Известен способ изготовления призмы с углом при вершине 90-90-90° (трипельпризмы) путем шлифовки и полировки заготовок, укрепленных на контактном приспособлении.
Недостатком его является низкий процент выхода призм с обш,им углом рассеяния не более 10, а также необходимость измерения в процессе изготовления двугранного угла призмы с точностью не грубее 2, чего не обеспечивают имеющиеся угломерные приборы.
Предлагаемый способ позволяет повысить точность призм.
Это достигается тем, что в качестве контактного приспособления используют куб, плоскости которого совмещают с плоскостями заготовки.
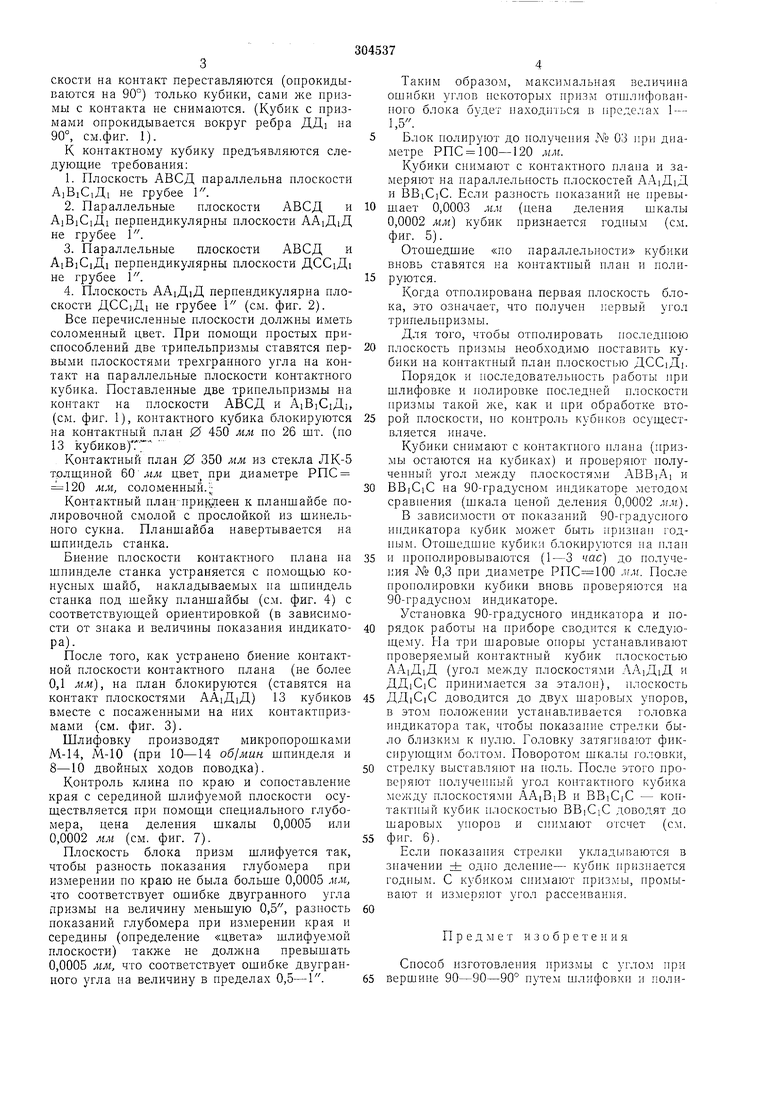
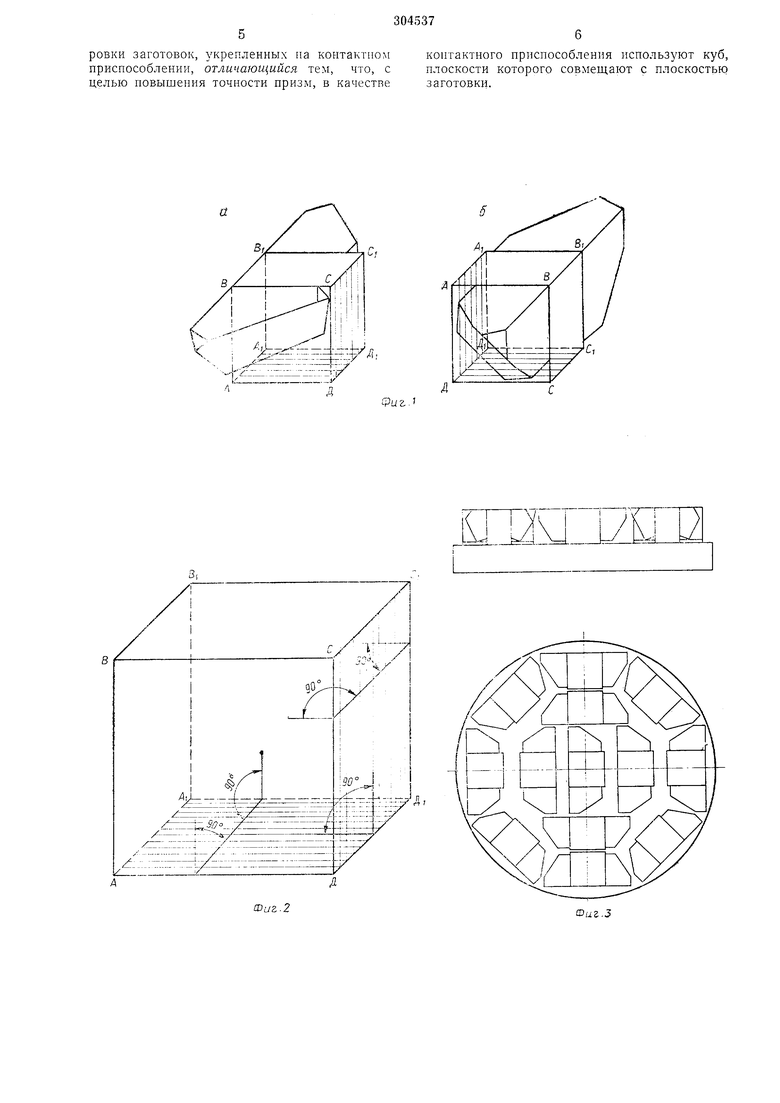
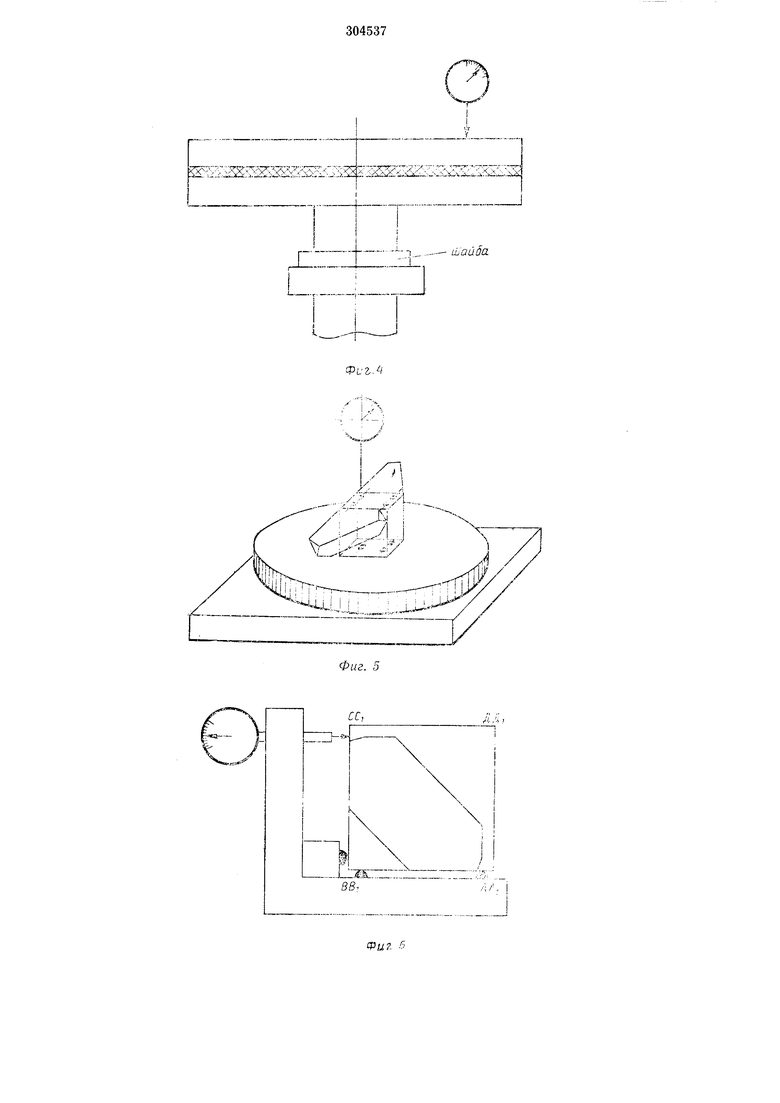
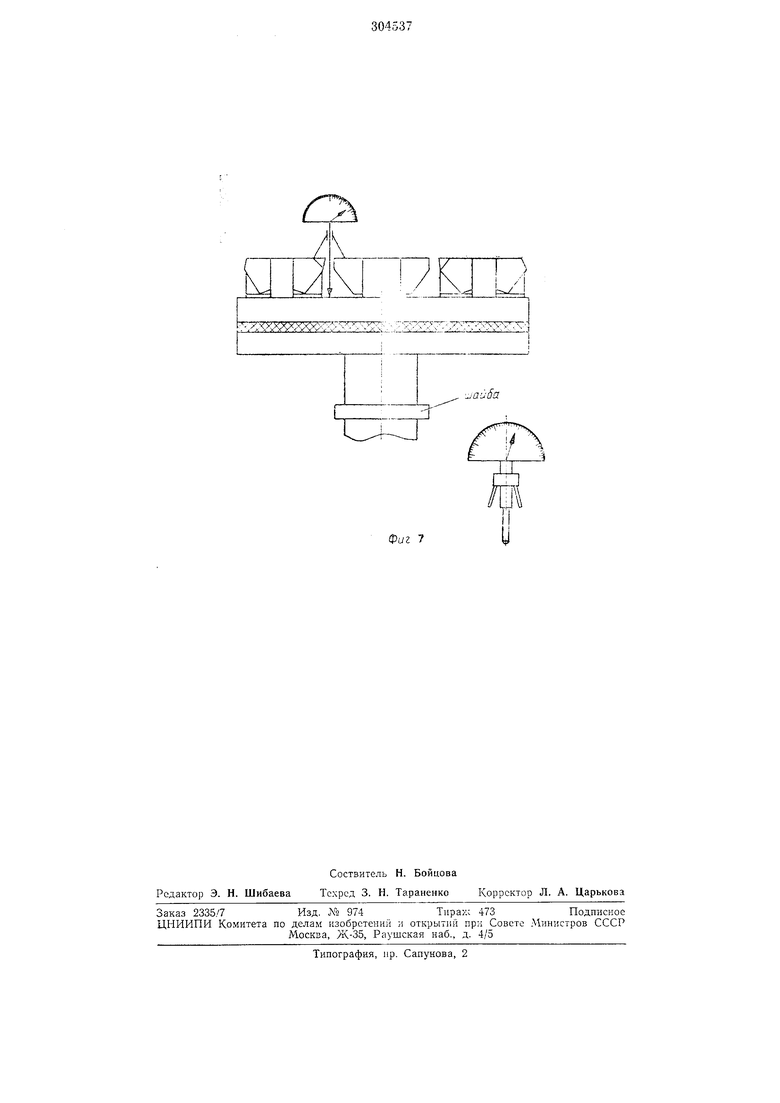
На фиг. 1 - пзображены две трипельпризмы, связанные контактом своими первыми полированными плоскостями с контактным кубиком: а - в положении при полировке второй плоскости; б - в положении при полировке третьей плоскости; на фиг. 2 - высокоточный контактный кубик 50X50x50 (катетное ребро трипельпризмы равно 37,5 лгм); на фиг. 3 - блок из тринадцати кубиков с 26 призмами; на фиг. 4 схематично изображен момент определения биения контактной плоскости контактпого плана; на фиг. 5 - прием коптроля на параллельность между первой базовой плоскостью кубика и полученной плоскоС1ъю на фиг. 6 - прием косвенного определения полученного двугранного угла призмы; на фиг. 7 - момент контроля параллельности между шлифуемой поверхностью блока и плоскостью контактного плана.
Суть метода заключается в том, что две трипельпризмы во время обработки второй и третьей плоскости трехгранного утла, своими первыми плоскостями контактом связаны с контактным кубиком. 13 кубиков с 26 призмами блокированы на контактном плане 0 450 мм. Измерение двугранного угла трипельпрпзмы в процессе производства осуществляется на 90-градусном индикаторе.
Заготовки трипельпризм выполняют любым известпым способом, равно как и шлифовку и полировку первой плоскости и основания трипельпризмы. После подшлифовки двугранных углов 54°45±5 трипельпризмы блокируют любым путем и затем шлифуют и полируют на цвет в соответствии с требованиями чертежа.
Затем следует шлифовка и нолировка второй и третьей плоскостей трехгранного угла трипельпризмы (блока из 13 контактных кубиков с парой призм па каждой).
Две трипельпризмы во время обработки второй и третьей плоскостей трехгранного угла своими первыми плоскостями контактом связаны с кубиком. После шлифовки второй плоскости на контакт переставляются (онрокидываются на 90°) только кубики, сами же призмы с контакта не снимаются. (Кубик с призмами опрокидывается вокруг ребра ДД па 90°, см.фиг. 1).
К контактному кубику предъявляются следующие требования:
1.Плоскость АВСД параллельна плоскости А1В1С1Д1 пе грубее 1.
2.Параллельные плоскости АВСД и А1В1С1Д1 перпендикулярны плоскости АА1Д1Д не грубее 1.
3.Параллельные плоскости АВСД и А1В)С1Д1 перпендикулярны плоскости ДСС1Д1 не грубее I.
4.Плоскость АА1Д1Д пернендикулярна плоскости ДСС1Д1 не грубее I (см. фиг. 2).
Все перечисленные плоскости должны иметь соломенный цвет. При помощи простых приспособлений две трипельпризмы ставятся первыми нлоскостями трехгранного угла на контакт на параллельные плоскости контактного кубика. Поставленные две трипельпризмы на коптакт на плоскости АВСД и А1В1С1Дь (см. фиг. 1), контактного кубика блокируются на контактный план 0 450 мм по 26 пат. (по 13 кубиков)
Коптактный план 0 350 мм из стекла ЛК-5 толщиной &Q мм цвет при диаметре РПС 120 мм, соломенный.Контактный планприклеен к планшайбе полировочной смолой с прослойкой из шинельного сукна. Планшайба навертывается на шпиндель станка.
Биение плоскости контактного плана на шпинделе станка устраняется с помощью конусных шайб, накладываемых иа шпиндель станка под шейку планшайбы (см. фиг. 4) с соответствующей ориентировкой (в зависимости от знака и величины показания индикатора).
После того, как устранено биение контактной плоскости контактного плана (не более 0,1 мм), на план блокируются (ставятся на контакт плоскостями АА1Д1Д) 13 кубиков вместе с посаженными на них коптактпризмами (см. фиг. 3).
Шлифовку производят микропорошками М-14, М-10 (при 10-14 об/мин шпинделя и 8-10 двойных ходов поводка).
Контроль клина по краю и сопоставление края с серединой шлифуемой плоскости осуществляется при помощи специального глубомера, цена деления шкалы 0,0005 или 0,0002 мм (см. фиг. 7).
Плоскость блока призм шлифуется так, чтобы разность показания глубомера при измерении по краю не была больше 0,0005 м.м, что соответствует ошибке двугранного угла призмы на величину меньшую 0,5, разность показаний глубомера при измерении края и середины (определение «цвета шлифуемой плоскости) также не должна превышать 0,0005 мм, что соответствует ошибке двугранного угла на величину в пределах 0,5-1.
Таким образом, максил1альная величина ошибки углов некоторых призм отшл 1фовапного блока будет находиться в пределах 1-- 1 Ч
1,0 .
Блок полируют до получепия № 03 при диаметре РПС 100-120 мм.
Кубики снимают с контактного плана и замеряют на параллельность плоскостей АА1Д1Д и BBiCjC. Если разность показаний не превышает 0,0003 мм (цена деления шкалы 0,0002 МЛ1) кубик признается годным (см. фиг. 5).
Отошедшие «по параллельности кубики вновь ставятся на контактный план и полируются.
Когда отполирована первая плоскость блока, это означает, что получен первый угол трипельпризмы.
Для того, чтобы отполировать последпюю
плоскость призмы необходимо поставить кубики на контактный план плоскостью ДСС1Д1. Порядок и последовательность работы при шлифовке и полировке последней плоскости призмы такой же, как и при обработке второй плоскости, по контроль кубикогз осуществляется иначе.
Кубикн снимают с контактного плана (призмы остаются иа кубиках) и проверяют полученный угол между плоскостями ABBiAi и
BBjCiC на 90-градусном индикаторе методом
сравнения (шкала ценой деления 0,0002 мм).
В зависимости от показаний 90-градусного
индикатора кубик может быть признан годпым. Отошедшие кубики блокируются иа план
н прополировываются (1-3 час) до получепия № 0,3 при диаметре . После прополировки кубики вновь проверяются на 90-градуспом индикаторе. Установка 90-градусного индикатора и порядок работы на приборе сводится к следующему. Па три шаровые опоры устанавливают проверяемый контактный кубик ПЛОСКОСТЬЕО АА1Д1Д (угол между плоскостями АА1Д1Д и ДД1С1С принимается за эталон), плоскость
ДД1С1С доводится до двух шаровых упоров, в этом положеппи устанавливается головка индикатора так, чтобы показание стрелки было близким к пулю. Головку затягивают фиксирующим болтом. Поворотом шкаль головки,
стрелку выставляют иа ноль. После этого проверяют полученный угол коптактпого кубика между плоскостямп AA|BiB п BBidC - контактный кубик плоскостью BBiCiC доводят до шаровых упоров и снимают отсчет (см.
фиг. 6).
Если показапия стрелки укладыпяЕОтся в зиачении ± одно делеиие- кубик признается годиым. С кубиком снимают призмы, промывают и измеряют угол рассеивания.
Предмет изобретения
ровки заготовок, укрепленных на контактном приспособлении, отличающийся тем, что, с целью повышения точности призм, в качестве
контактного приспособления используют куб, плоскости которого совмещают с плоскостью заготовки.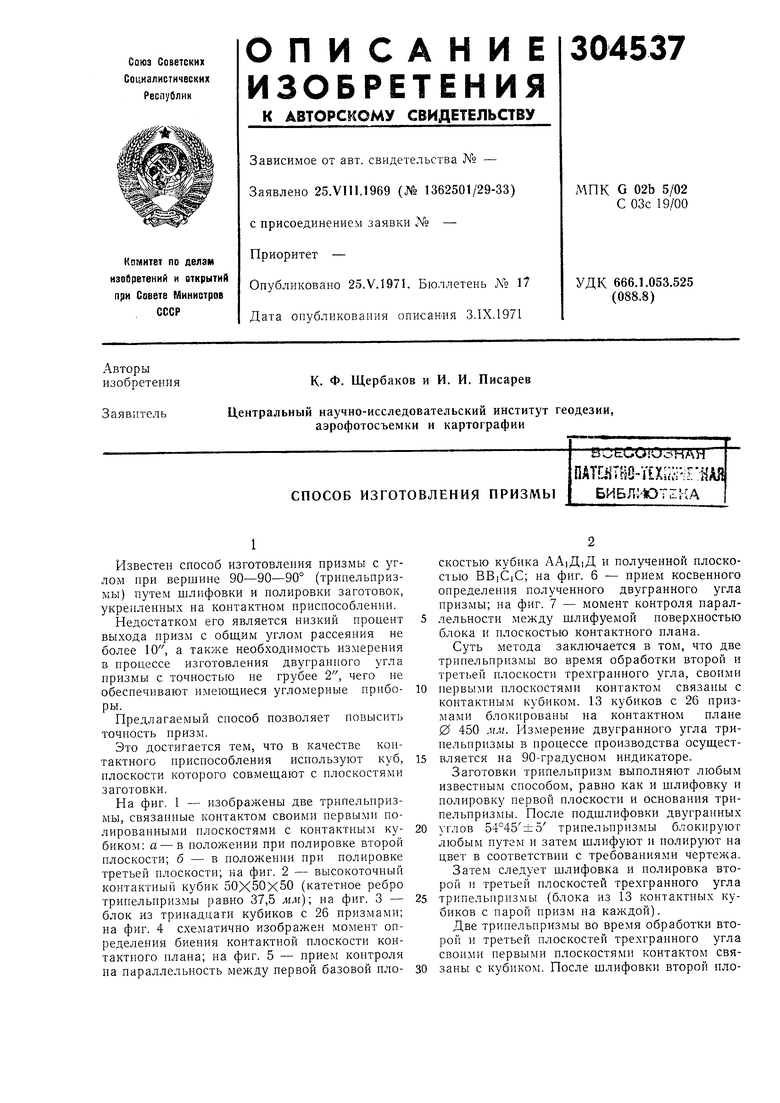
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления уголкового отражателя | 1987 |
|
SU1465854A1 |
| Способ изготовления оптических деталей | 1984 |
|
SU1245556A1 |
| Двусторонний световозвращатель | 1982 |
|
SU1076855A1 |
| Двухсекционный световозвращатель | 1985 |
|
SU1296979A1 |
| Фонарь-катафот | 1985 |
|
SU1307150A1 |
| Способ изготовления оптических деталей | 1983 |
|
SU1094006A1 |
| Способ исследования структурного состояния графитосодержащего образца | 2024 |
|
RU2827630C1 |
| ИМПУЛЬСНО-ПЕРИОДИЧЕСКИЙ ЭЛЕКТРОРАЗРЯДНЫЙ ЛАЗЕР ЗАМКНУТОГО ЦИКЛА (ВАРИАНТЫ) | 2008 |
|
RU2405233C2 |
| Оптический толщемер | 1948 |
|
SU78579A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТКИ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ (ВАРИАНТЫ), СОДЕРЖАЩЕЕ ЕЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2422861C2 |
Ч„ I .
л
ff
Фиг.
I:.
с
.,
тLLUUQa.
Фиг 7
