Изобретение предназначено для сварки неноворотных стыков труб и может быть использовано в машиностроительной промышленности и других областях народного хозяйства, где применяется сварка неповоротных стыков трубопроводов, приварка ниппелей, штуцеров и фланцев, расположенных в любо.м пространственном положении.
Известно устройство для сварки ненозоротных стыков труб, содержащее колонну с новоротной консолью, на которой закреплены механизм иастройки горелки на стык и врашающаяся планшайба, несуш,ая сварочную горелку и .механизм подачи присадочной проволоки. Однако предусмотренная конструкцией кинематика механизмов настройки автомата допускает возможность перемещения сварочной горелки в процессе :настройки - линейное и по цилиндрической поверхности, что не обеспечивает независимости настройки, так ка1к носледующее движение в процессе настройки исключает или искажает результаты предыдущего. Это приводит к ступенчатости процесса настройки, т. е. пеобходимости возврата к первоначальным движениям в пастройке и производства последующих движе,ний с уточпениями погрешностей в настройке в сторону их уменьше)1ия. Такая необходимость требует настройки автомата, т. е. совмещения ПЛОСКОСТИ вращения горелки с плоскостью свариваемого стыка с помощью механизмов, которыми оборудована колонна, с большой тщательностью и наименьщими погрещностями. Исключить эти погрешности в процессе настройки механизмами, предусмотренными конструкцией собственно автомата, закрепленного на консоли колонны, не всегда удается, так как они выполняют роль механизмов точной настройки и поэтому не имеют
большого запаса хода.
Процесс :настройки занимает довольно продолжительное вре.мя, точность настройки недостаточна и ее невозможно проследить визуально. Вследствие этого требуется донолнительная корректировка настройки в процессе свар1ки, не исключающая возможности схода горелки со стыка, что приводит к неудовлетворительному качеству щва сварного соединения.
Конструкция механизма подачи присадочной проволоки и его расположение в сочетании с кассетой не позволяют максимально уменьшить габарит частей, врашающихся вокруг свариваемого стыка, а таклч:е избежать
нерегибов присадочной проволоки и повреждения ее поверхности о направляющую за подающими роликами при свар.ке стыков различных размеров.
Цель изобретения - повыщение надежнота ,на свариваемый стык, возможность визуального наблюдения и контроля за нроцесicoM настройки, устранения перегибов нроволоки и повреждения ее поверхности за подающими роликами, а также уменьшение габарита частей, вращающихся вокруг свариваемого стыка при сварке труб различного диаметра. Это достигается тем, что планщайба установлена с возможностью перемещения на криволинейной направляющей, снабженной механизмом поворота, причем ось поворота -направляющей 1пересекается с осью вращения планшайбы в центре кривизны направляющей. Сложное перемещение вращающейся планщайбы ПО сферической поверхности разложено на два независимых друг от друга движения: перемещение планшайбы по направляющей, выполненной по радиусу, и вращение этой же направляющей вокруг оси, пересекающейся с осью вращения планшайбы в точке, совпадающей с центром кривизны направляющей. Это Позволяет вести процесс настройки автомата нослсдовательно, сначала в вертикальной, а затем и в горизонтальной плоскостях или наоборот, при чем последующая настройка в одной из плоскостей не искажает и не исключает результатов настройки в предыдущей плоскости.
Кроме того, механизм подачи присадочной проволоки расположен в плоскости вращения горелки и установлен с возможностью нсре.мещения относительно свариваемого стыка. Такое вьшолнение позволяет повысить качество сварки.
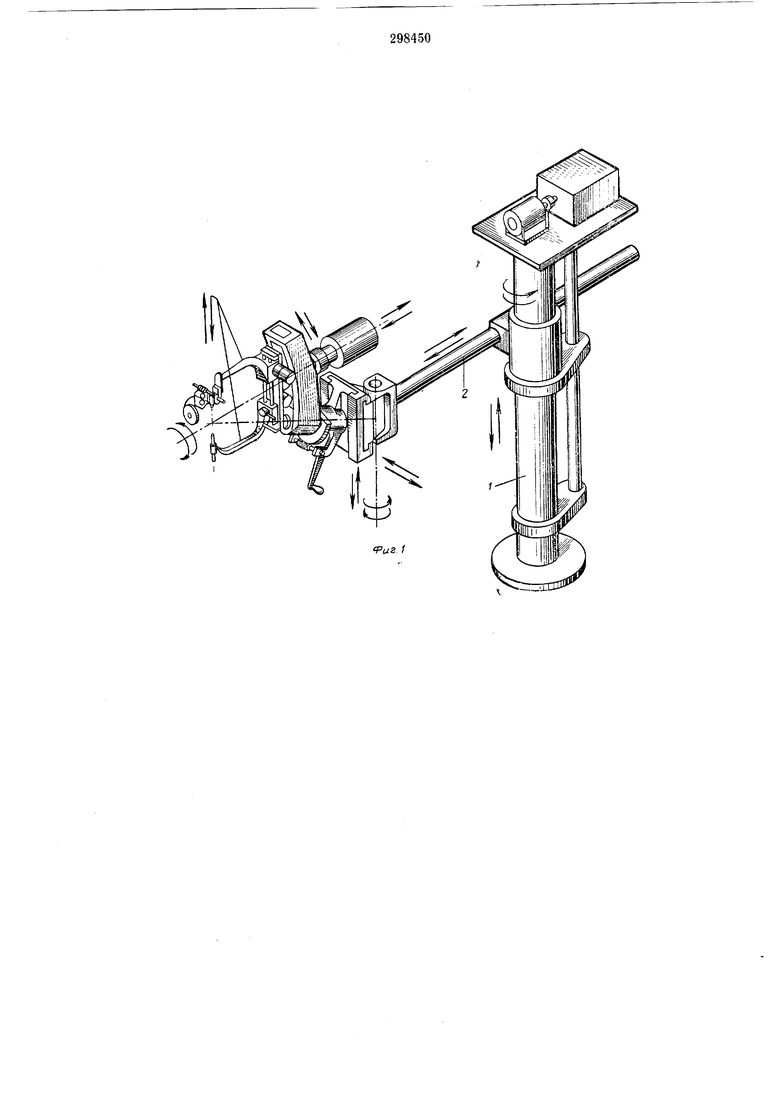
На фиг. 1 показана сварочная установка, общий вид; на фиг. 2 - то же, вид сбоку и вид Л; иа фиг. 3 - узел сварочной горелки и механизм присадочной проволоки.
Установка состоит из колонны /, подъемноповоротной консоли 2, механизма 3 настройки, механизма 4 поворота, направляющей 5, выполненной по радиусу, вращающейся илаищайбы 6, на которой закреплены ме.ханизм 7 слежения по длине дуги, узел сварочной горелки 8, механизм 9 подачи присадочной проволоки и кассеты 10.
Механизм 9 и кассета соедииены между собой и совместно могут -перемещаться по направляющей 11, выполненной под постоянным углом к электроду сварочной горелки.
Быстросъемная технологическая игла 12 закреплена на подвижном контргрузе механизма слел-сения по длине дуги, уравновешивающим узел горелки и механизм подачи присадочной проволоки. Подвод питания к электродвигателям механизмов 7 и 5 конечным выключателем и сварочной горелке, а также подвод к ней защитного газа и охлаждающей воды и отвод ее от горелки производится через токовый, газовый и водяной коллекторы 13.
Устаповка работает следующим образом.
Свариваемое изделие устанавливается у сварочной установки с любой стороны на достаточной высоте в радиусе действия консоли
колонны. Устапо вка подготавливается для сварки стыка нужного размера, для чего сварочная горелка 8, а следовательно, и закрепленная на контргрузе игла 12 разводятся механизмом 7 на необходимое расстояние. Механизм 9 и кассета 10 передвигаются по направляющей 11 и устанавливаются вокруг сварива-емого диаметра с минимальным зазором.
Устаповка находится в исходном положении, при котором сварочная горелка и направляющая, выполненная по радиусу, располагаются вертикально, а вращающаяся планшайба - посредине направляющей, по которой она имеет возможность перемещаться. Поворотом консоли вокруг колонны 1, переломом ее в щарнире и работой механиз.мов настройки достигается положение, при котором свариваемый стык обхватывается электродом горелки с одной стороны и острием иглы с другой. Поворотом направляющей 5 при помощи механизма 4 сварочная горел:ка и игла совмещаются .с плоскостью сварки стыка.
Механизмом вращения планшайбы сварочная горелка S и технологическая игла 12 поворачиваются на 90°. Передвижением планшайбы 6 по направляющей 5 электрод сварочной горелки и острие иглы снова совмещаются с плоскостью сварки Стыка. Пастройка окончена. Те.хнологическая игла снимается.
Пажимом кнопки на пульте управления выключается привод вращения планшайбы 6, зажигается дуга. Одновременно подается питание к электродвигателям механизмов 7 и 9. После обегания сварочной горелки вокруг стыка автоматически отключаются сварочный ток и питание электродвигателей механизмов вращения планшайбы, слежения по длине дуги и подачи присадочной проволоки. Процесс сварки окончен.
Предмет изобретения
1. Устройство для сварки неповоротных стыков труб, содержащее колонну с поворотной консолью, на которой закреплены механиз.м настройки горелки на стык и вращающаяся планщайба, несущая сварочную горелку и механизм подачи присадочной проволоки, оглнчающееся тем, что, с целью повыщения качества сварки и упрощения процесса настройки, планшайба установлена с возможностью перемещения на криволинейной направляющей,
снабженной механизмом поворота, при этом ось поворота направляющей пересекается с осью вращения планшайбы в центре кривизны направляющей. 2. Устройство по п. 1, отличающееся тем,
что, с целью уменьщения габаритов вращающихся частей при сварке труб различного диаметра, механизм подачи присадочной проволоки расположен в плоскости вращения горелки и установлен с возможностью перемеРиг. 1
да
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1972 |
|
SU425750A1 |
| ГОЛОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ГАЗОЭЛЕКТРИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1973 |
|
SU395202A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| Способ сварки неповоротных стыков труб | 1983 |
|
SU1155403A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ | 1970 |
|
SU277150A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1970 |
|
SU282563A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU204461A1 |