Изобретение относится к штампам и принадлежностям для них и может быть использовано для объемной штамповки, в том числе стальных деталей.
Известен выдвижной стол пресса, включающий плиту и сочлененный с плитой привод ее перемещения, выполненный в виде длинноходового цилиндра (А.С. 979171, опубл. 07.12.1982). По известному решению, на столе пресса может быть установлен, например, штамп (матрица), взаимодействующий с пуансоном. После выдвижения стола из рабочей зоны выполняют замену или установку формообразующего инструмента или изделия.
Наиболее близким по совокупности существенных признаков - прототипом заявляемого изобретения - является штамп для выдавливания деталей с фланцем, включающий подвижную верхнюю плиту с закрепленным на ней формообразующим инструментом, неподвижную нижнюю плиту, держатель с формообразующим инструментом, установленный с возможностью возвратно-поступательного перемещения в плоскости, перпендикулярной направлению движения верхней плиты, и механизм перемещения держателя (А.С. SU 1426686, опубл. 30.09.1988. Бюл. №36). По известному решению, держателем является матрицедержатель, установленный на нижней плите штампа, на матрицедержателе выполнен наклонный вырез, с которым во время работы штампа взаимодействуют упоры отсекателя готовых деталей. Формообразующим инструментом, закрепленным на верхней плите, является пуансон. Формообразующим инструментом, закрепленным матрицедержателе, является матрица.
К общим недостаткам известных решений относится ограниченность их применения для крупногабаритных заготовок, выступание которых над плоскостью штампа превышает расстояние от верхней плоскости штампа до нижней плоскости пуансона.
Технической задачей, на решение которой направлено предлагаемое изобретение, является обеспечение возможности обработки на штампах крупногабаритных заготовок, выступание которых над плоскостью штампа превышает расстояние от верхней плоскости штампа до нижней плоскости пуансона.
Техническим результатом осуществления предлагаемого изобретения является расширения номенклатуры заготовок, обрабатываемых на прессе без увеличения расстояния от верхней плоскости штампа до нижней плоскости пуансона.
Решение поставленной технической задачи достигается совокупным применением следующих конструктивных мероприятий:
- выполнения в матрицедержателе отверстия, расположенного соосно отверстию для заготовки в формообразующем инструменте, и имеющего диаметр, позволяющий установку заготовки с зазором;
- размещения между неподвижной нижней плитой и матрицедержателем дополнительной неподвижной детали, называемой далее плитой упорной, с отверстием, расположенным соосно очку матрицы, имеющим диаметр, позволяющий установку заготовки в это отверстие с зазором, и сопряженным с наклонным пазом, выполненным в плите упорной под углом к ее верхней плоскости шириной, не меньшей, чем диаметр упомянутого отверстия в плите упорной.
Далее - в контексте настоящей заявки - в качестве синонимов будут использованы термины «матрица» и «полуматрица».
В зависимости от конструктивного исполнения формообразующих инструментом, в качестве верхнего формообразующего инструмента может быть использован пуансон или верхняя полуматрица, а в качестве нижнего формообразующего элемента - нижняя полуматрица. Далее верхний формообразующий инструмент будем условно называть верхней полуматрицей, нижний формообразующий инструмент - нижней полуматрицей.
Конструкция предлагаемого блока для объемной штамповки с подвижной матрицей (далее - блока) поясняется чертежами.
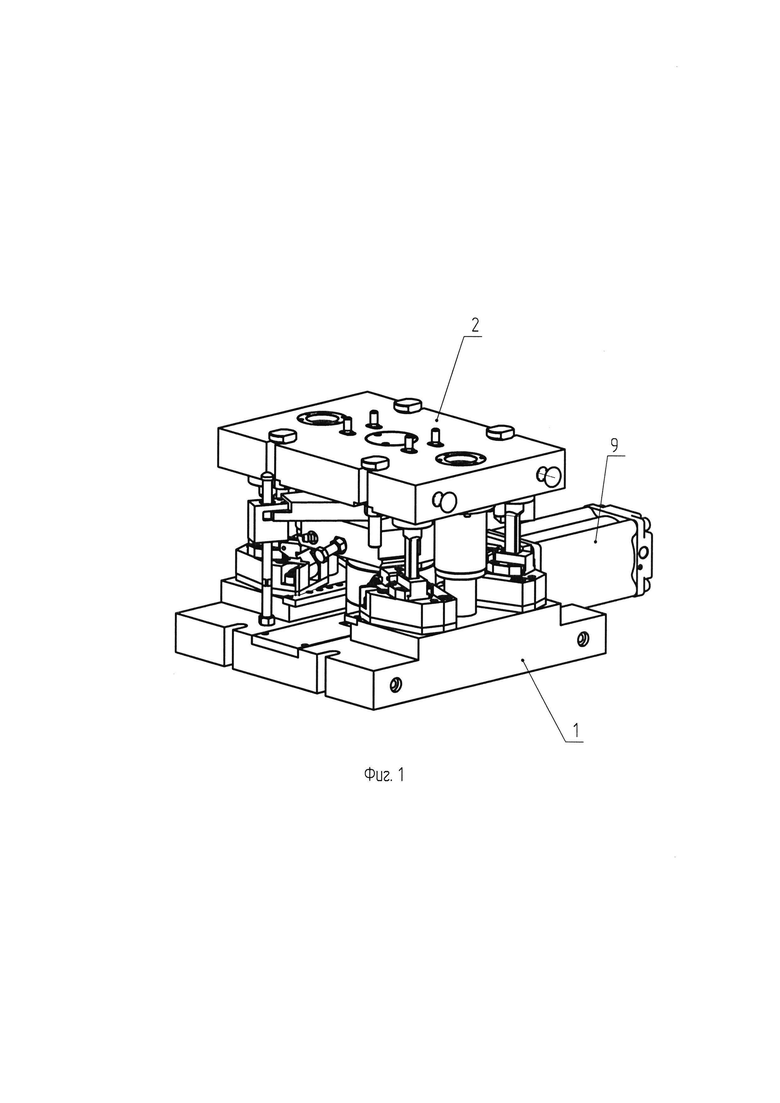
На фиг. 1 показан внешний вид предлагаемого блока.
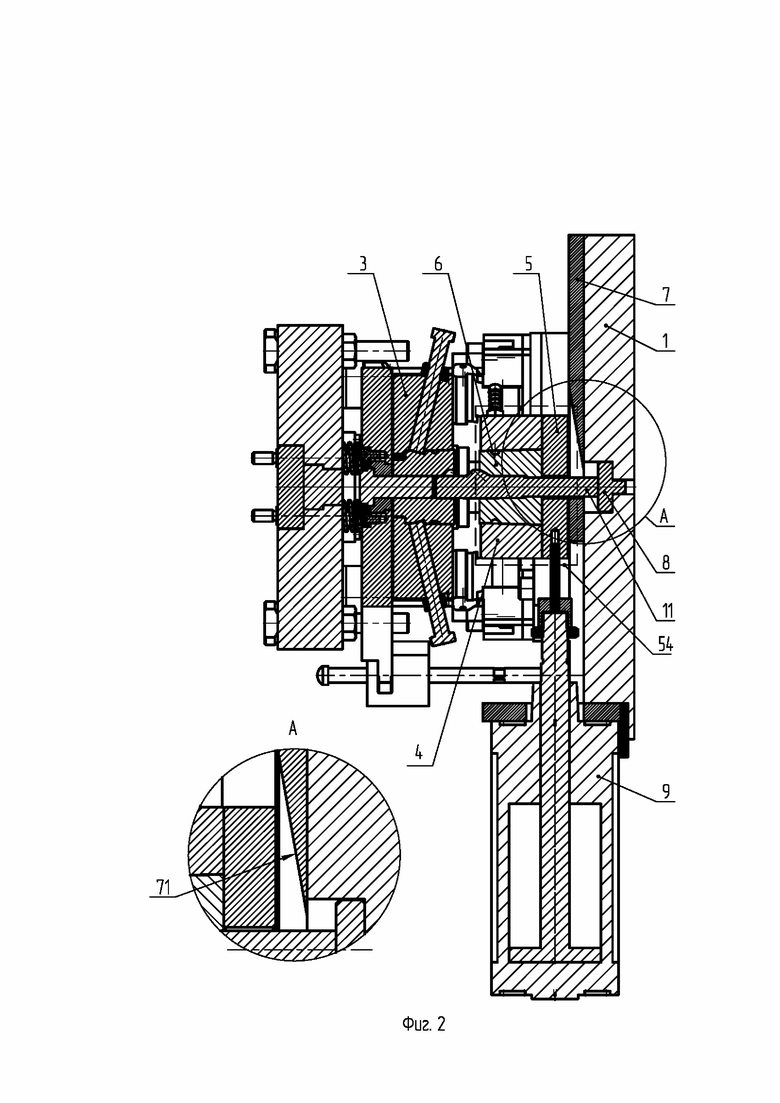
На фиг. 2 показан продольный разрез предлагаемого блока.
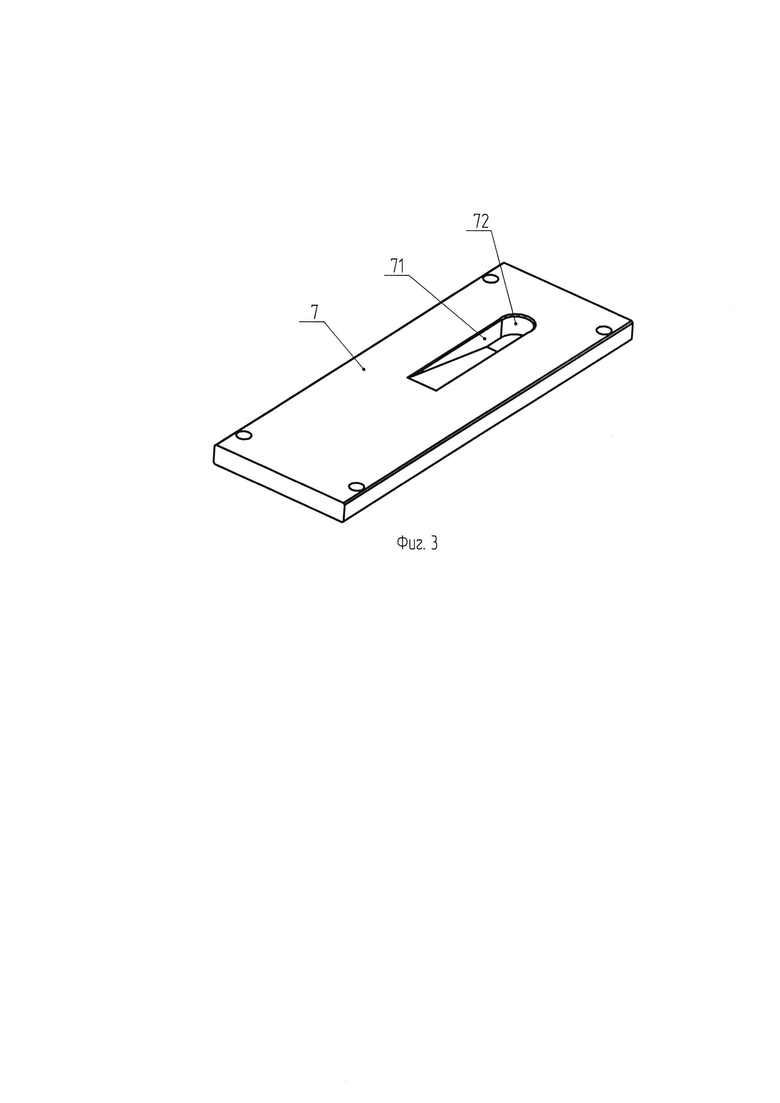
На фиг. 3 показана плита упорная с наклонным пазом и отверстием.
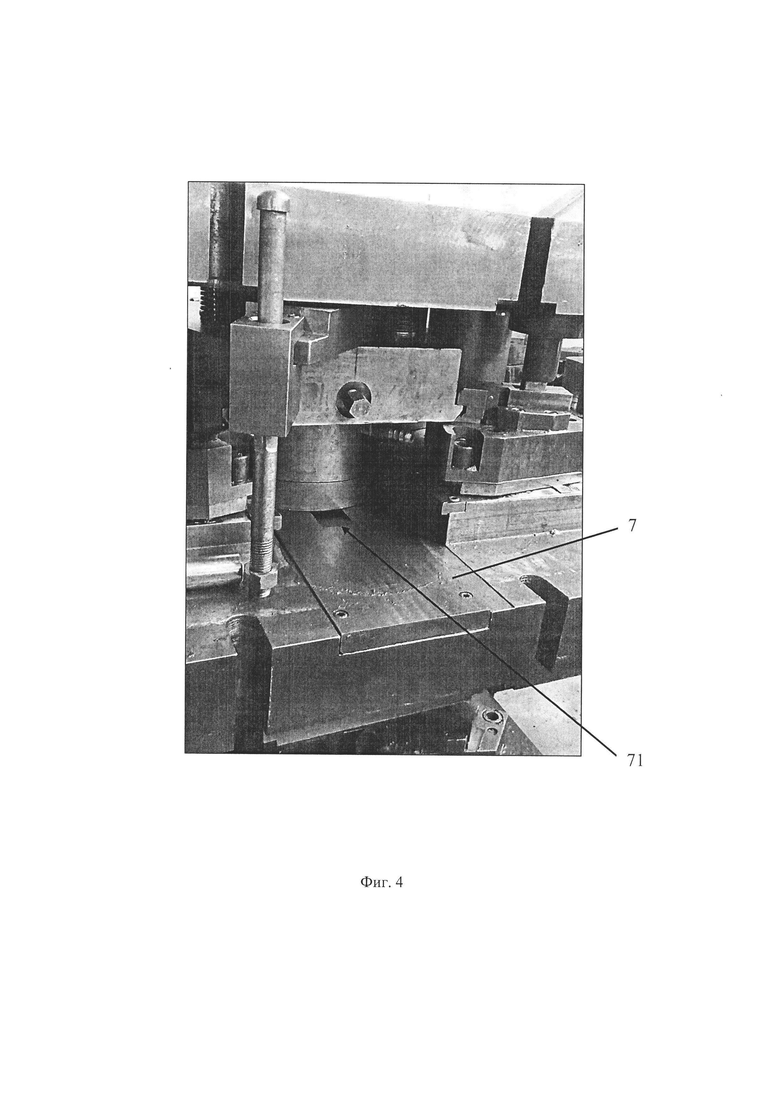
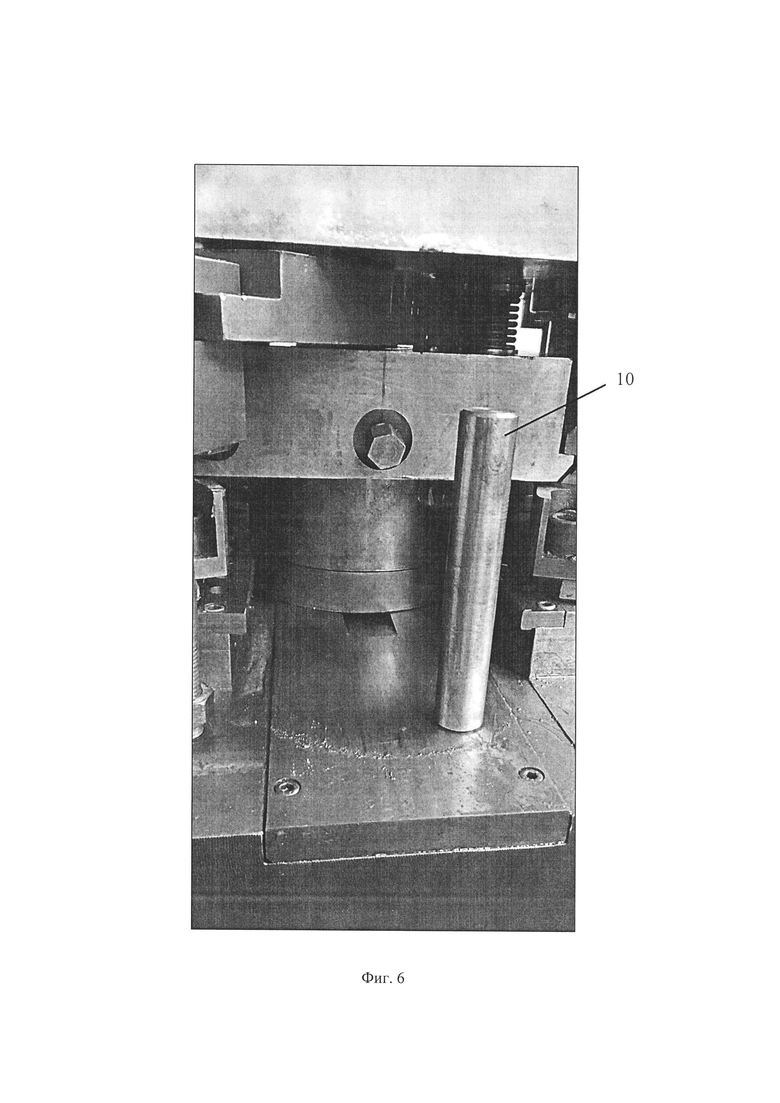
На фиг. 4 и 6 показан внешний вид (спереди) предлагаемого блока для объемной штамповки с подвижной матрицей, изготовленного и применяемого в серийном производстве заявителя.
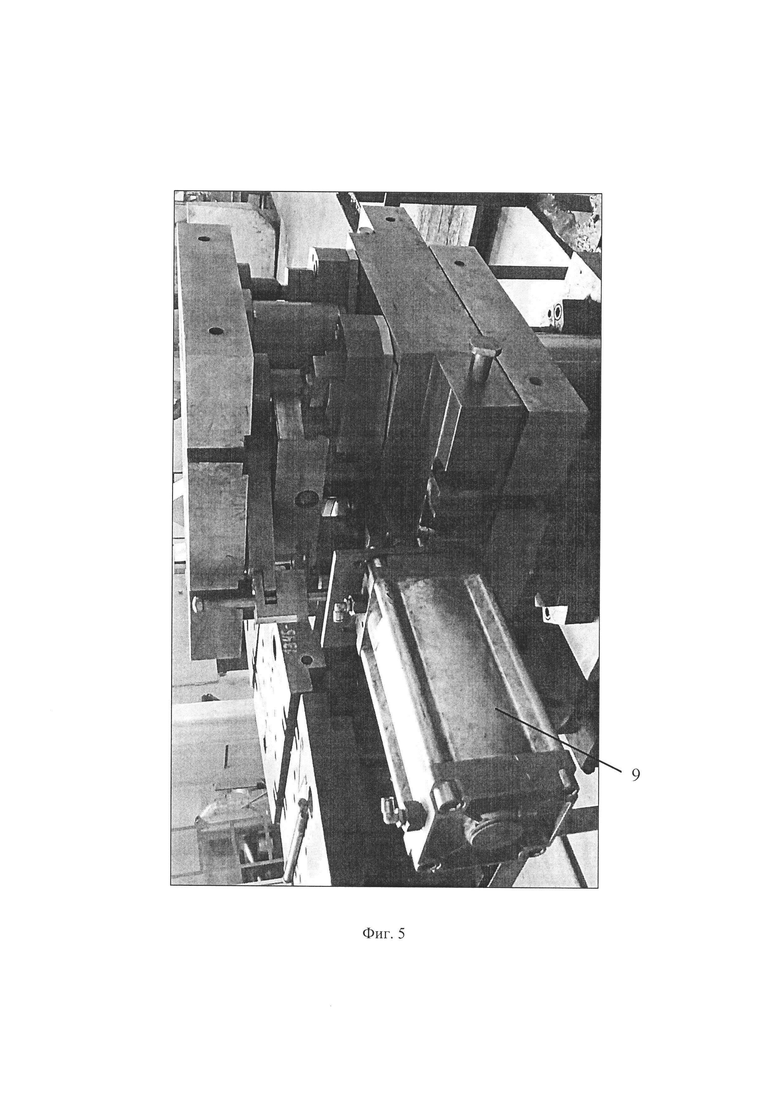
На фиг. 5 показан внешний вид (со стороны привода) предлагаемого блока для объемной штамповки с подвижной матрицей, изготовленного и применяемого в серийном производстве заявителя.
Позициями обозначено:
1 - плита нижняя (неподвижная),
2 - плита верхняя (подвижная),
3 - полуматрица верхняя,
4 - бандаж,
5 - плита подвижная, 54 - матрицедержатель,
6 - полуматрица нижняя,
7 - плита упорная,
71 - наклонный паз в плите упорной 7, сопряженный со сквозным отверстием 72,
72 - сквозное отверстие в плите упорной 7,
8 - выталкиватель,
9 - привод,
10 - заготовка,
11 - готовая деталь (штамповка).
Бандаж 4 закреплен на плите подвижной 5. Полуматрица нижняя 6 установлена в бандаж 4.
Плита подвижная 5 в сборе с бандажом 4 для полуматрицы нижней 6 выполняют функцию матрицедержателя. Поэтому далее в качестве синонима этой сборочной единицы («плита подвижная 5 + бандаж 4») будет использован термин «матрицедержатель», обозначенный на фиг. условно позицией 54.
Плита упорная 7 на фиг.3 показана имеющей четыре крепежных отверстия (отдельной позицией не обозначены). Это является только частным случаем исполнения, не исключающим другие варианты крепления.
Привод 9 может быть выполнен, в частности, в виде пневмоцилиндра.
Предлагаемый в качестве настоящего изобретения блок для объемной штамповки с подвижной матрицей работает следующим образом.
Привод 9 выдвигает плиту подвижную 5 с установленными и закрепленным на ней бандажом 4 и установленной в бандаж 4 полуматрицей нижней 6 из рабочей позиции в позицию загрузки. При этом верхняя плоская поверхность плиты упорной 7 образует дно для отверстия - очка - полуматрицы нижней 6.
Заготовку 10 устанавливают в очко полуматрицы нижней 6 с упором в верхнюю плоскую поверхность плиты упорной 7.
Привод 9 перемещает плиту подвижную 5 с бандажом 4, полуматрицей нижней 6 и заготовкой 10 в рабочую позицию. При этом заготовка 10 скользит своим нижним торцом по верхней поверхности плиты упорной 7. Там, где на верхней плоской поверхности плиты упорной 7 начинается наклонный паз 71, заготовка 10, одновременно с перемещением в горизонтальной плоскости, начинает перемещаться в вертикальной плоскости - утопать относительно верхней плоскости полуматрицы нижней 6. Наклонный паз 71 расположен относительно рабочей зоны так, что при движении в районе полуматрицы верхней 3 верхняя часть заготовки 10 уже располагается ниже полуматрицы верхней 3 и не задевает ее.
После достижения полуматрицей нижней 6 рабочей позиции она остановливается, заготовка 10 к этому моменту уже дошла до конца наклонного паза 71 и проваливается в отверстие 72, занимая положение на выталкивателе 8. Плита верхняя 2 совершает рабочий ход, при котором заготовке 10 придается заданная форма с помощью совместного действия полуматрицы верхней 3 и полуматрицы нижней 6.
Плита верхняя 2 совершает обратный ход, полуматрица верхняя 3 занимает исходное положение, привод 9 выдвигает плиту подвижную 5 с бандажом 4, полуматрицей нижней 6 и готовой деталью 11 из рабочей позиции в позицию загрузки.
В зависимости от конкретного соотношения высоты готовой детали 11 и расстояния между верхней поверхностью полуматрицы нижней 6 и нижней поверхностью полуматрицы верхней 3, готовую деталь 11 извлекают либо в рабочей позиции, например, с помощью выталкивателя 8, либо в позиции загрузки после перемещения туда посредством привода 9 плиты подвижной 5 с установленными на ней бандажом 4 и полуматрицей нижней 6.
В позиции загрузки в освободившееся очко полуматрицы нижней 6 устанавливают новую заготовку 9, цикл повторяется.
За счет совместного применения подвижной матрицы и наклонного паза, выполненного в неподвижной плите под матрицедержателем и сопряженного с отверстием, обеспечивается установка в рабочую позицию заготовок, высота которых не позволяет делать это при неподвижной матрице и без отсутствия паза.
Пример осуществления изобретения.
Выполняли штамповку заготовок корпусов топливных форсунок модели «А-04-018». Корпус форсунки после окончательной механической обработки имеет габаритный размер -высоту - 195,9 мм. Высота штамповки - 225,22 мм. В то же время, по конструктивным особенностям пресса, при установленной на него штамповой оснастке расстояние от нижней плоскости пуансона до верхней плоскости матрицы в штампе составляет всего 35 мм.
Для выполнения штамповки применили блок для объемной штамповой с подвижной матрицей предлагаемой конструкции. Это позволило получить детали необходимых размеров.
Конструкция предлагаемого блока для объемной штамповки с подвижной матрицей внедрена и используется в серийном производстве заявителя для изготовления топливных форсунок модели «А-04-018» для двигателей Тутаевского моторного завода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| Штамп к вертикальному прессу | 1981 |
|
SU1091974A1 |
| Штамп для безоблойной штамповки | 1985 |
|
SU1299695A2 |
| Штамп для безоблойной штамповки | 1983 |
|
SU1183271A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2147961C1 |
| Штамп для закрытой объемной,преимущественно,изотермической штамповки | 1982 |
|
SU1127679A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Гибочный штамп для изготовления П-образных деталей | 1991 |
|
SU1803227A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при объемной штамповке. Блок для объемной штамповки содержит подвижную верхнюю плиту, неподвижную нижнюю плиту, матрицедержатель с нижней полуматрицей. Матрицедержатель имеет возможность возвратно-поступательного перемещения в плоскости, перпендикулярной направлению движения верхней плиты. Предусмотрена плита упорная, выполненная с отверстием, соосным очку полуматрицы и сопряженным с наклонным пазом. Матрицедержатель имеет отверстие, соосное отверстию для заготовки в нижней полуматрице. Отверстие в матрицедержателе и отверстие в плите упорной выполнены диаметром, обеспечивающим установку в них заготовки с зазором. Ширина наклонного паза в плите не меньше, чем диаметр отверстия в плите упорной. В результате обеспечивается расширение номенклатуры обрабатываемых заготовок. 6 ил., 1 пр.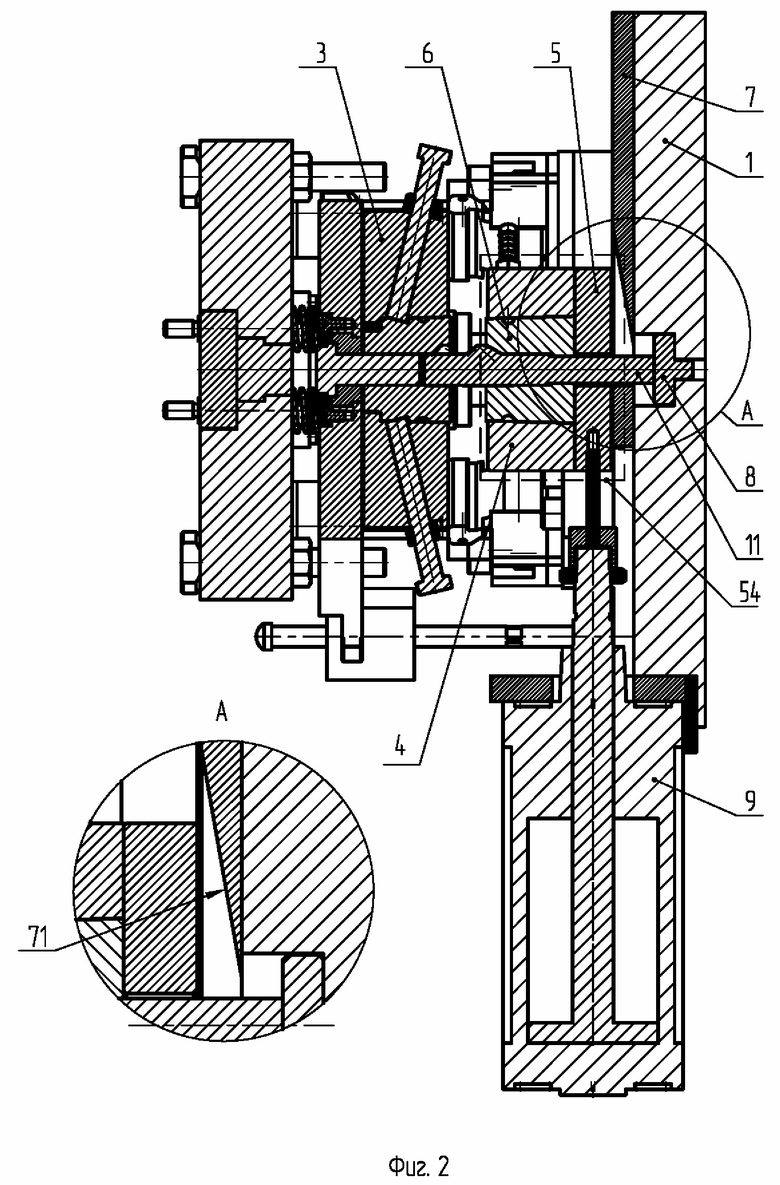
Блок для объемной штамповки с подвижной матрицей, включающий подвижную верхнюю плиту с закрепленным на ней формообразующим инструментом, неподвижную нижнюю плиту, матрицедержатель с нижней полуматрицей, установленный с возможностью возвратно-поступательного перемещения в плоскости, перпендикулярной направлению движения верхней плиты, отличающийся тем, что он снабжен плитой упорной, неподвижно установленной между неподвижной нижней плитой и матрицедержателем и выполненной с отверстием, расположенным соосно очку нижней полуматрицы и сопряженным с наклонным пазом, расположенным под углом к верхней плоскости плиты упорной, при этом матрицедержатель выполнен с отверстием, расположенным соосно отверстию для заготовки в нижней полуматрице, упомянутые отверстие в матрицедержателе и отверстие в плите упорной выполнены диаметром, обеспечивающим установку в них заготовки с зазором, а наклонный паз в плите упорной выполнен шириной, которая не меньше, чем диаметр отверстия в плите упорной.
| Штамп для объемной штамповки | 1986 |
|
SU1423244A1 |
| SU 1183272 A1, 07.10.1985 | |||
| Штамп для выдавливания деталей с фланцем | 1986 |
|
SU1426686A1 |
| US 6250128 B1, 26.06.2001 | |||
| CN 103921126 A, 16.07.2014. | |||

