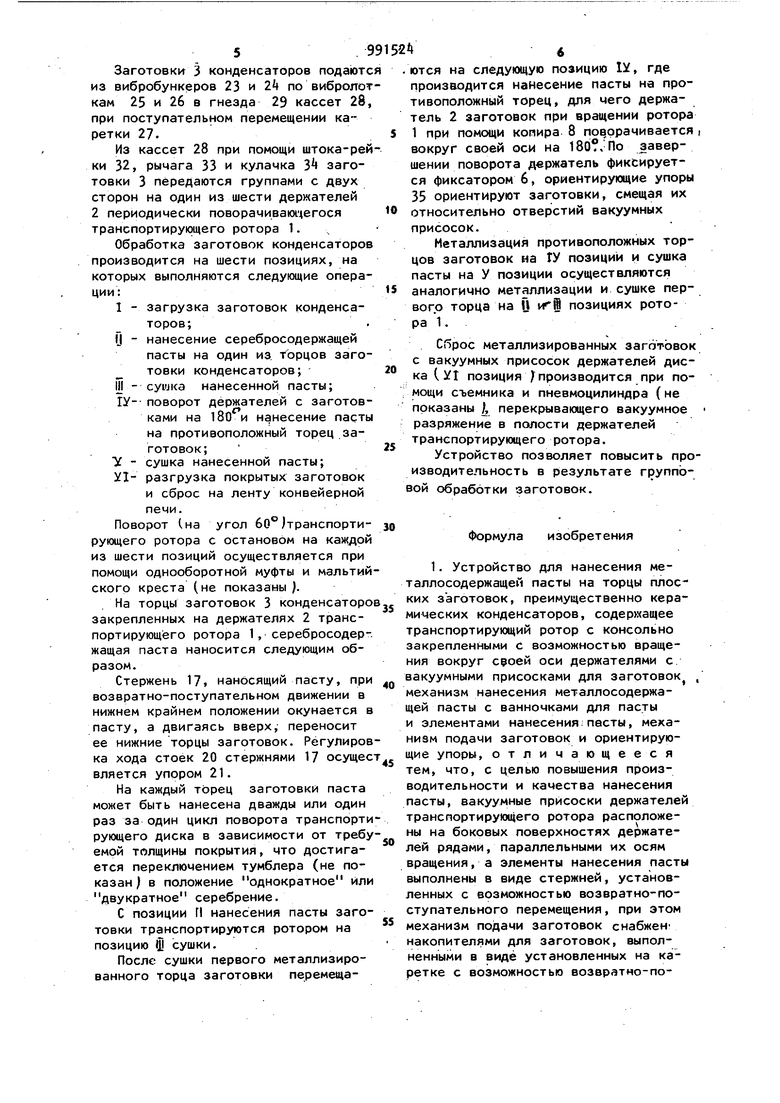
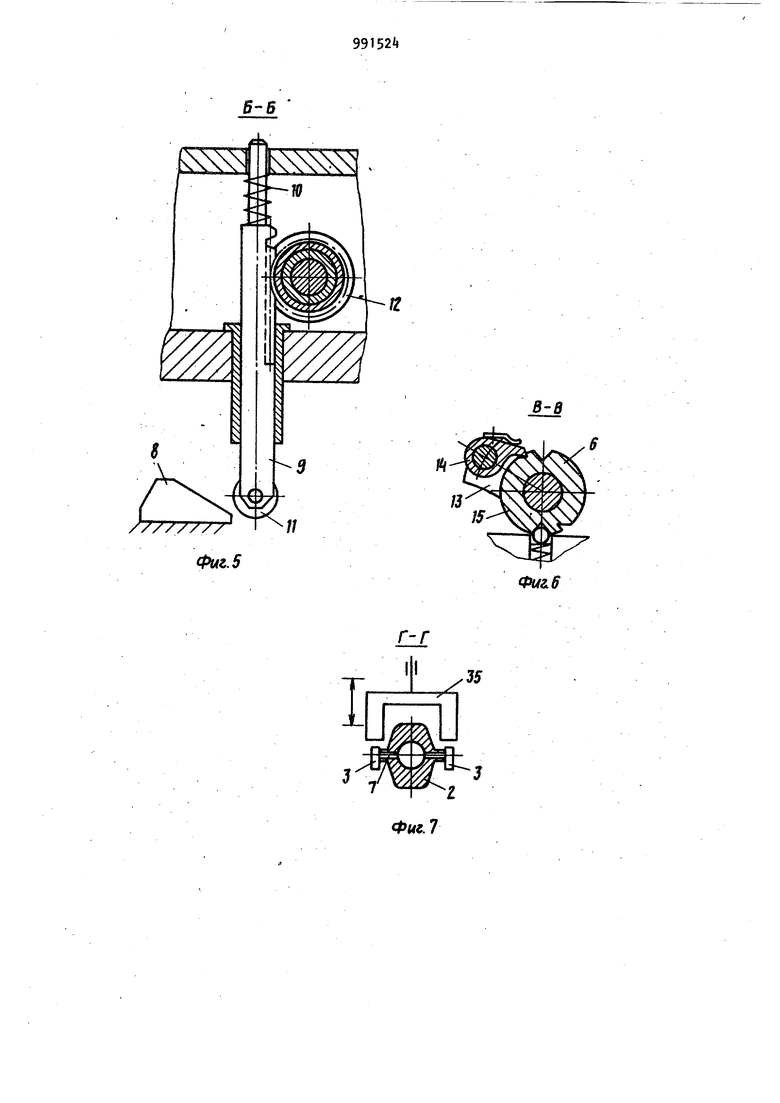
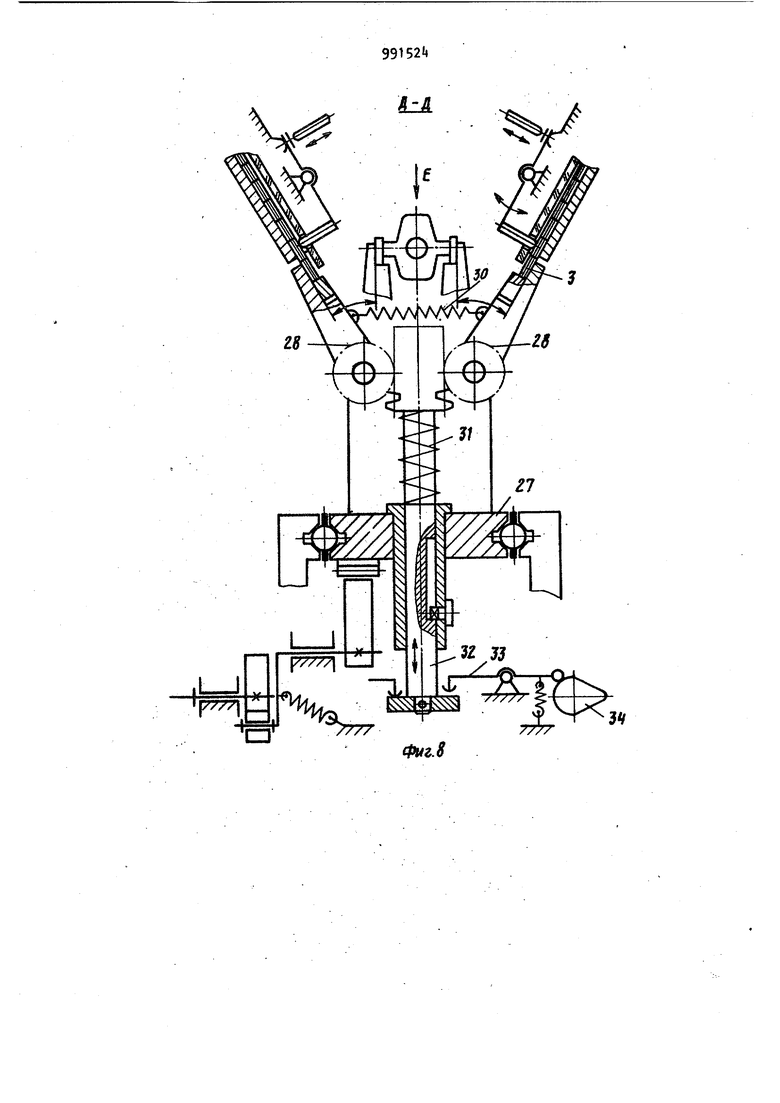
3 99 .держащей пасты на торцы плоских заготовок, преимущественно керамических конденсаторов, содер кащем транспортирующий ротор с консольно закрепленными.с возможностью вращени вокруг своей оси держателями с вакуумными присосками для заготовок, механизм нанесения металлосодержащей пасты с ванночками для пасты и элементами нанесения пасты,механизм подачи заготовок и ориентирующие упоры, вакуумные присоски дер,жателей транспортирующего ротора расположены на боковых поверх ностях держателей рядами, параллельными их осям вращения, а элементы нанесений пасты выполнены в виде стержней, установленных с возможностью возвратно-поступательного перемещения, при этом механизм подачи заготовок снабжен накопителями дл заготовок, выполненными в виде установленных на каретке с возможностью возвратно- поступательного перемещения поворотных кассет с гнездами для заготовок. Кроме тйго, ориентирующие упоры установлены с возможностью возвратно-поступательного перемещения над ванночками для пасты. .1 изображено устройство, общий вид; на фиг.2 - заготовка конденсатора до обработки; на фиг.Зто же,после обработки; на фиг. -ра рез А-А на фиг.1; на фиг.5 - разрез 5-Б на фиг.4; на фиг.6 - разрез В-В на фиг. на фиг.7 - разрез Г-Г на фиг.; на фиг.8 - разрез Д-Д на фиг.1; на фиг.9 - вид Е на фиг.8; на фиг.10 - разрез Ж-Ж на фиг.1 (кон струкция механизма нанесения метал лосодержащей пасты на торцы обрабатываемых заготовок конденсаторов в поперечном сечении на фиг.11- разрез И-И на фиг.10. I Устройство для нанесения покрытия на торцы плоских заготовок керамичес ких конденсаторов содержит вращающийся транспортирующий ротор 1 с кон сольно закрепленными с возможностью вращения вокруг своей оси держателя ми 2 заготовок 3, ванночки k с метал лосодержащей пастой и элементами нанесения пасты на заготовки и механиз 5подачи заготовок. Дерйсатели 2 выполнены в виде труб чатых штанг, сна5)(енных фиксатором 6угла поворота держателя заготовок и расположенными вдоль оси выступами 7, выполненными на боковых поверхностях держателей, Фиксатор б угла поворота держателя 2 заготовок состоит из копира 8, зубчатой рей ки-штока 9s подпружиненной пружиной 10 и снабженной роликом 11, и зубчатого колеса 12 с водилом 13, причем зубчатое колесо 12 свободно насажено н/а ось держателя и находится в зацеплении при помощи собачки Ti с храповым колесом 15, жестко зокрепленным на оси держателя.На выступах 7 рядами, параллельными оси вращения держателей 2, расположены вакуумные присоски 16, с возможностью возвратно-поступательного перемещения относительно держателей 2 заготовок установлены элементы для нанесения пасты, выполненные в виде стержней 17 на рамках 18, которые служат для порционной подачи и нанесения пасть нагруппу заготовэк. Для регулировки положения рамок 18 со стержнями 17 служат .подпружиненные пружиной 19,стойки 20, взаимодействующие с регулируемым упором 21. Возвратно-поступательное движение стержней 17 осуществляется пневмоцилиндром 22. Механизм 5 подачи заготовок содержит вибробункеры 23 и 2 и вибролотки 25 и 26. Механизм 5 подачи заготовок снабжен накопителями, выполненными в виде установленных на ка-ретке 27 с возможностью возвратиопоступательного перемещения двух поворотных кассет 28 с гнездами 29 для заготовок, которые соединены пружиной 30. Поворот кассет 28 для передачи заготовок к вакуумным присоскам 1б держателя 2 осуществляется посредством установленного между ними с возможностью возвратно-поступательного перемещения подпружиненного пружиной 31 штока-рейки 32. Механизм управления движение штока 32 состоит из рычага 33 кулачка 3. Для ориентации заготовок после поворота держателей служат установи ленные над ванночкой с возможностью возвратно-поступательного перемещения ориентирующие упоры 35- Для перемешивания пасты в ванночке k преду-, смотрен шнек Зб. Устройство работает следующим образом. Заготовки 3 конденсаторов подаютс из вибробункеров 23 и 24 по вибролот кам 25 и 26 в гнезда 29 кассет 28 при поступательном перемещении каретки 27. Из кассет 28 при помощи штока-рей ки 32, рычага 33 и кулачка 3 заготовки 3 передаются группами с двух сторон на один из шести держателей 2 периодически поворачивакхдегося транспортирующего ротора 1. , Обработка заготовок конденсаторов производится на шести позициях, на которых выполняются следующие операции:I - загрузка заготовок конденсаторов;. IJ - нанесение серебросодержащей пасты на один из тЪрцов заготовки конденсаторов; Ш - сушка нанесенной пасты; ГУ- поворот держателей с заготовками на 180 и нанесение пасты на противоположный торец заготовок;У - сушка нанесенной пасты; У1- разгрузка покрытых заготовок и сброс на ленту конвейерной печи. Поворот (на угол )транспортирущего ротора с остановом на каждой из шести позиций осуществляется при помощи однооборотной муфты и мальтий ского креста (не показаны ). На торцы заготовок 3 конденсаторо закрепленных на держателях 2 транспортирующего ротора 1, серебросодержащая паста наносится следующим образом. Стержень 17, наносящий пасту, при возвратно-поступательном движении в нижнем крайнем положении окунается в пасту, а двигаясь вверх, переносит ее нижние торцы заготовок. Регулиров ка хода стоек 20 стержнями 17 осущес вляется упором 21. На каждый торец заготовки паста может быть нанесена дважды или один раз за один цикл поворота транспорти рующего диска в зависимости от требу емой толщины покрытия, что достигается переключением тумблера (не показан в положение однократное или двукратное серебрение. С позиции Г1 нанесения пасты заготовки транспортируются ротором на позицию С сушки. После сушки первого металлизированного торца заготовки перемеща. ются на следующую позицию 1У, где произаодится нанесение пасты на противоположный торец, для чего держатель 2 заготовок при вращении ротора 1 при помощи копира 8 поворачивается i вокруг своей оси на 180,По завершении поворота держатель фиксируется фиксатором 6, ориентирующие упоры 35 ориентируют заготовки, смещая их относительно отверстий вакуумных присосок. Металлизация противоположных торцов заготовок на ГУ позиций и сушка пасты на У позиции осуществляются аналогично металлизации и сушке первого торца на В позициях ротора 1 . Сброс металлизированных заготовок с вакуумных присосок держателей диска ( У1 позиция производится при по; мощи съемника и пневмоцилиндра (не показаны J, перекрывающего вакуумное разряжение в полости держателей транспортирующего ротора. Устройство позволяет повысить производительность в результате групповой обработки заготовок. Формула изобретения 1. Устройство для нанесения металлосодержащей пасты на торцы плоских заготовок, преимущественно керамических конденсаторов, содер хащее транспортирующий ротор с консольно закрепленными с возможностью вращения вокруг сеоей оси держателями с вакуумными присосками для заготовок , механизм нанесения металлосодержащей пасты с ванночками для пасты и элементами нанесения пасты, механизм подачи заготовок и ориентирующие упоры, отличающееся тем, что, с целью повышения производительности и качества нанесения пасты, вакуумные присоски держателей транспортирующего ротора расположены на боковых поверхностях держателей рядами, параллельными их осям вращения, а элементы нанесения пасты выполнены в виде стержней, установленных с возможностью возвратно-поступательного перемещения, при этом механизм подачи заготовок снабжен накопителями для заготовок, выполненными в виде установленных на каретке с возможностью возвратно-поступательного перемещения поворотных кассет с гнездами для заготовок. 2. Устройстйо по п.1, о т л и чающееся тем, что ориентирующие упоры установлены с возможностью возвратно-поступательного перемещения над ванночками для пасты.
Фиг;1 Источники информации, принятые во внимание, при экспертизе 1. Авторское свидетельство СССР f 718870, кл, Н 01 G 13/00. 30.08.77. 2. Патент США W 36838 9, кл. В 05 С 1/00, 15..08.72 (прототип),
Фиг..


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения и термообра-бОТКи пОКРыТия HA зАгОТОВКАХ КОНдЕНСАТОРОВ | 1979 |
|
SU847387A1 |
| Устройство для нанесения покрытия на заготовки конденсаторов | 1987 |
|
SU1499412A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Устройство для нанесения покрытий на заготовки конденсаторов | 1985 |
|
SU1247958A1 |
| Устройство для групповой ориентированной загрузки радиодеталей, преимущественно в технологическую кассету | 1989 |
|
SU1709572A1 |
| Устройство для нанесения металлосодержащей пасты на керамические заготовки конденсаторов | 1990 |
|
SU1721650A1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1983 |
|
SU1088080A1 |
| Устройство для нанесения покрытия на заготовки плоских конденсаторов | 1972 |
|
SU475675A1 |
| Линия набора листовых бумажных и фольговых заготовок в секции и комплектования секций в пакеты металлобумажных конденсаторов | 1980 |
|
SU886081A1 |
| АВТОМАТИЧЕОКОЕ УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СЕРЕБРЯНОЙ ПАСТЫ НА КЕРАМИЧЕСКИЕ ТРУБЧАТЫЕ ЗАГОТОВКИ КОНДЕНСАТОРОВ | 1970 |
|
SU268550A1 |


Фиг,. 5
Фиг. 6
////
/ /
11
Ж-Ж
фць.
s:
I
