Изобретение относится к сварочному оборудованию и может быть использовано в энергетическом машиностроении, химической и других отраслях промышленности.
Известны устройства для сварки неповоротных стыков труб, содержашие планшайбу с приводом враш,ения, сварочную горелку, каретку с механизмом настройки горелки на стык 1 и 2.
Недостатком этих устройств является неточность настройки горелки на стык в результате люфтов и упругих деформаций пружинных собачек, а также самоотвинчивания элементов настройки, что приводит к получению в отдельных случаях швов низкого качества.
Наиболее близким к изобретению является устройство для сварки неповоротных стыков труб, содержаш,ее планшайбу с приводом врашения, механизм подачи сварочной проволоки, механизм настройки горелки на стык, механизм слежения за длиной дуги, механизм колебания и сварочную горелку. Регулировка сварочной горелки поперек стыка (вдоль оси изделия) осуществляется при помощи рукоятки через червячную пару, шестерню, приводную шестерню, скалку и консоль, перемещением рычага вокруг шарнира, корректируя тем самым положение горелки поперек стыка. Регулировка дугового промежутка осуществляется рукояткой при помощи шестерни и приводной гайки 3.
Недостатком известного устройства является кинематическая многозвенность, наличие зубчатых зацеплений и резьбовых соединений без контровки, допускающих значительные люфты и самоотвинчивание, что приводит к уводу горелки со стыка и браку сварного соединения.
Цель изобретения - повышение качества сварки путем обеспечения стабильности положения горелки относительно стыка.
Поставленная цель достигается тем, что устройство для сварки непойоротных стыков труб, содержащее планшайбу с приводом вращения, механизм подачи сварочной проволоки, механизм настройки горелки на стык, механизм слежения, за длиной дуги, механизм колебания и сварочную горелку, снабжено кронштейном, установленным на планшайбе с возможностью поворота, на котором смонтированы механизм слежения за длиной дуги и механизм колебания, осью, шарнирно закрепленной на кронштейне, резьбовой тягой, шарнирно установленной на планшайбе и размещенной в резьбовом отверстии оси, и компенсатором люфтов, выполненными в виде пружин, установленных с возможностью контактирования с планщайбой на кронщтейне.
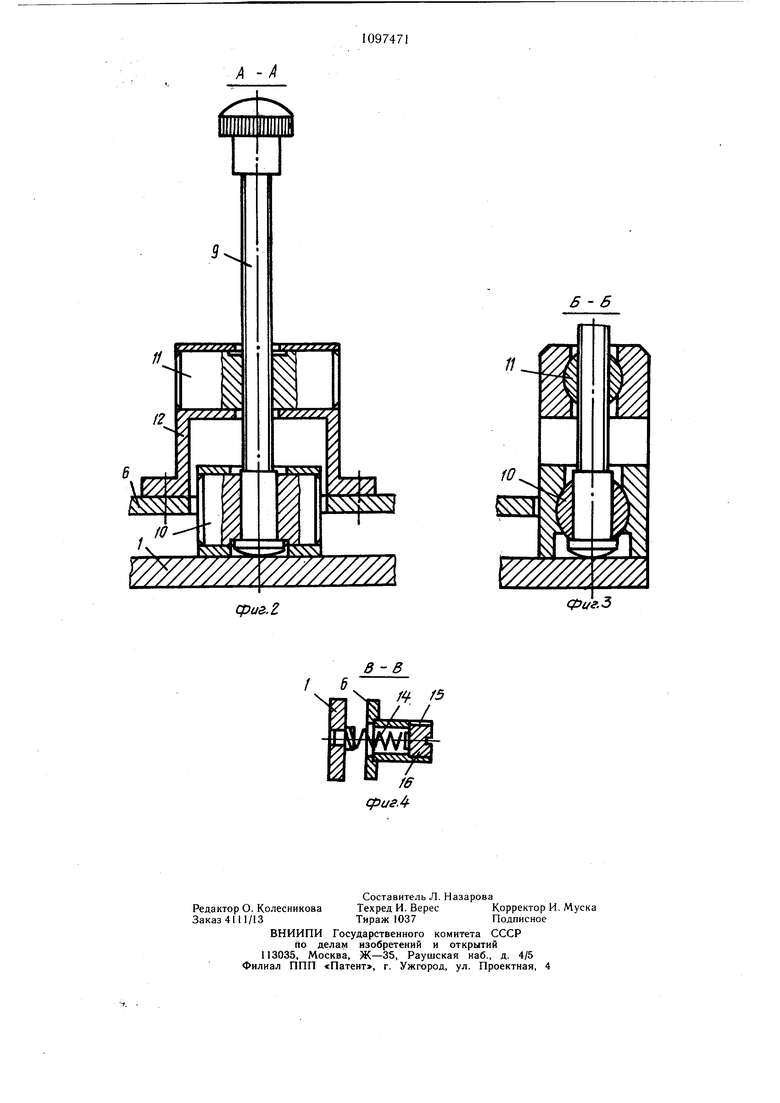
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Устройство для сварки неповоротных стыков труб содержит снабженную приводом вращения планшайбу 1, на которой смонтированы механизм 2 подачи присадочной проволоки, механизм 3 настройки горелки на стык, механизм 4 слежения за длиной дуги и механизм 5 колебания. Механизм 3 настройки горелки на стык содержит кронштейн 6, установленный с возможностью, поворота на осях 7 стоек 8, укрепленных на
0 планшайбе 1, тягу 9, закрепленную при помоши шарнира 10 на планшайбе I и соединенную при помощи резьбы с осью 11, щарнирно установленную в корпусе 12, жестко закрепленном на кронштейне 6, компенсаторы 13 люфтов, состоящие из пружин 14, каждая из которых расположена одним концом в стакане 15 кронштейна 6, а другим упирающим в планшайбу 1, и пробки 16. На кронштейне 6 расположен также механизм 4 слежения за длиной дуги, регулирующий
0 дуговой промежуток в автоматическом режиме, состоящий из горелки 17, установленной на неподвижной плите 18 редуктора 19, расположенного на кронщтейне 20, и электродвигатели 21. Кроме того, на кронщтейне 6 расположен механизм 5, обеспечивающий колебательные движения горелки 17 поперек разделки стыка в процессе сварки. Он состоит из эксцентрика 22, редуктора 23 и электродвигателя 24.
Устройство работает следующим обра0 зом.
После установки и фиксации устройства над стыком труб производится корректировка и наладка механизмов сварки. Для установки горелки на стык вращением тяги 9 через ось 11 и корпус 12 производят пере5 мещение кронштейна 6 совместно с механизмами 4 и 5, чтобы горелка 17 заняла положение над стыком или по центру разделки стыка, если сварка осуществляется с разделкой кромок. Постоянно фиксированное положение горелки поддерживается компенсаторами люфтов 13, обеспечивающими поджатое состояние резьбового соединения тяги 9 и оси 11, исключающего возможность самоотвинчивания в процессе работы. Усилие поджатия можно регулировать проб5 кой 16.
По-окончании настройки горелки 17 на стык включают привод вращения планшайбы 1, привод механизма слежения за длиной дуги, привод механизма 5 колебания горелки, привод механизма 2 подачи приса дочкой проволоки, производится сварка стыка труб.
Обеспечение стабильности настройки горелки на стык по сравнению с известными устройствами дает возможность произво5 дить автоматическую сварку труб в труднодоступных местах,, устраняет вероятность получения брака, улучшает качество сварки.
В - 6
11
у///тт.
.Z
ф1/г.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Устройство для дуговой сварки | 1973 |
|
SU561646A1 |
| Устройство для сварки неповоротных стыков труб | 1988 |
|
SU1583239A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1989 |
|
SU1721959A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU298450A1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU634884A1 |
УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ, содержащее планшайбу с приводом враш.ения, механизм подачи сварочной проволоки, механизм настройки горелки на стык, механизм слежения за, длиной дуги, механизм колебания и сварочную горелку, отличающееся тем, что, с целью повышения качества сварки путем обеспечения стабильности положения горелки относительно стыка, оно снабжено кронштейном, установленным на планшайбе с возможностью поворота, на котором смонтированы механизм слежения за длиной дуги и механизм колебания, осью, шарнирно закрепленной на кронштейне, резь бовой тягой, шарнирно установленной на планшайбе и размещенной в резьбовом отверстии оси, и компенсаторами люфтов, выполненными в виде пружин, установленных i с возможностью контактирования с планшайбой на кронштейне. (Л о 
/ Ь
В- В
Ns я / /
| I | |||
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU738803A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| (прототип). | |||
