Изобретение относится к технике магнитной записи, а именно к процессам сборки головок.
Известен способ изготовления многодорожечного блока магнитных головок, по которому после операций, связанных с получением блока, образованием рабочего зазора, закреплением экранов, и шлифования рабочей поверхности отрезают тыльную часть полюсного блока, полируют поверхность среза и прикрепляют к блоку замыкающие сердечники с обмоткой 1.
Недостатками известного спосрба являются сложность изготовления частей блока, так как расположение выемок под экраны и замыкающие сердечники в ответной части блока должны точно совпадать с расположением соответствующих частей в полюсном блоке, и низкое качество экранирования головок из-за наличия немагнитного щва в экранах.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ, включающий скрепление немагнитным материалом отщлифованных ферритовых пластин в плоскости рабочего зазора, формирование перпендикулярно к пазу под обмотки поперечных пазов под экраны, закрепление в поперечных пазах магнитных экранов через немагнитные прокладки с выемками под обмотки, установку обмоток на замыкающие сердечники между экранами и вскрытие экранов со стороны рабочей поверхности блока с получением заданной формы его рабочей поверхности. Второй способ позволяет получитьмногодорожечный блок магнитных головок с хорощим экранированием и снизить количество прецизионных операций 2.
Известный способ сложен в реализации, так как каждый замыкающий сердечник изготавливается и прикрепляется к полюсной части индивидуально и имеет минимальные размеры элементов, поэтому перечисленные операции достаточно трудоемки и малопроизводительны.
Цель изобретения - снижение трудоемкости изготовления блока головок.
Для достижения цели согласно способу изготовления многодорожечного блока магнитных головок, включающему скрепление немагнитным материалом отшлифованных ферритовых пластин в плоскости рабочего зазора, формирование перпендикулярно к
пазу под обмотки поперечных пазов под экраны, закрепление в поперечных пазах магнитных экранов через немагнитные прокладки с выемками под обмотки, установку обмоток на замыкающие сердечники между экранами и вскрытие экранов со стороны рабочей поверхности блока с получением заданной формы его рабочей поверхности, установку обмоток производят на зубцы замыкающих сердечников, выполненных в виде гребенчатого блока, а перед вскрытием экранов удаляют соединяющую зубцы часть гребенчатого блока:
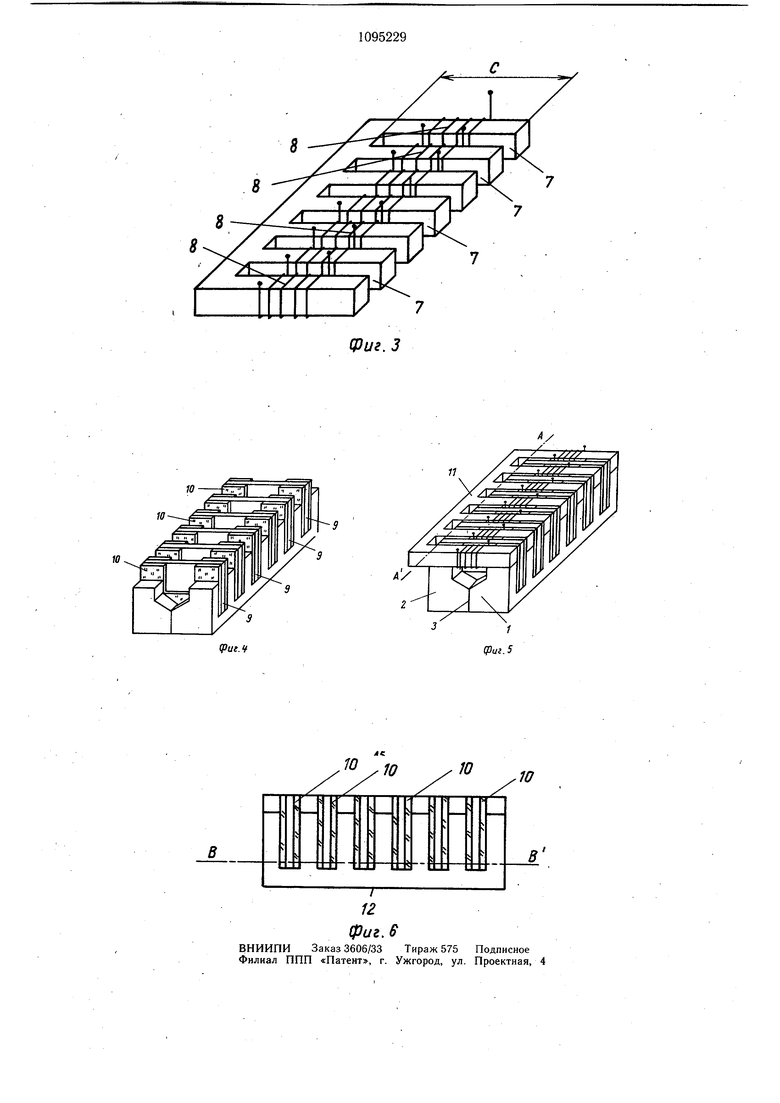
На фиг. 1 - фиг. 6 представлены главные стадии предлагаемого технологического способа изготовления блока магнитных гоЛовок.
Две ферритовые пластины 1 и 2 скрепляют через немагнитную проклад у с образованием рабочего зазора 3, в полученном блоке прорезают продольную выемку 4 под обмотки и поперечные выемки 5 под экраны (фиг. 1). Затем подготавливают отполиро,ванную с одной стороны пластину 6 из магнитомягкого материала (фиг. 2), щирина которой в превыщает щирину а полюсного блока (фиг. 1). В пластине 6 прорезают выемки 7 на глубину с .а, после чего на зубцы поперечной гребенки наносят обмотки 8 (фиг. 3). В поперечные выемки 5 полюсного блока устанавливают экраны, состоящие из магнитной пластины 9 и двух немагнитных пластин 10, имеющих выемку под обмотку в центральной части. Экраны закрепляют в выемках 5, например с помощью эпоксидного компаунда (фиг. 4), после чего между экранами вводят зубцы блока замыкающих сердечников (фиг. 5). После скрепления блока замыкающих сердечников с полюсным блоком соединительная часть 11 гребенки удаляется по линии А-А (фиг. 5). Затем блок шлифуют до вскрытия экранов (линия В-В на фиг. 6) и придают рабочей поверхности 12 необходимую конфигурацию.
Использование предлагаемого способа изготовления многодорожечного блока магнитных головок позволяет значительно снизить трудоемкость и повысить производительность труда на операции сборки блоков. При сборке блока с числом каналов до 24 по предлагаемому способу производительность труда повыщается по сравнению с известным способом на 15-20 /0.
8
8
Уиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сердечниковблОКА МАгНиТНыХ гОлОВОК | 1979 |
|
SU842945A1 |
| Многодорожечный блок магнитных головок | 1980 |
|
SU949687A1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2046400C1 |
| БЛОК МАГНИТНЫХ ГОЛОВОК | 1971 |
|
SU312431A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ MHO ГОДОРОЖЕЧНОГО БЛОКА, СОСТОЯЩЕГО ИЗ ЗАПИСЫВАЮЩИХ И ВОСПРОИЗВОДЯЩИХ | 1970 |
|
SU287626A1 |
| Блок магнитных головок | 1975 |
|
SU544993A1 |
| Блок магнитных головок | 1990 |
|
SU1714670A1 |
| Блок магнитных головок | 1990 |
|
SU1714669A1 |
| Многодорожечный блок магнитныхгОлОВОК | 1979 |
|
SU809331A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОДОРОЖЕЧНОГО БЛОКА МАГНИТНЫХ ГОЛОВОК, включающий скрепление немагнитным материалом отшлифованных ферритовых пластин в плоскости рабочего -зазора. формирование перпендикулярно к пазу под обмотки поперечных пазов под экраны, закрепление в поперечных пазах магнитных экранов через немагнитные прокладки с выемками под обмотки, установку обмоток на замыкающие сердечники между экранами и вскрытие экранов со стороны рабочей поверхности блока с получением заданной формы его рабочей поверхности, отличающийся тем, что, с целью снижения трудоемкости изготовления блока головок, установку обмоток производят на зубцы замыкаю- ,. щих сердечников, выполненных в виде гребенчатого блока, а перед вскрытием экранов удаляют соединяющую зубцы часть гребенчатого блока. (Л о со ел ISD ISD со
10
п
(Pue.f
11
| L Патент США № 4114259, кл | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
