со о о оо Изобретение относится к порошков металлургии, в частности к абразивным пороижовым материалам для магнит но-абразивной обработки, и может быть использовано на предприятиях гюроо ковой металлургии, абразивного инструмента при производстве магнитн абразивных порошков, применяемых для щлифования и полирования в машиностроении. Известны материалы для магнитноабразивной обработки на основе железа и карбида кремния { 1 Ц. Недостатком данных материалов является их малая полирующая способность, определяемая размером абразив ных включений. Связано это с тем, чт такие материалы могут быть получены лишь методами компактирования механических смесей порошков матрицы (как правило железо) и порошков абра зивного компонента. Средний размер абразивного зерна промышленных порошков превосходит 10 мкм, а микропорошки абразивных материалов имеют размер зерна не ме нее 3 мкм. Кроме того, при введении в исходную шихту некоторых абразивных порошков размером менее 5 мкм существует вероятность их диффузион ного растворения в матрице при спек нии. Наиболее близким к предлагаемому яйляетсл материал для магнитно-абра зивной обработки, полученный путем азотирования порошка сплава на осно ве железа, включащий железо и абразивные компоненты, в качестве которых используются нитриды кремния и алюминия, при этом компоненты взяты в следующем соотношении, вес. %: Нитрид кремния 9-18; Нитрид алюминия 5-12; ЖелезоОстальное. Такой материал может быть получен путем азотирования порошка сплава железа с алюминием и кремнием с последующей термообработкой в восстановительной или нейтральной атмосфере с целью диссоциации нитрида железа. Метод азотирования позволяет пол чать абразивные включения размером около 1 мкм. При полировании стальных закаленных изделий азотированным магнитно-абразивным.порошком достигается 13-й класс шероховатости 2 Недостатком известного материала .является малая режущая способность. Так, 13-й класс шероховатости мох.ет быть достигнут лишь при полировании поверхности с исходным классом шероховатости не ниже 10-го. При полировании же поверхностей с исходным классом шероховатости ниже 10-го, режущей способности оказывается недостаточно для полного удаления следов предшествующей обработки и формирования нового микропрофиля. Цель изобретения - повьш1ение режущей способности магнитно-абразивного материала, упрощение технологии получения и его удешевление. Поставленная цель достигается тем, что материал для магнитно-абразивной обработки, полученный путем азотирования порошка сплава на основе железа, включающий железо и абразивную составляющую в виде нитрида алюминия, содержит указанные компоненты в следующих количествах, вес. %: Нитрид алюминия 13-30 ЖелезоОстальное. Исследования показывают, что важным фактором, определяющим режущую способность магнитно-абразивного материала, является форма его частиц. Чем она ближе к вытянутой осколочной форме, тем большей своей площадью частица магнитно-абразивного материала соприкасается с полируемой поверхностью и тем большее число режущих центров (нидридов), находящихся на поверхности частицы, участвует в резании, что в конечном счете повышает режущую способность магнитноабразивного материала. Известно, что самым дешевым, производительным и технологичным методом получения порошков металлов и сплавов, в том числе предназначенных для получения магнитно-абразивных материалов методом азотирования, является распьшение расплава. Введение в железо только алюминия обеспечивает получение частиц в форме разветвленных осколков, н то время, как дополни тельное введение кремния в известном материале способствует сфероидизации частиц, что обусловливает более низкую режущую способность материала. Получение частиц в форме разветвленных осколков с высоким содержанием алюминия позволяет исключить операцию механического размола распыленных пороижов сплава на основе железа перед азотированием.
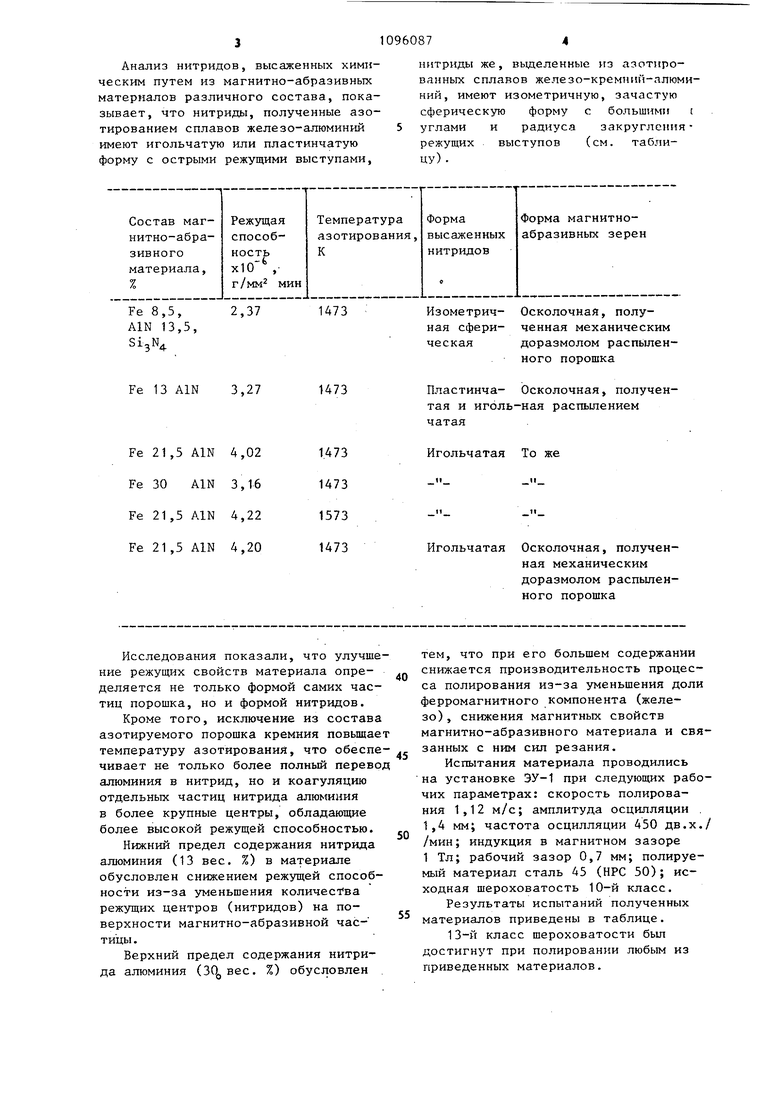
Анализ нитридов, высаженных химическим путем из магнитно-абразивных материалов различного состава, показывает, что нитриды, полученные азотированием сплавов железо-алюминий имеют игольчатую или пластинчатую форму с острыми режущими выступами.
нитриды же, выделенные из азотированных сплавов железо-кремний-алюминий, имеют изометричную, зачастую сферическую форму с большими t углами и радиуса закругления режущих выступов (см. таблицу) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Материал для магнитно-абразивнойОбРАбОТКи | 1979 |
|
SU831599A1 |
| Материал для магнитно-абразивной обработки | 1979 |
|
SU929423A1 |
| КОМПОЗИЦИОННЫЙ ФЕРРОАБРАЗИВНЫЙ ПОРОШОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2366676C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУЕФОРМИРУЮЩИХ СОПЕЛ | 2012 |
|
RU2579598C2 |
| ПАСТА ДЛЯ ПОЛИРОВАНИЯ МАТЕРИАЛОВ | 2015 |
|
RU2615408C2 |
| ПОЛИРОВАЛЬНАЯ ПАСТА | 2015 |
|
RU2605118C1 |
| Способ магнитно-абразивной обработки деталей из немагнитных,преимущественно титановых,сплавов | 1979 |
|
SU895626A1 |
| Способ получения магнитноабразивногопОРОшКА | 1979 |
|
SU835643A1 |
| Способ получения магнитно-абразивного порошка | 2018 |
|
RU2697139C1 |
| Способ получения порошка для магнитно-абразивной обработки | 2020 |
|
RU2749789C1 |
МАТЕРИАЛ ДЛЯ МАГНИТНОАБРАЗИВНОЙ ОБРАБОТКИ, полученный путем азотирования порошка сплава на основе железа, включающий железо и абразивную составляющую в виде нитрида алюминия, отличающийся тем, что, с целью повышения его режущей способности и удешевления и упрощения производства, он содержит указанные компоненты в следующих количествах, вес. %: Нитрид алюминия 13-30 ЖелезоОстальное (Л
2,37
1473
13 AIN
3,27
1473
21,5 AIN4,02
1473
30 AIN3,16 1473
21,5 AIN4,22 1573
21,5 AIN4,20 1473 Исследования показали, что улучше ние режущих свойств материала определяется не только формой самих частиц порошка, но и формой нитридов. Кроме того, исключение из состава азотируемого порошка кремния повьш1ае температуру азотирования, что обеспе чивает не только более полный перево алюминия в нитрид, но и коагуляцию отдельных частиц нитрида алюминия в более крупные центры, обладающие более высокой режущей способностью. Нижний предел содержания нитрида алюминия (13 вес. %) в материале обусловлен снижением режущей способности из-за уменьшения количества режущих центров (нитридов) на поверхности магнитно-абразивной частицы. Верхний предел содержания нитрида алюминия (ЗОдВес. %) обусловлен
Осколочная, полученная механическим доразмолом распыленного порошка
Пластинча- Осколочная, получентая и иголь-ная распылением чатая
Игольчатая То же
Игольчатая Осколочная, полученная механическим доразмолом распыленного порошка тем, что при его большем содержании снижается производительность процесса полирования из-за уменьшения доли ферромагнитного компонента (железо) , снижения магнитных свойств магнитно-абразивного материала и связанных с ним сил резания. Испытания материала проводились на установке ЭУ-1 при следующих рабочих параметрах: скорость полирования 1,12 м/с; амплитуда осцилляции . 1,4 мм; частота осцилляции 450 дв.х./ /мин; индукция в магнитном зазоре 1 Тл; рабочий зазор 0,7 мм; полируемый материал сталь 45 (НРС 50); исходная шероховатость 10-й класс. Результаты испытаний полученных материалов приведены в таблице. 13-й класс шероховатости был достигнут при полировании любым из приведенных материалов.
,10960876
Таким образом, испытания предла-рых в металлообрабатывающей промьппгаемого магнитно-абразивного мате-ленности непрерывно растет. К преириала покагзывают, что он обладаетмуществам предлагаемого материала более высокой режущей способностью,для магнитно-абразивной обработки слечем известный при сохранении полирую- 5дует отнести также .удешевление его щей способносли. Повьпиенис режущейизготовления за счет упрощения полуспособногти имеет большое значениечения исходного порошка методом распри отделочных огтероциях, до,пя кото-пыления расплава.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Барон Ю.М | |||
| Технология абразивной обработки в магнитном поле | |||
| Л., Машиностроение, 1975, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Материал для магнитно-абразивнойОбРАбОТКи | 1979 |
|
SU831599A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
