Изобретение относится к технологии оптического приборостроения и может быхъ использовано при изготовлении оптических призм, эталонных угольников, оптического контактного инструмента.
Цель изобретения - повышение производительности.
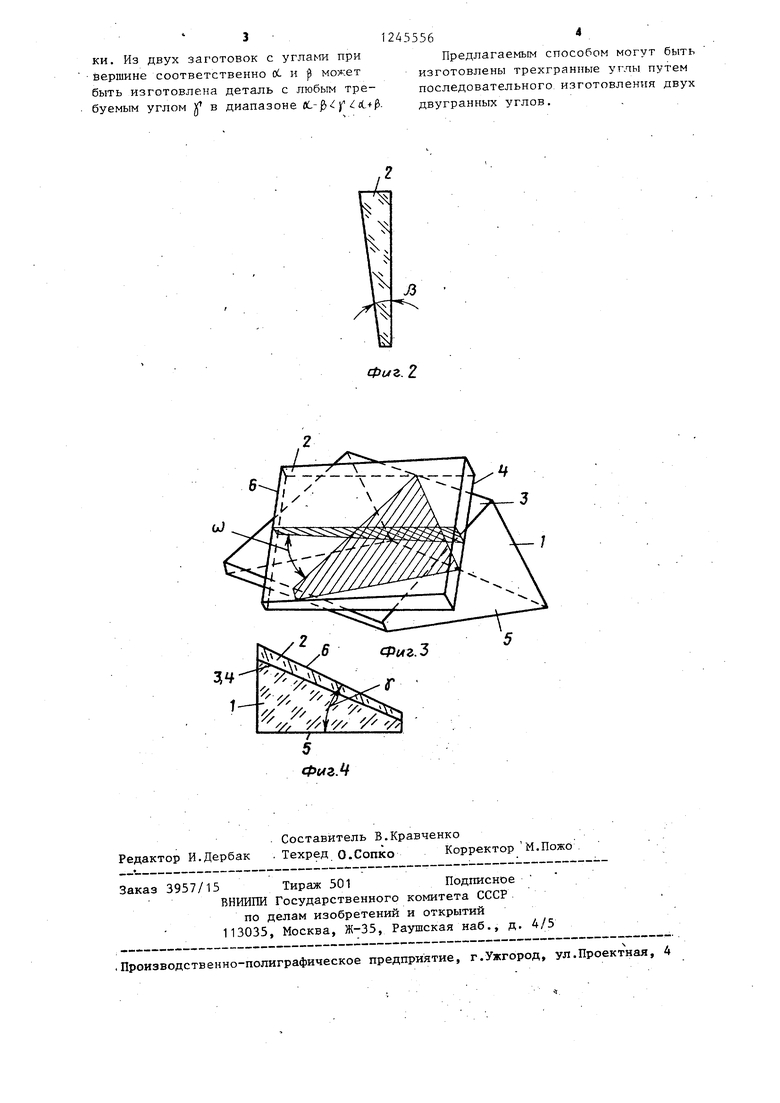
На фиг.1 и 2 представлены сечения основной и вспомогательной заготовок соответственно; на фиг.З - схема соединения заготовок между собой (схема формирования готовой детали); на фиг.4 - вид готовой детали после дополнительной механической обработки.
Способ реализуют следующим образом
В начале процесса путем шлифовки и полировки граней формуют заготовки основную 1 - в виде призмы с двугранным углом ti, и вспомогательную 2 - в виде оптического клина с углом при
вершине .
При полировке граней 3 и 4, по которым будет осуществляться глубокий оптический контакт заготовок, должна быть обеспечена неплоскостность N 1 Вторая пара граней 5 и 6 (заготовок 1 и 2) обрабатывается по требованиям предъявляемым к готовой детали. Величина угла должна быть достаточно близка к заданной величине двугранного угла изготавливаемой детали . Величина угла выбирается, исходя из условия ы - f : |.4р.
После полировки граней измеряются величины двугранных углов заготовок, изготовленных с помощью гониометра ГС-2М. Затем проводят химическую обработку поверхностей 3 и 4, например, в травильном растворе в соответствии с технологией соединения деталей методом глубокого оптического контак- та. Совмещают грани 3 и 4 заготовок и поворачивают заготовку 2 таким об- pasoMv что плоскости главных сечений заготовок (фиг.З, штриховые линии) составляют угол А) , определяемый из соотношения
Л) arccos Ь;.s4-.§( d)
sin к sin |
Соединяют заготовки 1 и 2 методом глубокого оптического контакта, например, путем прогрева при 200-400 С. Изготовленная деталь-призма имеет двугранный угол, равный по величине Y4 При этом плоскость главного сечения изготовленной детали в общем случае не совпадает с плоскостью главного сечения основной заготовки 1. Для придания призме требуемой формы производят дополнительную механическую
обработку (обрезку и шлифовку) ее матовых поверхностей, параллельных плоскости главного сечения изготавливаемой призм1з1 и ориентированных относительно плоскости главного с чения
основной заготовки 1 под углом
-irccos- sl-I- § - §-.(2)
sin sin 6
Следует отметить, что для малых углов , т.е. при условии. йС, V 1 Р , с точностью до членов первого порядка м:алости относительно , cos 1, и сл€ довательно, плоскость главного сечения изготавливаемой детали совпадает с плоскостью главного сечения основной заготовки.
Поскольку изготовление двугранног го угла с. точностью 10 - 1 не
представляет технологической трудности, величина угла при вершине корректирующего клина 2 должна быть такого же порядка, т.е. 10 - 1 Как видно из формулы (2), это приводит к наклону плоскости главного- на угол, не превьш1ающий нескольких угловых секунд (при соблюдении условий К ) т.е.изменения положения плоскости главного сечения изготовленной детали относительно плоскости главного сечения основной заготовки практически не происходит.
В случае, .когда угол рС основной
заготовки мал, т.е. сама изготавливаемая деталь является клином, плоскость главного сечения этой детали
.
может существенно изменить свое положение по отношению к плоскости глав- „.
ного сечения основной заготовки 1. В этом случае ее положение может быть определено по формуле (2). Однако в большинстве реализуемых на практике случаев положение плоскости главного сечения клиньев определяется после изготовления, а сами клинья изготавливаются круглой формы, в силу чед о дополнительной механической об- работки клиньев .не требуется.
Деташи Могут быть изготовлены с разлих1ными углами в зависимости от того, какие углы будут иметь заготов5 1245556 ,
ки. Из двух заготовок с углами при Предлагаемым способом могут быть вершине соответственно ОС и может изготовлены трехгранные углы путем быть изготовлена деталь с любым тре- последовательного изготовления двух буемым углом в диапазоне у гl. двугранных углов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления оптических деталей | 1983 |
|
SU1094006A1 |
| Способ изготовления уголкового отражателя | 1987 |
|
SU1465854A1 |
| Способ изготовления уголкового отражателя | 1987 |
|
SU1520467A1 |
| Способ изготовления световозвращателя | 1990 |
|
SU1788490A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИЗМЫBOtCOiOciMAHПАТйТгШ'ЯХШ;';Е'НАЯБИБЛМОТ1!:.А | 1971 |
|
SU304537A1 |
| Способ изготовления оптических призменных световозвращателей | 1990 |
|
SU1795403A1 |
| СОЛНЕЧНЫЙ МОДУЛЬ С КОНЦЕНТРАТОРОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2520803C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТОЧНЫХ ЦИЛИНДРИЧЕСКИХ МИКРОЛИНЗ С РАЗЛИЧНЫМ ПРОФИЛЕМ СЕЧЕНИЯ | 2007 |
|
RU2355652C2 |
| Способ изготовления многогранной призмы | 1983 |
|
SU1150600A1 |
| Лазер на растворах органических соединений с распределенной обратной связью | 1983 |
|
SU1094546A1 |

Фиг. 2
I .
ФигМ
. Составитель В.Кравченко Редактор И.Дербак Техред о.Сопко Корректор М.Пожо
- .- - . - -
Заказ 3957/15 Тираж 501Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ | 0 |
|
SU293224A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления оптических деталей | 1983 |
|
SU1094006A1 |
