Изобретение относится к технологии изготовления радиодеталей, в частности к устройствам для нанесения металлосодержащей пасты на плоские заготовки, например на пл.астины керамических конденсаторов.
Известно устройство, предназначенное для нанесения металлосодержащей пасты на плоские заготовки и содержащее блоки пуансонов, приводы их возвратно-поступательного перемещения, держатель заготовок, бак для пасты, средство дозирования и очистки пуансонов 1.
Недостатком этого устройства является малая производительность в работе и недостаточная точность нанесения контактного пятна.
Наиболее близким к предлагаемому техническим решением является устройство для нанесения серебряной пасты для заготовки дисковых керамических конденсаторов, содержащее блоки пуансонов, соединенные с приводом их вертикального возвратно-поступательного перемещения, держатель заготовок, емкость для ьасты и механизм дозирования пасты 2.
При перемещении верхнего блока над баком с пастой пуансоны касаются дозирующего ролика и на их торцовые поверхности осаждается паста, а при сближении верхнего и нижнего блоков пуансонов на другой позиции паста с верхнего пуансона передается на нижний, в это же время пуансоны второй пары блоков, одновременно войдя торцовыми поверхностями в контакт с заготовками, наносят на них пасту.
Недостатком известного устройства яв. ляется то, что при контактировании пуансонов известного устройства с заготовками паста частично вытекает из зоны контакта на боковую поверхность пуансонов и подсыхает, изменяя размер их торцовой поверхности после каждого контактирования, что снижает точность размера площади нанесения отпечатка, а необходимость периодической очистки пуансонов уменьщает производительность труда. Уменьщает производительность труда и последовательное нанесение пасты на пуансоны верхнего и нижнего блоков. Кроме этого, использование специальных средств дозирования и периодической очистки пуансонов усложняет конструкцию устройства.
Це ю изобретения является повышение прои. .зодительности в работе и точности нанесения контактного пятна металлосодержащей пасты.
Поставленная цель достигается тем, что в устройстве для нанесения металлосодержащей пасты на плоские заготовки, преимущественно керамических конденсаторов, содержащее блоки пуансонов, соединенные с приводом их вертикального возвратно-поступательного перемещения, держатель заготовок, емкость для пасты и механизм дозирования пасты, блоки пуансонов размещены над емкостью для пасты с возможностью совместного перемещения в пасте,
причем торцовые поверхности пуансонов выполнены сферическими.
На фиг. 1 изображено предлагаемое устройство, общий вид в разрезе; на фиг. 2 - цикл смачивания и очистки пуансонов; на фиг. 3 - цикл дозирования пасты; на фиг. 4 - цикл нанесения отпечатка пасты. Устройство для нанесения металлосодержащей пасты на плоские заготовки содержит блок 1 пуансонов (верхкий) с приводом 2 вертикального возвратно-поступательного перемещения, держатель 3 заготовок 4, установленный на плите 5, блок б пуансонов (нижний) с приводом 7 вертикального возвратно-поступательного перемещения, емкость 8, заполненную пастой 9. Приводы 2 и 7 жестко скреплены с плитой 5 посред0 ством кронштейна 10, а нижний блок 6 пуансонов установлен на штоке 11 привода 7 с возможностью осевого перемещения в емкости с пастой и вне его при взаимодействии с торцовыми поверхностями 12
5 пуансонов с пуансонами верхнего блока 1 и пружиной 13. Торцовые поверхности 12 выполнены сферическими, что обеспечивает высокую точность профилирования торцовой поверхности пуансонов.
Устройство работает следующим обра0 зом.
С плиты 5 снимают держатель 3 заготовок 4 (фиг. 1), включают привод 2 перемещения верхнего блока I пуансонов. При движении верхний блок 1 пуансонов контактирует торцовыми поверхностями 12 пуансонов с пуансонами нижнего блока 6 и перемещает его по щтоку 11, преодолевая сопротивление пружины 13, и совместно с ним погружается в емкость 8 с пастой 9 (фиг. 2). Возникающий при перемещении
0 блоков поток пасты омывает боковые поверхности пуансонов, очищает их от остатков подсохшей пасты и смачивает их торцовые поверхности 12. После очистки и смачивания привод 2 реверсируют, верхний блок 1 и контактирующий с ним под дей5 ствием пружины 13 нижний блок 6 пуансонов поднимаются из емкости 8 (фиг. 3), при этом излишки пасты стекают по боковой поверхности пуансонов в емкость, а часть пасты под действием силы поверхQ ностного натяжения задерживается в щели 14 между пуансонами, причем этой щели и дозы пасты в ней зависят от кривизны контактирующих торцовых поверхностей 12.
5 При дальнейщем перемещении верхнего блока контактирование пуансонов прекращается и доза пасты-располагается по торц овым поверхностям пуансонов верхнего и нижнего блоков. На плиту 5 устанавливается держатель 3 заготовок 4 (фиг. 4), включаются приводы 2 и 7 возвратно-поступательного перемещения и смоченные пастой торцовые поверхности пуансонов верхнего 1 и нижнего 6-блоков одновременно прижимают к поверхностям заготовок 4, нанося на них отпечаток пасты. Использование предложенного устройства позволяет увеличить производительность в работе и точность нанесения контактного пятна металлосодержащей пасты на заготовки за счет совмещения операций дозированного нанесения пасты на пуансоны верхнего и нижнего блоков и их очистки с циклом смачивания в емкости ,с пастой.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения металлосодержащей пасты на плоские заготовки | 1982 |
|
SU1064334A1 |
| Устройство для нанесения металлосодержащей пасты на плоские заготовки | 1987 |
|
SU1443652A1 |
| Устройство для нанесения металлосодержащей пасты на плоские заготовки керамических конденсаторов | 1987 |
|
SU1468290A1 |
| Устройство для нанесения металлосодержащей пасты на торцы плоских заготовок,преимущественно керамических конденсаторов | 1981 |
|
SU991524A1 |
| ОБЪЕМНЫЙ ДОЗАТОР ДЛЯ ВЯЗКИХ МАСС | 2005 |
|
RU2302115C1 |
| УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ, В ЧАСТНОСТИ РЕЛЬЕФНОЙ ФОРМОВКИ ПЛОСКИХ ЭЛЕМЕНТОВ И/ИЛИ ПРОБИВКИ В НИХ ОТВЕРСТИЙ | 2003 |
|
RU2338645C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СЛОЁВ ПАСТЫ ДЛЯ МАШИНЫ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ЗАГОТОВОК ДЕТАЛЕЙ СТЕРЕОЛИТОГРАФИЕЙ | 2020 |
|
RU2746228C1 |
| Блок для объемной штамповки с подвижной матрицей | 2024 |
|
RU2833767C1 |
| Устройство для высадки | 1981 |
|
SU996027A1 |
| Устройство для обработки заготовок типа полуцилиндров | 1990 |
|
SU1729731A1 |

УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МЕТАЛЛОСОДЕРЖАЩЕЙ ПАСТЫ НА ПЛОСКИЕ ЗАГОТОВКИ, ПРЕИМУЩЕСТВЕННО КЕРАМИЧЕСКИХ КОНДЕН, САТОРОВ, содержащее блоки пуансонов,, соединенные с приводом их вертикального возвратно-поступательного перемещения, держатель заготовок, емкость для пасты и механизм дозирования пасты,, отличающееся тем, что, с целью повыщения производительности в работе и точности нанесения контактного пятна металлосодержащей пасты, блоки пуансонов размещены над емкостью для пасты с возможностью совместного перемещения в пасте, причем торцовые поверхности пунсонов выполнены сферическими.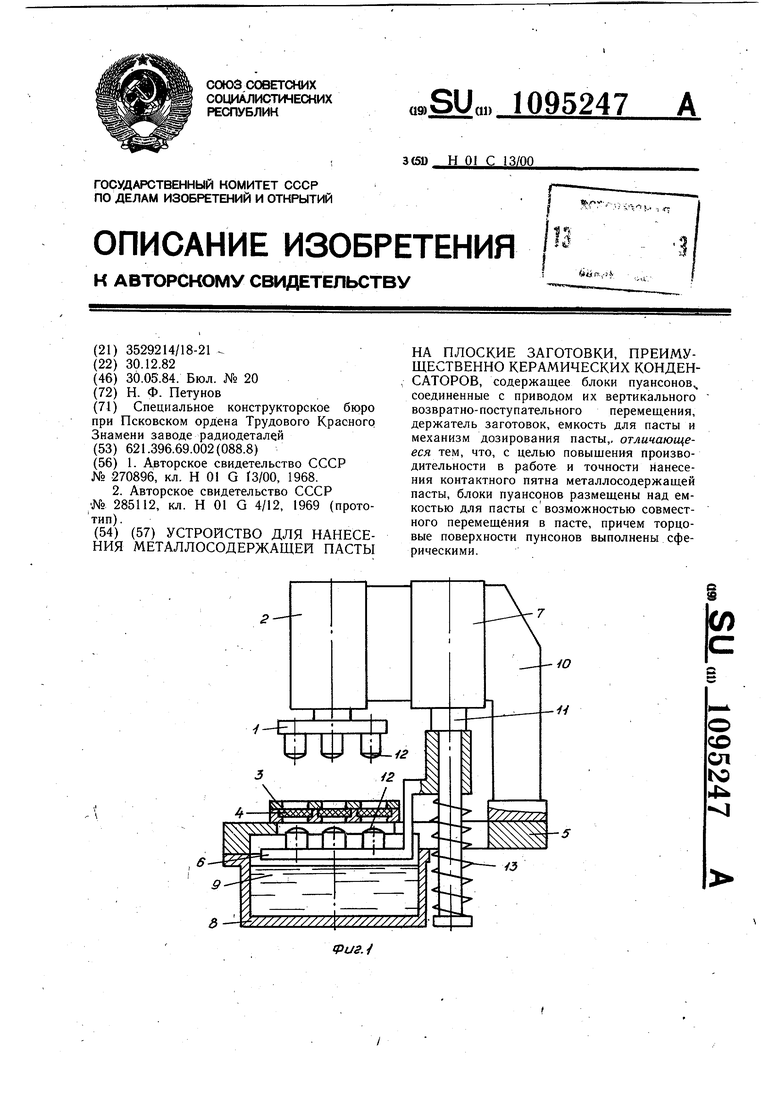
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU270896A1 | |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СЕРЕБРЯНОЙ ПАСТЫ НА ЗАГОТОВКИ КЕРАМИЧЕСКИХ ДИСКОВЫХ КОНДЕНСАТОРОВ | 0 |
|
SU285112A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
