2, Установка по п„ 1, ю щ а я с я тем, что на вспомогательной емкостей ны коробчатые фильтры, 1096304 о т л и ч а 3, Установка по п. 3, от л и дне рабочей ичающаяся тем, что около отустановле-верстий, соединяющих обе емкости, установлены сетчатые фильтры.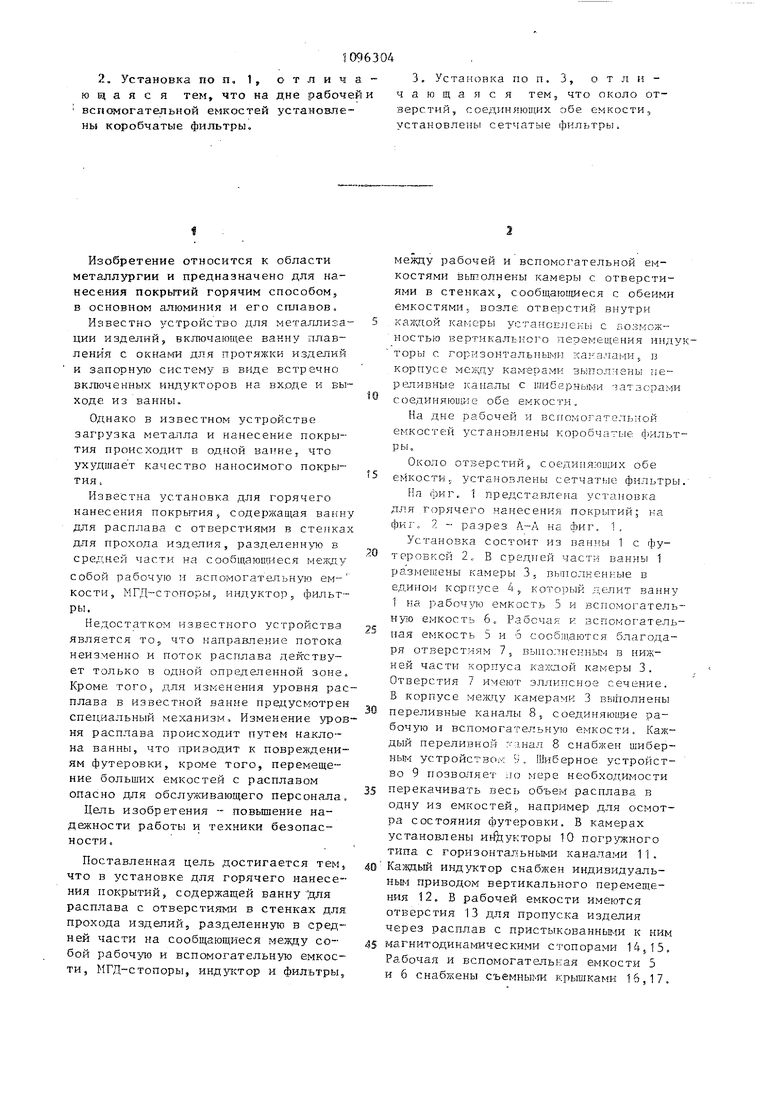
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАННА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ СПЛАВОВ | 1991 |
|
RU2006517C1 |
| Установка для горячего нанесения защитных покрытий | 1981 |
|
SU1175974A1 |
| МАГНИТОГИДРОДИНАМИЧЕСКИЙ НАСОС | 1995 |
|
RU2106053C1 |
| Устройство для металлизации изделий | 1983 |
|
SU1157125A1 |
| ПЛАЗМЕННАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ ПЕРЕРАБОТКИ РАДИОАКТИВНЫХ ОТХОДОВ | 1990 |
|
SU1788831A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПРОТЯЖЕННОЕ ИЗДЕЛИЕ | 2011 |
|
RU2488644C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПРОТЯЖЕННОГО ИЗДЕЛИЯ, ЛИНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2237743C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПОГРУЖНОГО ВЕРТИКАЛЬНОГО МАГНИТОГИДРОДИНАМИЧЕСКОГО НАСОСА | 2005 |
|
RU2287122C2 |
| МАГНИТОГИДРОДИНАМИЧЕСКИЙ НАСОС | 2002 |
|
RU2219645C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПРОТЯЖЕННОЕ ИЗДЕЛИЕ | 2012 |
|
RU2521759C2 |

1. УСТАНОВКА ДЛЯ ГОРЯЧЕГО НАНЕСЕНИЯ ПОКРЫТИЙ, преимущественно алюминия и его сплавов, содержащая ванну для расплава с отверстиями в стенках для прохода изделий, разделенную в средней части на сообщающиеся ме;вду собой рабочую и вспомо- гательную емкости, МГД-стопоры, индуктор, фильтры, отличающаяся тем, что, с целью повышения надежности работы н техники безопасности межцу рабочей и вспомогательной емкостями выполнены камеры с отверстиями в стенках, сообщающиеся с обеими емкостями, возле отверстий внутри какдой намерь: установлены с возможностью вертикального перемещения индукторы с горизонтальными каналами, в корпусе между камерами выполнены переливные каналы с шиберными затворами, соединяющие обе емкости.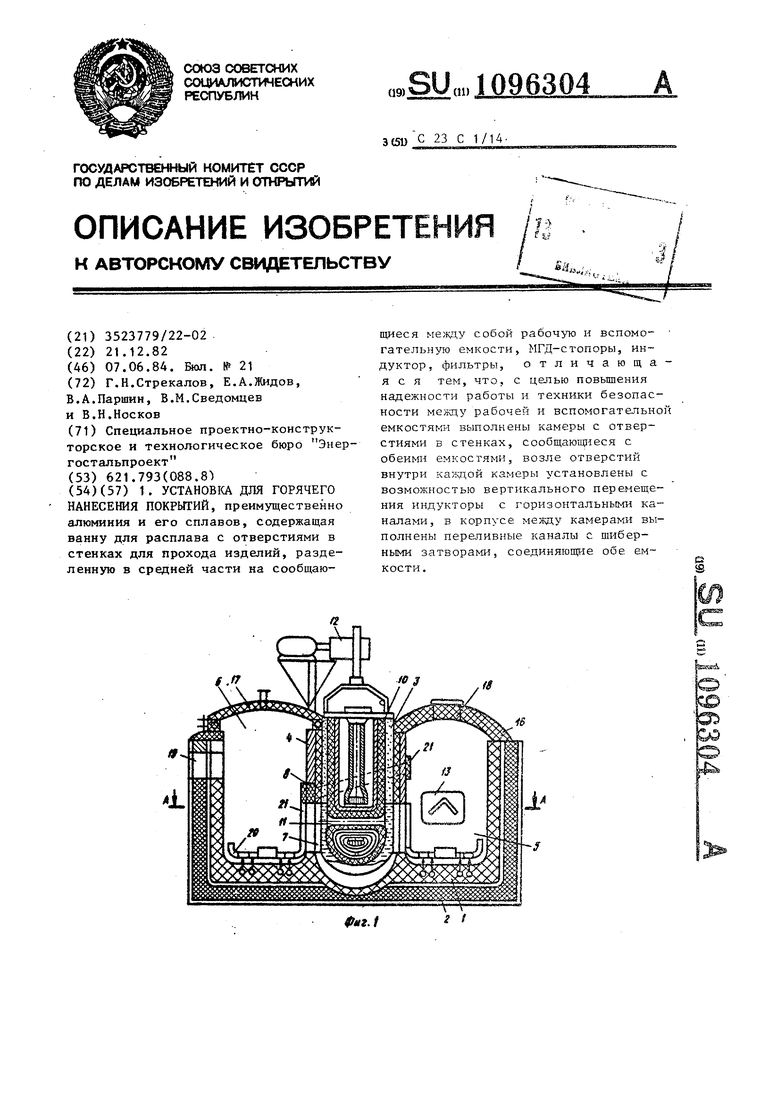
Изобретение относится к области металлургии и предназначена для нанесения покрытий горячим способом, в основном алюминия и его сплавов.
Известно устройство для мета.гшизации изделий, включающее ванну плавления с окнами для протяжки изделий и sanopHyio систему в виде встречно включенных индукторов на входе и выходе из ванны.
Однако в известном устройстве загрузка металла и нанесение покрытия происходит в одной ваттне, что ухудшает качество наносимого покрытия.
Известна установка для горячего нанесения покрьгтия, содержащая для расплава с отверстиями в стенках для прохода изделия, разделенную в средней части на сообщающиеся мелзду собой рабочую и вспомогательную емкости, МГД стопорь J индуктор, фильтры.
Недостатком известного устройства является TOs что направление потока неизменно и поток расплава действует только в одной определенной зоне. Кроме того, для изменения уровня расплава в известной ванне предусмотрен специальный механизм. Изменение уровня расплава происходит путем наклона ванны, что приводит к повреждениям футеровки, кроме того, перемещение больших емкостей с расплавом опасно для обслуживающего персонала.
Цель изобретения -- повышение надежности работы и техники безопасности.
Поставленная цель достигается тем, что в установке для горячего нанесения покрытий, содержащей ванну для расплава с отверстиями в стенках для прохода изделий, разделенную в средней части на сообщающиеся между собой рабочую и вспомогательную емкости, МГД-стопоры, ИНДУ1СТОР и фильтры.
между рабочей и вспомогательной емкостями выполнены камеры с отверстиями в стенках, сообщаюгдиеся с обеими емкостями, возле отверстий внутри ка/р;цой каьгеры ycTaHOEJjeHbi с возможностью вертикальього перемещения индуторы с горизонтальными- xaia.iaMi-i в корпусе камерам -- зыполн-2ны переливные каналы с шиберными затворами соединяющие обе емкости.
На дне рабочей и вспомогательной емкостей установлены коробчатые 4)ильтры,
Около отверстий, соединявших обе емкости,,, установлены сетчатые фильтры
На фиг. 1 представлена установка для горячего нанесения покрытий; на фиг,, 2 разрез А-А на -фиг. 1 ,
Установка состоит из 1 с футеровкой 2, В ср&дтгей части ванны 1 размешены камеры 3, выполненн.ые в едином корпусе 4, которглй делит ванну 1 на рабочхло емкость 5 и вспомогательнуго емкое Til 6. Рабочая и зспомогательиая eNSKOCTb 5 и о сооб цаются благодаря отверстиям 7, выполне1-;НЬП-1 в нижней части корпуса .ой камеры 3. Отверстия 7 имеют эллипсное сечение.
корпусе мелсцу камерами
выполнены
переливные каналы 8, соединяюитие рабочую и вспомогательную емкости. Каждый переливной г:}л- ал 8 снабжен шиберным устройством 5г. Шиберное устройство 9 позватяет ио мере необходимости перекачивать весь объем расплава в одну из емкостей,, например для осмотра состояния футеровки. В камерах установлены иьбцукторы 10 погружного типа с горизонтальными каналами 11.
Кал(дый индуктор снабжен индивидуальным приводом вертикального перемещения 12. В рабочей емкости имеются отверстия 13 для пропуска изделия через расплав с пристыкованньи-ш к ним
магнитодинаг-даческими стопорами 14,t5, Рабочая и вспомогательная емкости 5 и 6 снабжены съемныьга крьшжами 15,17.
В крышке 16 выполнено отверстие с крышкой 18 для извлечения через него ишака из расплава и подачи флюса в расплав для рафинирования. Во вспомогательной емкости 6 выполнено окно 19 для загрузки металла. На дне емкости 5 и 6 могут быть yqтaнoвлaны фильтры коробчатого типа 20 для рафинирования и извлечения твердых железо содержащих осадков. На входе и выходе горизонтальных каналов установлены сетчатые фильтры 21..
Установка работает следующим образом.
Запуск и работа в режиме плавки металла подобна работе обычных индукционных плавильных печей. Перед запуском проводится заливка определенной порции металла во вспомогательную емкость 6 через окно 19 для образования короткозамкнутого витка вокруг . индуктора 10. Загруженная в емкость 6 твердая шихта плавится за счет тепловой энергии, постоянно вьщеляемой индукторами 10 благодаря электродинамической и тепловой циркуляции расплава между камерами через канал 11.
Расплав в ванне 1 доводят до уровня отверстия 13. Индукторы опускают в нижнее пложение с помощью привода 12 и включают их таким образом, чтобы расплав циркулировал между емкостями 5,6, образуя замкнутый контур. При этом расплав постоянно перемешивается и, проходя через фильтры 21, очищается от окислов алюминия и интерметаллидных включений.
Перед началом работы сетчатые 21 и коробчатые 20 фильтры йзвлекают.
очищают и устанавливают на прежнее место. Эта же операция вьшолняется при переключении установки на режим хранения.
, Для переводаустановки на режим нанесения защитных покрытий включают магнитодинамические стопоры 14 и 15, а индукторы 10 поднимают с помощью привода 12 в верхнее рабочее положе0 ние и включают их так, что расплав начинает перекачиваться из вспомогательной емкости 6 в рабочую 5. При наполнении рабочей емкости до уровня переливного канала 8 расплав начина5 ет переливаться через перепивной канал 8 во вспомогательную емкость 6. После нагрева изделия до 720-750°С его пропускают через расплав.
В случае необходимости ремонта или
Q замены индукторов 10 их извлекают из камеры 3.
Установка для горячего нанесения покрытий позволяет наносить покрытия на длинномерные изделия горячим спо5 собом. Наличие индукторов и предложенное размещение их позволяет наиболее рационально использовать энергию, выделяемую индукторами, для нагрева расплава, обеспечивая в то же время поQ стоянное соблюдение режима покрытия. Такое вьшолнение установки позволяет в случае необходимости в короткое время менять режим ее работы, в том числе освободить одну из емкостей от расплава, что гарантирует безопасность и повышает надежность работы установки.
Экономический эффект от внедрения установки 750 тыс.руб. в год.
