(54) СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКОВ БЛОКА МАГНИТНЫХ ГОЛОВОК ,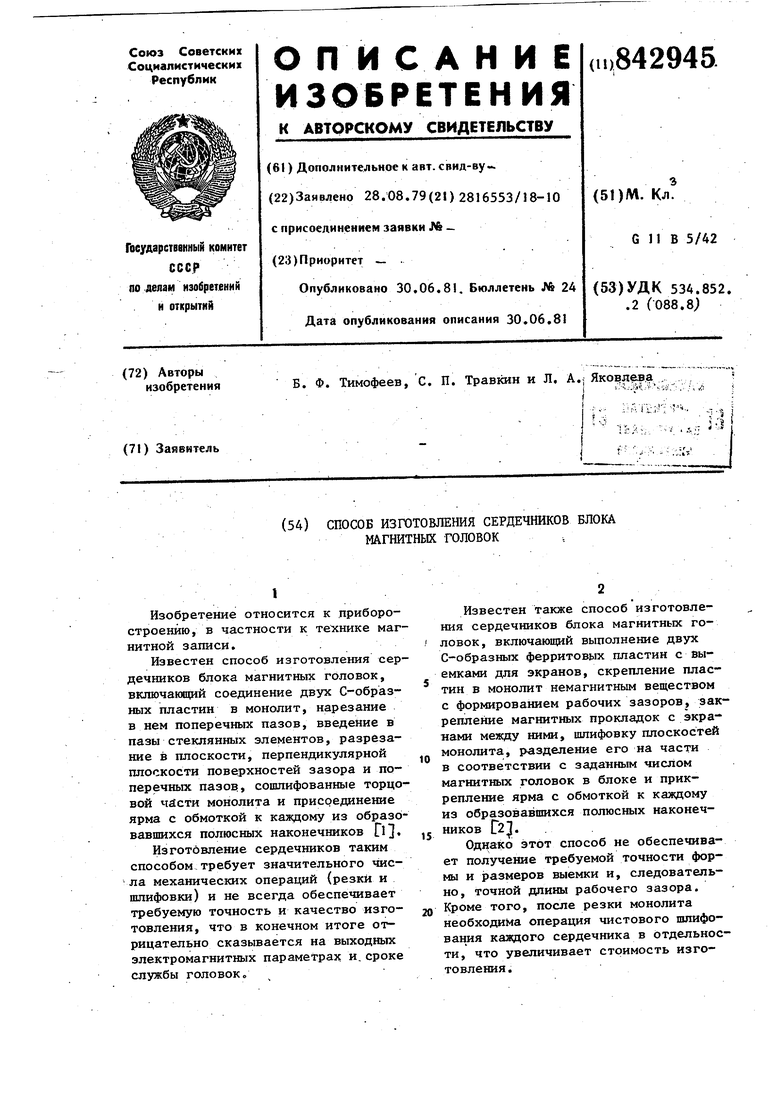
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многодорожечного блока магнитных головок | 1983 |
|
SU1095229A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления полюсныхНАКОНЕчНиКОВ для МАгНиТНОй гОлОВКи | 1979 |
|
SU815753A1 |
| Способ изготовления блока полюсных наконечников магнитных головок | 1981 |
|
SU1024975A1 |
| Способ изготовления двухдорожечного блока магнитных головок стирания | 1983 |
|
SU1107161A1 |
| Блок магнитных головок | 1989 |
|
SU1631594A1 |
| БЛОК МАГНИТНЫХ ГОЛОВОК | 1971 |
|
SU312431A1 |
| Способ изготовления магнитной головки | 1991 |
|
SU1780097A1 |
| Способ изготовления сердечников ферритовых магнитных головок | 1978 |
|
SU718855A2 |
| Способ изготовления сердечников магнитных головок | 1982 |
|
SU1051573A1 |
I
Изобретение относится к приборостроению, в частности к технике магнитной записи.
Известен способ изготовления сердечников блока магнитных головок, включающий соединение двух С-образных пластин в монолит, нарезание в нем поперечных пазов, введение в пазы стеклянных элементов, разрезание в плоскости, перпендикулярной плоскости поверхностей зазора и поперечных пазов, сошлифованные торцовой части монолита и присоединение ярма с обмоткой к каждому из образовавшихся полюсных наконечников D.
Изготовление сердечников таким способом требует значительного числа механических операций (резки и шлифовки) и не всегда обеспечивает требуемую точность и качество изготовления, что в конечном итоге отрицательно сказывается на выходных электромагнитных параметрах и.сроке службы головок
Известен также способ изготовления сердечников блока магнитных головок, включающий выполнение двух С-образных ферритовых пластин с выемками для экранов, скрепление пластин в монолит немагнитным веществом с формированием рабочих зазоров, закрепление магнитных прокладок с экранами между ними, шлифовку плоскостей монолита, разделение его на части в соответствии с заданным числом магнитных головок в блоке и прикрепление ярма с обмоткой к каждому из образовавшихся полюсных наконечников Г2.
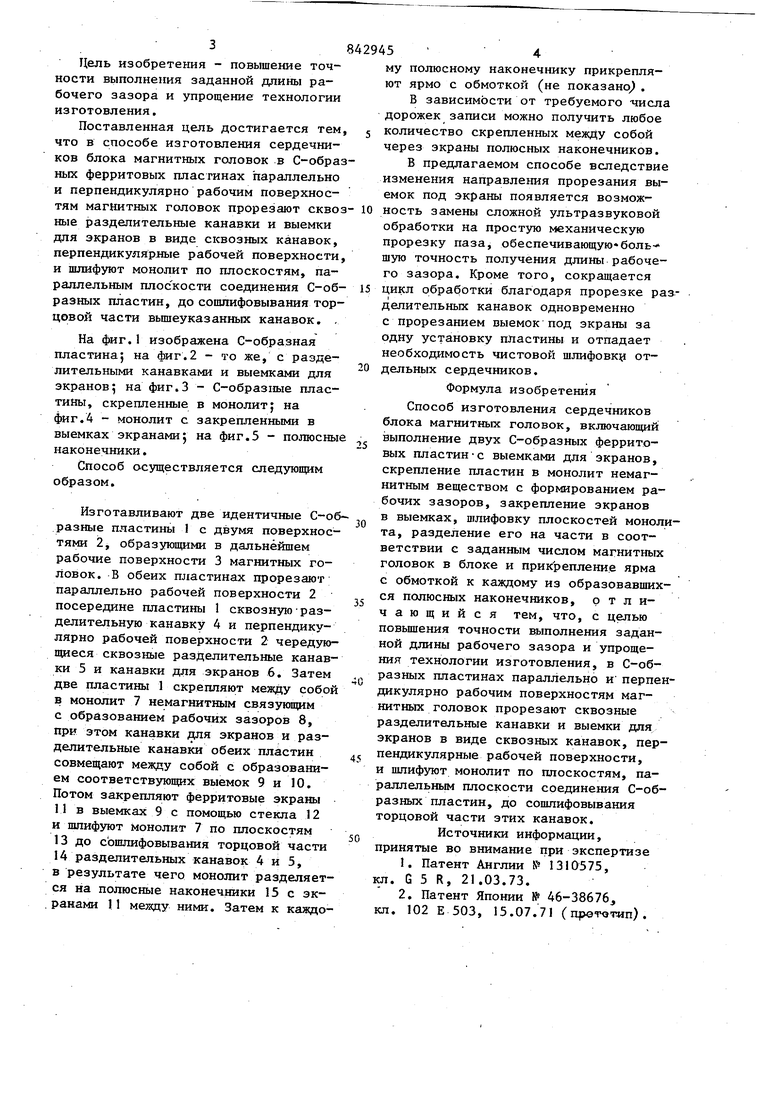
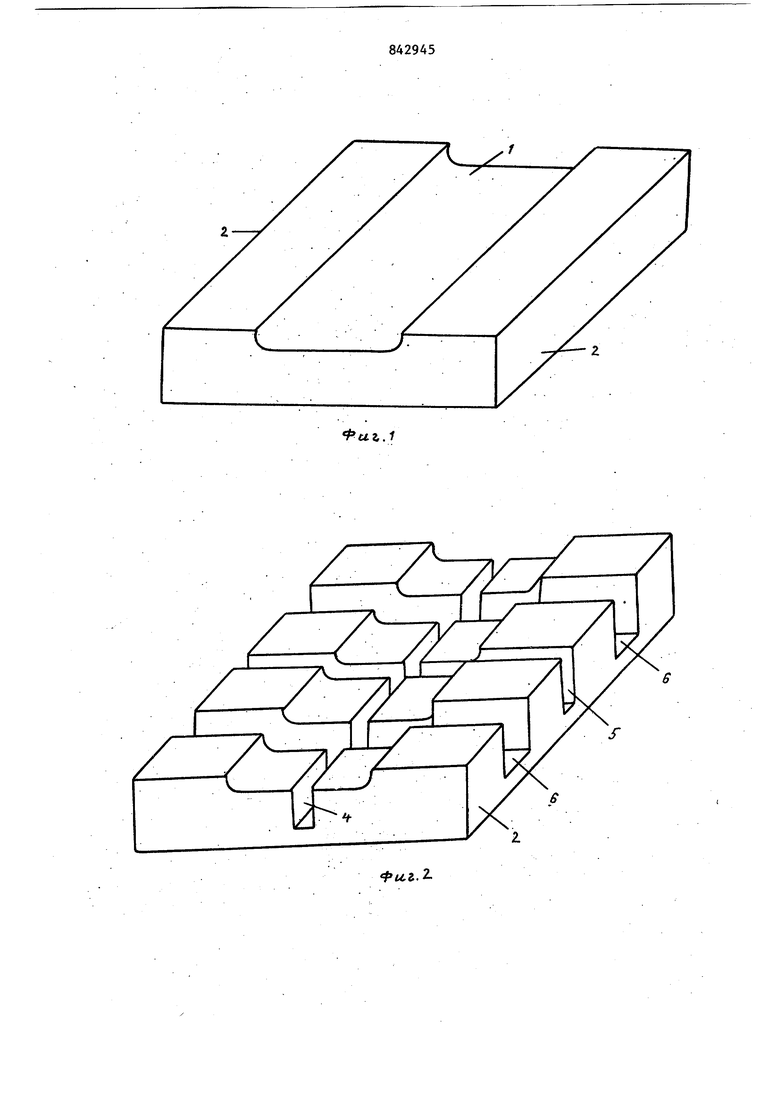
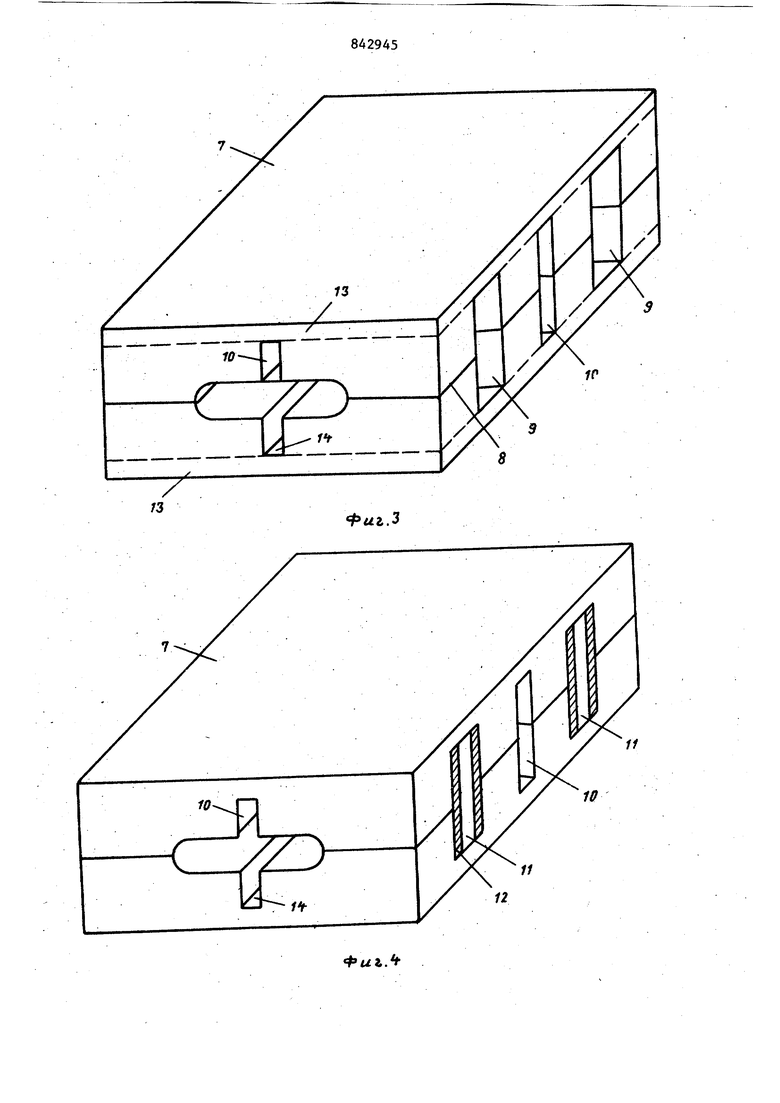
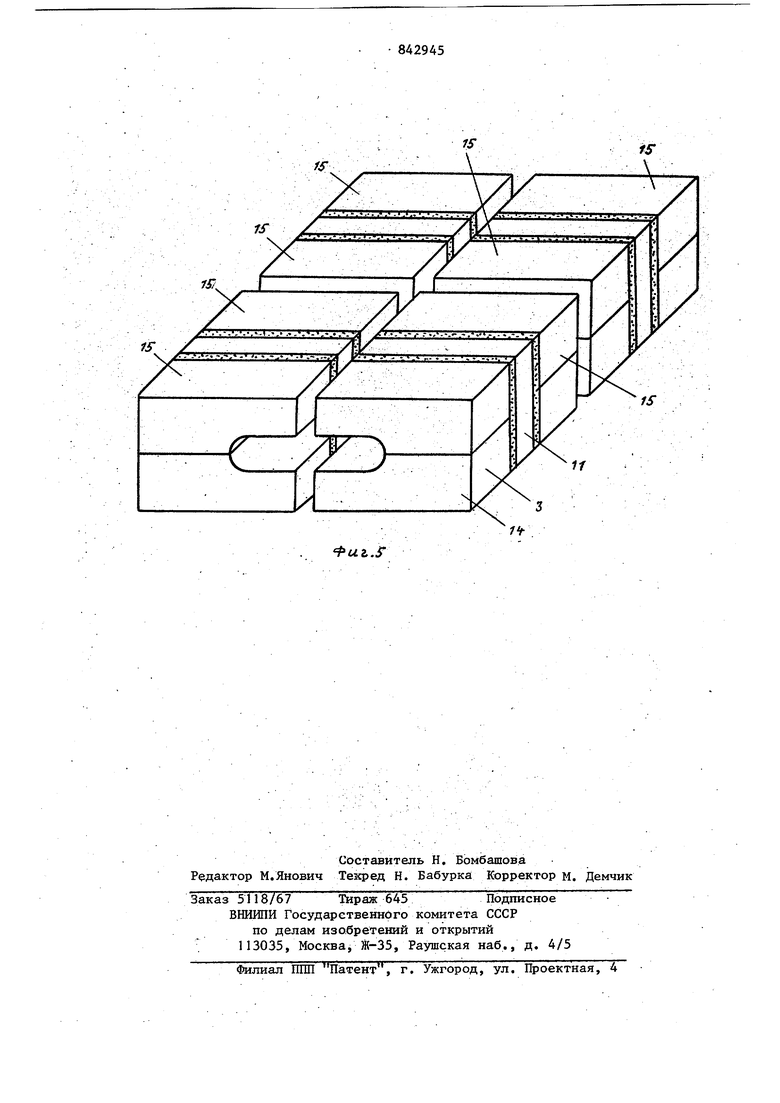
Одцако этот способ не обеспечивает получение требуемой точности формы и размеров выемки и, следовательно, точной дпины рабочего зазора. Кроме того, после резки монолита необходима операция чистового шлифования калздого сердечника в отдельности, что увеличивает стоимость изготовления. Цель изобретения - повышение точности выполнения заданной длины рабочего зазора и упрощение технологии изготовления. Поставленная цель достигается тем что в способе изготовления сердечников блока магнитных головок в С-обра ных ферритовых пластинах параллельно и перпендикулярно рабочим поверхностям магнитных головок прорезают скво ные разделительные канавки и выемки для экранов в виде сквозных канавок, перпендикулярные рабочей поверхности и шлифуют монолит по плоскостям, параллельным плоскости соединения С-об разных пластин, до сошлифовывания торцовой части вьшеуказанных канавок. . На фиг.1 изображена С-образная пластина; на фиг.2 - то же, с разделительными канавками и выемками для зкранов; на фиг.З - С-образные пластины, скрепленные в монолит; на фиг.4 - монолит с закрепленными в выемках экранами; на фиг.З - полюсны наконечники. Способ осуществляется следующим образом. Изготавливают две идентичные С-об разные пластины 1 с двумя поверхностями 2, образующими в дальнейшем рабочие поверхности 3 магнитных головок. В обеих пластинах прорезают параллельно рабочей поверхности 2 посередине пластины 1 сквозную-разделительную канавку 4 и перпендикулярно рабочей поверхности 2 чередующиеся сквозные разделительные канавки 5 и канавки для экранов 6. Затем две пластины 1 скрепляют между собой в монолит 7 немагнитным связующим с образованием рабочих зазоров 8, при этом канавки для экранов и разделительные канавки обеих пластин совмещают между собой с образованием соответствующих выемок 9 и 10. Потом закрепляют ферритовые экраны 11 в выемках 9 с помощью стекла 12 и шлифуют монолит 7 по плоскостям 13до сошлифовывания торцовой части 14разделительных канавок 4 и 5, в результате чего монолит разделяется на полюсные наконечники 15 с эк. ранами 11 мезэду ними. Затем к каждому полюсному наконечнику прикрепляют ярмо с обмоткой (не показано . В зависимости от требуемого числа дорожек записи можно получить любое количество скрепленных между собой через экраны полюсных наконечников. В предлагаемом способе вследствие изменения направления прорезания выемок под экраны появляется возможность замены сложной ультразвуковой обработки на простую механическую прорезку паза, обеспечивающую боль- шую точность получения длины рабочего зазора. Кроме того, сокращается цикл обработки благодаря прорезке разделительных канавок одновременно с прорезанием выемок под экраны за одну установку пластины и отпадает необходимость чистовой шлифовку отдельных сердечников. Формула изобретения Способ изготовления сердечников блока магнитных головок, включающий выполнение двух С-образных ферритовых пластин-с выемками для экранов, скрепление пластин в монолит немагнитным веществом с формированием рабочих зазоров, закрепление экранов в выемках, шлифовку плоскостей монолита, разделение его на части в соответствии с заданным числом магнитных головок в блоке и прикрепление ярма с обмоткой к каждому из образовавшихся полюсных наконечников, отличающийся тем, что, с целью повьшения точности выполнения заданной длины рабочего зазора и упрощения технологии изготовления, в С-образных пластинах параллельно и перпендикулярно рабочим поверхностям магнитных головок прорезают сквозные разделительные канавки и выемки для экранов в виде сквозных канавок, перпендикулярные рабочей поверхности, и шлифуют монолит по плоскостям, параллельным плоскости соединения С-образных пластин, до сошлифовывания торцовой части этих канавок. Источники информации, принятые во внимание при экспертизе 1.Патент Англии № 1310575, кл. G 5 R, 21.03.73. 2.Патент Японии № 46-38676 кл. 102 Е 503, 15.07.71 (прототип).
liФиг.З
Фиг.. IS
IS X
.S
/
IS
/
If
N
1t у
