1
Изобретение относится к области сварки, преимущественно к устройствам для сварюи неповоротных стыков труб, и может быть использовано при сварке магистральных и заводских трубопроводов. ,
Известно устройство для сварки неповоротных стыков труб, содержащее планщайбу, на которой шарнирно закреплен подпружиненяый рычаг с копирным роликом, и механизм корректировки горелки поперек стыка и по длине дугового промежутка.
Это устройство обладает рядом недостатков, основным из которых является размещение рукояток управления настроечными перемещевнЯмн горелки непосредственно на перемещаемых при настройке деталей, несущих горелку.
В СВЯЗИ с этим, когда рука оператора ложится на рукоятки, непроизвольно смещаются указанные детали вместе с горелкой на величину люфтов и возможных упругих перемещений, что приводит к значительным сбоям нормального положения горелки и, как следствие, к браку сварных соединений.
Известно также устройство для сварки неповоротных стыков труб, наиболее близкое к изобретевию по технической сущности и достигаемому эффекту, содержащее
вращающуюся планщайбу, сварочную горелку, механизм настройки горелки и слежения по стыку, выполненный в виде шарнирно установленных на планщайбе двух рычагов, на одном из которых закреплена сварочная горелка, а на втором - копирный ролик, и регулятора установки горелки на стык.
Недостатком известного устройства является наличие люфтов в механизме настройки и слежения по стыку, следствием чего является плохая точность управления горелкой.
Целью изобретения является повыщение точности настройки за счет устранения люфтов.
Для этого механизм настройки горелки и слежения по стыку снабжен кулачками, каждый из которых кинематически связан с регулятО|ром установки горелки на стык и соответствующим рычагом, и дополнительным двуплечим рычагом, одно плечо которого кинематически связано с рычагом сварочной горелки, а второе - с рычагом копирного ролика.
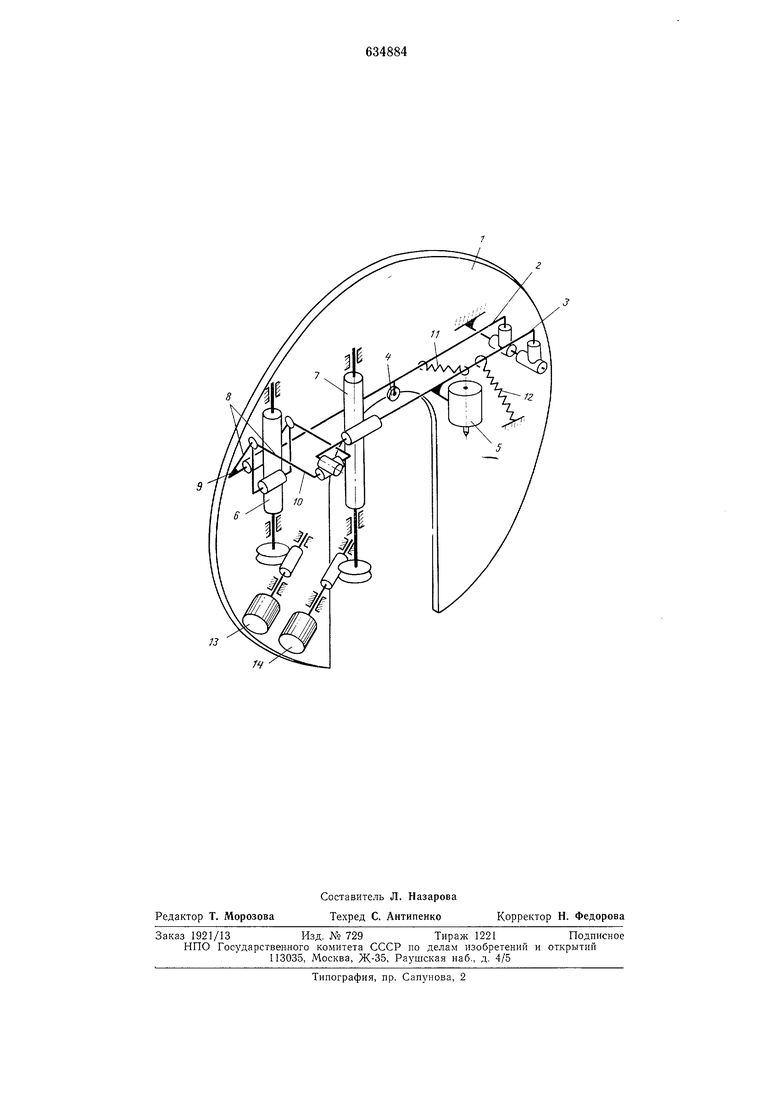
На чертеже .схематически- представлено устройство, общий вид.
Устройство содержит вращающуюся планщайбу 1, механизм настроили горелки и слежения по стыку, выполненный в виде
двух рычагО)В 2 и 3, п.р:и этом на рычаге 2 закреплен конирный ролик 4, а на рычаге 3 - свароч.ная гор-елка 5. С рычагом 2 кинематически связан кулачок 6, с рычагом 3 - кулачок 7.
На рычаге 2 шарнирно установлен доиолнительиъгй двуплечий рычаг 8, одно плечо 9 которого кинематически связано с кулачком 6 рычага 2, а второе плечо 10 - с рычагом 3. Рычали 2 и 3 соединены пружиной 11, а коПНрный ролик 4 через рычаг 2, двуплечий рычаг 8, рычаг 3 и пружину 12 прИЖимается к изделию. Кулачки 6 и 7 кинематически связаны соответственно с регулятором установки горелки на стык, состоящим из элементов 13 и 14.
Устр.ойство работает следующим образом.
Настраивают сварочную горелку 5 по длйие дугового зазора. Элементом 13 регулятора поворачивают кзлачок 6, который перемещает плечо 9 двуплечего рычага 8 и другим плечом 10 перемещает рычаг 3 со сварочной горелкой 5 в плоскости, параллельной планшайбе 1. Настраивают горелKsy 5 поперек стыка. Элементом 14 регулятора поворачивают кул.ачок 7, который перемещает рычаг 3 в плоскости, перпендикулярной планшайбе 1. При элл.ипоности труб или закреплении их с эксцентриситетом относителъио оси устройства под действием пружины 12 посредством копира 4, опирающегося на изделие, рычаги 2 и 3 скользят по образующи-м кулачков 6 и 7, поддерживая дуговой зазор постоянным. Пружина 11 прижимает рычаги 2 и 3 к соответствующим кулачкам 6 и 7. Люфты в предлагаемом устройстве устранены за счет исполнения механизма настройки и слежения по стыку в виде рычагов 2 и 3, кинематически связанных с кулачками 6 и 7 и связанных между собой двуплечим рычагом 8.
Устройство позволяет перемещать сварочную горелку с большой точностью, что повышает качество сварного соединения.
Формула изобретения
Устройство для сварки неиоворотных стыков труб, содержащее вращающуюся планшайбу, сварочную горелку и механизм настройки горелки и слежения по стыку, выполненный в виде шарнирно установленных иа планшайбе двух рычагов, на одном из которых закреплена сварочная горелка, а на втором - копириый ролик, и регулятора установки горелки на стык, отличающееся тем, что, с целью повышения точности настройки за счет устранения люфтов, механизм настройки горелки и сдежения по стыку снабжен двумя кулачками, каждый из которых кинематически связан с регулятором установки горелки на стык и соответствующим рычагом, и дополнительным двуплечим рычагом, одно плечо которого кинематически связано с рычагом сварочной горелки, а второе - с рычагом копирного ролика.
;j
/4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1097471A1 |
| Устройство для сварки неповоротных стыков труб | 1970 |
|
SU437344A2 |
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ СВАРОЧНОЙ ГОРЕЛКИ НА СТЫК | 1987 |
|
SU1471416A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для сварки неповоротных стыков трубопроводов | 1987 |
|
SU1508472A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU778973A1 |
| Устройство для дуговой сварки | 1983 |
|
SU1116618A1 |
| Устройство для дуговой сварки | 1973 |
|
SU561646A1 |
| Устройство для дуговой сварки | 1986 |
|
SU1357167A2 |