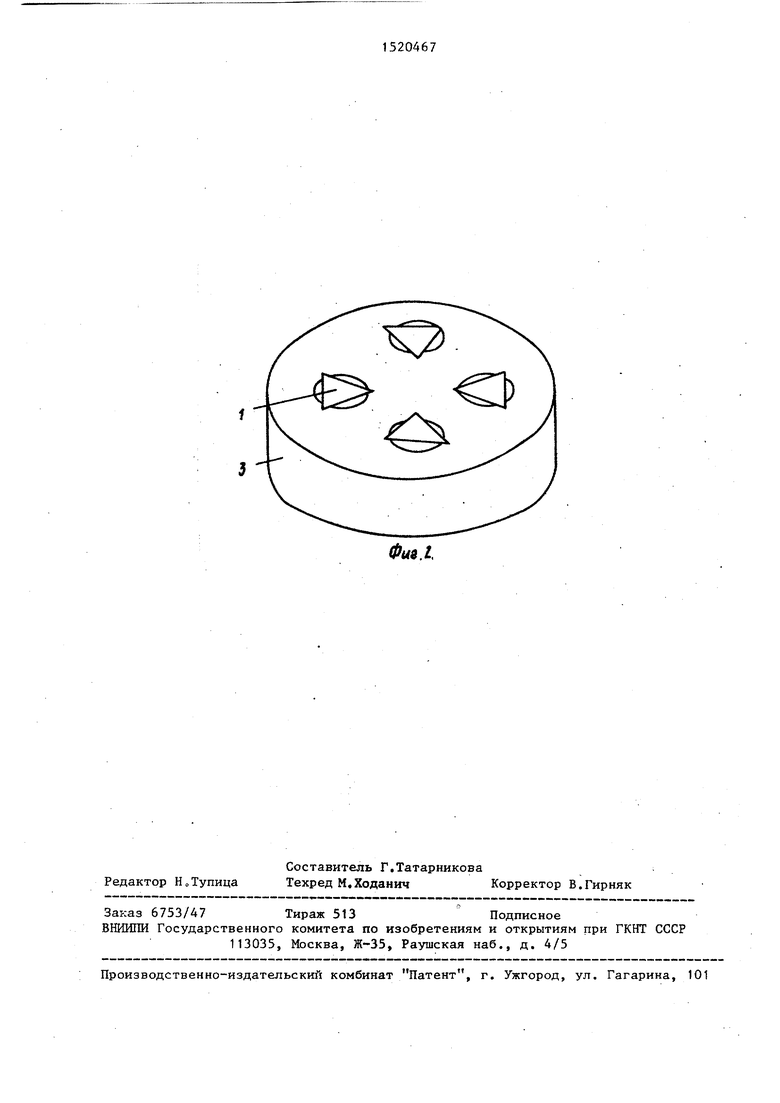
На фиг.1 изображено приспособление, выполненное в виде куба, с наклеенными заготовками уголковых отражателей; на фиг.2 - то же, с вклеенными заготовками уголковых отражателей.
Способ заключается в том, что заготовки 1 клеятся основанием на на- клеечное приспособление в виде куба 2 со срезанными углами, изготовле.н- ное из кварцевого стекла. При этом грани заготовок уголковых отражателей образуют плоскости, располагающиеся выше плоскости приспособления. Затем производится шлифовка и полировка граней заготовок 1 уголковых отражателей, после чего заготовки снимаются с наклеечного приспособления и вклеиваются в конические выемки
другого приспособления 3, выполненного из титана с углом при вершине конуса i 2.
Чтобы в процессе наклейки уголковых отражателей (при нагреве) не произошла их деформация, в качестве материала для приспособления выбран титан, так как его коэффициент линейного расширения равен 8,1510 , а коэффициент линейного расширения селе- нида цинка, из которого делают угол- ков ые отражатели, равен 9,3-10 .
Форма выемок для вклеивания уголковых отражателей вьшолнена в виде конуса с тем расчетом, чтобы уже отполированные грани не касались приспособления .,
Угол конуса выемок 109°30 ется ответной формой уголкового отражателя ,
Для предохранения ребер прямых углов от заколов при вклеивании уголковых отражателей в выемки приспособления поверхность выемок покрывается гальваническим способом тонким сдоем меди, I
После закрепления деталей на приспособлении производится шлифовка и полировка оснований уголковых отражателей.
0
5
0
5
0
Формула изобретения
1. Способ изготовления уголкового отражателя, включающий закрепление уголкового отражателя на приспособлении, шлифовку и полировку поверхностей двугранных углов и основания, отличаю, щийся тем, что, с целью повышения точности изготовления угла 54°45 при сохранении каче- .ства полированных поверхностей уголкового отражателя из селенида цинка, после шлифовки и полировки поверхностей двугранных углов, уголковый отражатель снимают с приспособления и ребрами двугранных углов вклеивают в коническую выемку, покрытую слоем меди, с углом при вершине 109° 30 ±2 дополнительного приспособления, выполненного из титана, а затем производят шлифовку и полировку основания. 2.. Способ попо1, отличающийся тем, что, с целью повьш1е- ния качества изготовления полированных поверхностей двугранных углов при использовании разных по твердости материалов приспособления и уголкового отражателя, уголковый отражатель приклеивают на срезанный угол приспособления с превьшением поверхностей граней уголкового отражателя над поверхностью приспособления.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки уголковых отражателей | 1979 |
|
SU854684A1 |
| Способ изготовления уголкового отражателя | 1987 |
|
SU1465854A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛКОВОГО ОТРАЖАТЕЛЯ | 1971 |
|
SU411779A1 |
| Способ изготовления оптических деталей | 1983 |
|
SU1094006A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИЗМЫBOtCOiOciMAHПАТйТгШ'ЯХШ;';Е'НАЯБИБЛМОТ1!:.А | 1971 |
|
SU304537A1 |
| Способ изготовления оптических призменных световозвращателей | 1990 |
|
SU1795403A1 |
| Способ получения оптического элемента | 1989 |
|
SU1678920A1 |
| Способ изготовления оптических деталей | 1984 |
|
SU1245556A1 |
| Интерферометр для измерения перемещений | 1988 |
|
SU1567869A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННОГО ЗЕРКАЛЬНОГО СКАНЕРА | 1994 |
|
RU2080636C1 |
Изобретение относится к оптическому приборостроению и позволяет повысить точность изготовления угла 54° 45, при сохранении качества полированных поверхностей уголкового отражателя из селенида цинка. Способ изготовления уголкового отражателя заключается в том, что заготовки отражателей закрепляют на приспособлении, например наклеиваются на приспособление в виде куба со срезанными углами. При этом грани заготовок уголковых отражателей образуют плоскости, располагающиеся выше плоскости приспособления. Затем производится шлифовка и полировка граней заготовок уголковых отражателей, после чего заготовки снимаются с приспособления и вклеиваются в конические выемки другого приспособления, выполненного из титана с углом при вершине конуса 109°30, ± 2,. Для предохранения ребер прямых углов от заколов при вклеивании уголковых отражателей в выемки приспособления, поверхность выемок покрывается гальваническим способом тонким слоем меди. 1 з.п. ф-лы, 2 ил.
0U9.l
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛКОВОГО ОТРАЖАТЕЛЯ | 1971 |
|
SU411779A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИЗМЫBOtCOiOciMAHПАТйТгШ'ЯХШ;';Е'НАЯБИБЛМОТ1!:.А | 0 |
|
SU304537A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
