. Изобретение относится к сварочному оборудованию,в частности к устройствам для вварки криволинейных элементов К; оболочковые конструкции при произзодстве сборно-варных корпусов и других узлов газотурбинных двигателей.
Иззестно устройство для автоматической сварки фланцев с издели., срдерясащее сварочную горелку, механизм кругового ее перемещения по периметру свариваемой кромки, механизм радиального и вертикального установочного перемещения сварочной горелки,- механизм подачи присадочной проволки, аппаратуры управления jLJ .
Недостаток этого устройства состоит в том, что оно не позволяет выполнять сварку криволиненых швов в плаке „
Известно устройство для вварки криволигдейных элементов в оболочковую конструкцию, содерл ащее поворотную консоль с кареткой и ползуном вертикального перемещения,на котором, расположена сварочная головка, несущая сварочную горелку, и механизм подачи присадочной проволки 2 .
Недостатком такого устройства является сложность, недостаточная жесткость конструкции и отсутствие для компенсап.ии зазоров в кинематических парах, что значительно снижает эксплуатационную надежность устройства, производительность и качество сварки Устройсто обладает большой инерцией при изменении направления поворота консоли,- что особенной недопустимо ггри Бварке элементов малых- размеров.
Наибо7 еа близким к изобретению я.вляется устройство для автоматической Свггрки криволигкейных злемент-ч тов,-содержащее т-шиндель с планшайбой привод его вращения.. радиальный суппорт с приводом его перемещения, планетарный редуктор, сварочную горелку с токопроводом, установленную п.паншайбе, механизм подачи присадочной проволки и меха.низм слежения за Д.ПИНОЙ дуги з .
Недостатком данного устройства является невозможность производить вварку криволинейньзх элементов в плане, осуществлять сварку в среде защитных газов неплавяшимсяi электродом. Кроме того конструкция устройства сложная F так как содержит много киЕ1ематических пар и не содержит устройств,1ДЛЯ кол-шексации зазоров, что не позволяет осуществлять сварку по программе. Сварку по пpoгpa Aмe нельзя осуществлять еще и потомур что привод радиального суппорта вращается и затрудняет электрическую | омг / утатдин), например, шагового электродвигателя. Устройство не позволяет производить коррекцию радиуса ,
при отклонении реального стыка от заданного, что снижает качество сварки а также не позволяет производить поперечные колебания сварочной горелки что приводит к непровару щва.
Целью изобретения является повышение производительности, качества сварки, упрощение конструкции и расширение технологических возможностей за счет обеспечения сварки в среде защитных газов.
Цель достигается тем, что устройство для автоматической сварки криволинейных элементов, содержащее шпиндель с планшайбой, привод его вращения, радиальный суппорт с .Приводом его перемещения, планетарный редуктор, сварочную горелку с токопроводом, установленную на планщайбе, механизм подачи присадочной проволки и механизм слежения за длиной дуги, снабжено приводной шестерней, шестерней с цилиндрическим пояском и огибающим его гибким элементом и водилом, радиальный суппорт подпружин-ен и,кинематически связан посредством гибкого элемента с шестерней с цилиндрическим пояском, которая установлена на шгшнделе с. возможностью поворота относительно него и кинематически связана с одним из выходов планетарного редуктора, а приводная шестерня жестко закреплена на шпинделе и кинематически ,связана с приводом его вразцения и с другим выходом планетарного редуктора, а водило кинематически связано с приводом перемещения радиального суппорта, приводом планетарного редутора и шестерней с цилиндрическим пояском.
Для обеспечения сварки в среде защитных газов в шпинделе выполнены каналы для подвода защитного газа и присадо.чной проводкой,а также каналы, в которых размещен токопровод.
Для обеспечения возможности введения коррекции при отклонении размеров стыка от заданной программы привод перемещения радиального суппорта снг1бжен механизмом коррекции в виде червячной передачи с червяком и кинематически связанной с ним с скользящей муфтой.
Для обеспечения возможности.сварки неповоротных тыков труб некруглого, сечения сварочная горелка уста-, новлена в плоскости, перпендикулярной продольной оси шпинделя.
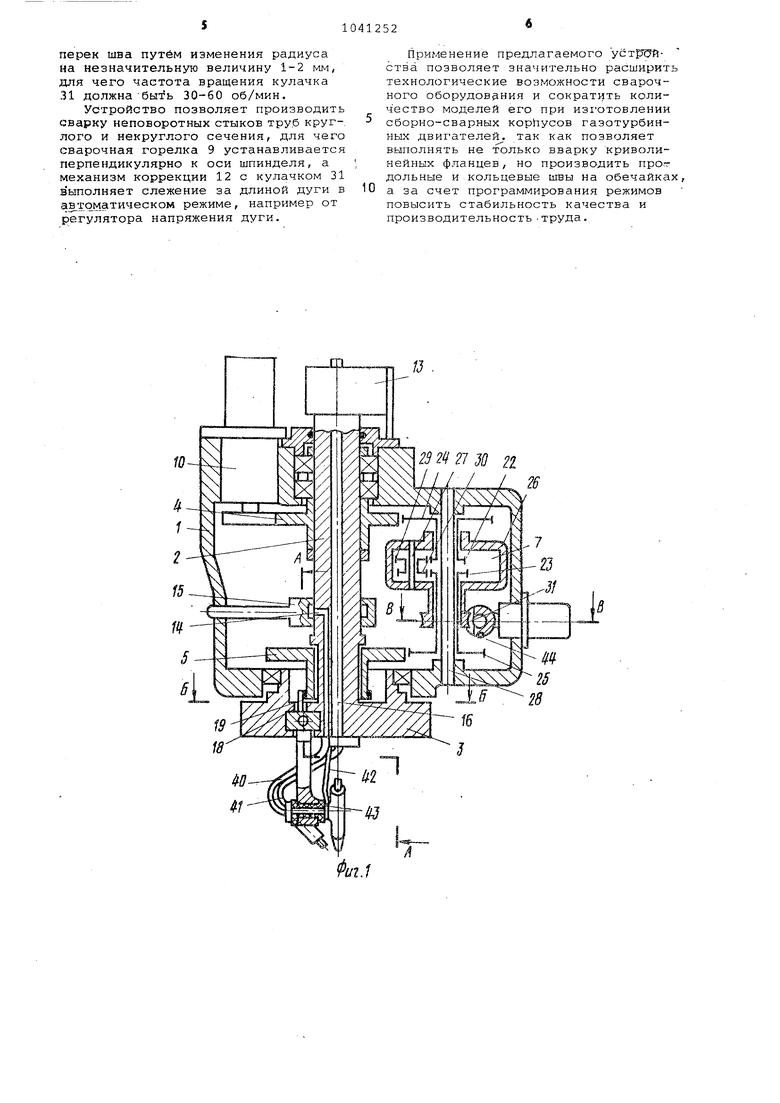
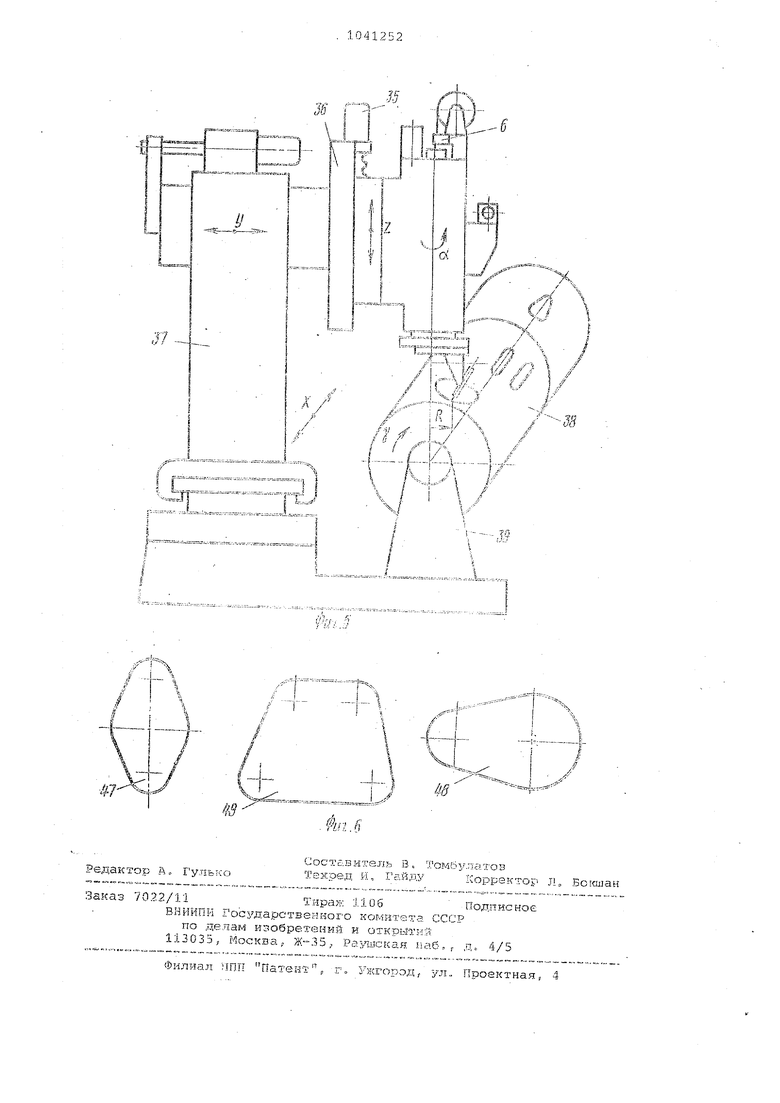
На фиг. 1 показано предлагаемое устройство, разрезу на фиг. 2 - раз рез А-А на фиг. 1 ; на фиг. 3 - разрез Б-Б на фиг. 1 :, на фиг. 4 - разрез В-В на фиг. 1 на фиг 5 - устг ройство, общий вид на фиг. б возможные ввариваемые элементы.
Устройство для автоматической сварки криволинейных элементов содержит корпус 1, шпиндель 2 с планшайбой 3, приводную шестерню 4, шестерню 5С цилиндрическим пояском механизм подачи присадочной проволк 6, планетарный редуктор 7, радиальн суппорт 8, сварочную горелку 9, при вод вращения 10 с шаговым электродв гателем, привод перемещения радиаль го суппорта 11 с шаговым электродви гателем, механизм введения коррекци 12, токосъемник 13. Шпиндель 2 имее канал для подачи защитного газа 14 ,от муфты 15 и канал для подачи присадочной проволки и шины токопрово. да 16. Планшайба 3 имеет Т-образный паз 17 для суппорта 8 и паз для штыр 19, соединенного гибким элементом 2 о цилиндрическим пояском 5 шестерни Суппорт 8 содержит кронштейн 21 с отверстием для крепления горелки 9. Планетарный редуктор 7 содержит центральные 22 и 23 и выходные 24 и 25 шестерни, водило 26, оси 27 и 28 блок сателлитов с венцами 29 и 30. Механизм введения коррекции 12 со.стоит из электродвигателя постоянного тока с редуктором и, например, ку- лачка 31, взаимодействующего с ползуном 32,в котором расположен червяк t 33 со скользящей муфтой 34. Механизм слежения за длиной дуги состоит из привода 35 и вертикальной направляюще и 3 6. Устройство для автоматической сварки криволинейных элементов работает следующим образом. Сварочное устройство устанавлива ют, например, на двухкоординатный привод 37. с координатами X и У, третья координатаZ обеспечивается механизмом слежения за длиной дуги, свариваемое изделие 38 устанавливается на поворотный манипулятор 39. Устанавливается угол наклона сварочной горелки р , например, при сварке угловых и нахлесточных швов, начальный радиус R , ось шпинделя совмещается с начальной точкой отсчета, устанавливается начальный угол об поворота планшайбы и расстояние до свариваемого стыка по координате Z / затем включается подготовленная программа, подается защитный газ по труб)е 40, присадочная проволока по шлангу 41 и одновременно зажигается сварочная дуга. Горелка соединена с шиной токопровода проводом 42 с шайбой на конце 43. При вод 10 через шестерню 4 вращает шпиндель с планшайбой 3 и сварочная горелка 9 идет по теоретическому стыку,задайному программой,при эток шестерня 4 вращает шестерни 24, 22, 23 и 25, блок сателлитов с венцами 29 и 30 и шестерню 5. Иестерня 5 при неподвижном водиле 26 вращается в ту же сторону и с той же скоростью что и шестерня 4, так как передаточ.вое отношение от шестерни 4 к шестерне 5 при этом равно единице. При неподвижном водиле 26 шестерня 5 относительно шпинделя 2 не вращается и радиус R горелки остается неизменным. Как только поступает от заданной программы команда на изменение радиуса, .начинает вращаться шаговый двигатель ,привода перемещения радиального суппорта 11, при этом червяк 33 вращает колесо 44, соединенное ,с водилом 26, но поскольку передаточное отношение планетарного редуктора 7 не равно единице, то шестерни 23, 25 и 5 получают дополнительное вращение, т.е. шестерня 5 поворачивается относительно шпинделя 2. При эТом гибкий элемент 20, закрепленный на цилиндрическом пояске шестерни 5, скручивается или накручивается на цилиндрический поясок, а радиальный суппорт перемещается. Гибкий элемент {например лета) всегда находистя в натяжении от пружины 45, которая одновременно выбирает зазоры в зацеплении шестерни, т.е. шестерни работают одно.й стороной зуба. При отклонении реального стыкаот заданной программы датчик .слежения за стыком (не показан) вырабатывает сигнал коррекции или оператор, следя визуально или по экрану дисплея, видит отклонение и подает соответствующий сигнал коррекции на изменение радиуса сварочной горелки. В конкретном примере это достигается взаимодействуем кулачка 31 механизма коррекции 12 с ползуном 32, который дает дополнительное вращение водилу 26 за счет осевого перемещения червяка 33. Для выбора зазора в червячном зацеплении установлена пружина 46 с усилием, не превышающим усилие пружины 45 с учетом передаточного отношения планетарного редуктора 7. По окончании полного оборота вращение шпинделя 2 прекращается, дуга гаснет, прекращается подача газа и присадочной проволоки, горелка поднимается по координате Z и подается команда на поворот манипулятора - изменение угла или изменение координаты X и У, и ЦИКЛ повторяется. Устройство может работать в полярных координатах, прямоугольных и смешанных. Например, при сварке элементов 47 и 48 можно применять полярные координаты, при .сварке элемента 49 целесообразно применять смешанные координаты. Устройство позволяет сваривать продольные, кольцевые замкнутые и незамкнутые криволинейные швы. В зависимости от конкретного назначения устройства механизм коррекции 12 с кулачком 31 может использоваться для сообщения сварочной горелке 9 колебательного движения поперек шва путём изменения радиуса на незначительную величину 1-2 мм, для чего частота вращения кулачка 31 должнабы ь 30-60 об/мин.
Устройство позволяет производить сварку неповоротных стыков труб круг-, лого и некруглого сечения, для чего сварочная горелка 9 устанавливается перпендикулярно к оси шпинделя, а механизм коррекции 12 с кулачком 31 выполняет слежение за длиной дуги в ав том атическом режиме, например от регулятора напряжения дуги.
Применение предлагаемого устрш ства позволяет значительно расширить технологические возможности сварочного оборудования и сократить количество моделей его при из1отовлении сборно-сварных KOphycoB газотурбинных двигателей, так как позволяет выполнять не только вварку криволинейных фланцев, но производить продольные и кольцевые швы на обечайках а за счет программирования режимов повысить стабильность качества и производительностьтруда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная головка для автоматической сварки криволинейных элементов | 1983 |
|
SU1159747A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ КОНВЕКТИВНЫХ СЕКЦИЙ ВОДОГРЕЙНЫХ КОТЛОВ | 2019 |
|
RU2717762C1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1966 |
|
SU223231A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Головка для автоматической сварки фланцев с обечайкой | 1980 |
|
SU958066A1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1978 |
|
SU749605A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1097471A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |

1. .УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ КРИВОЛИНЕЙНЫХ ЭЛЕМЕНТОВ содержащее шпиндель с планшайбой, привод его вращения, радиальный суппорт с приводом его перемещения, планетарный редуктор-, . сварочную горелку с токопроводом, установленную на планшайбе, механизм подачи присадочной проволки и механизм слежения за длиной Дуги, отличающеес я тем, что,- с целью повышения производительности и качества сварки, упро-; щения конструкции и расширения технологических возможностей за.счет обеспечения возможностисварки в среде защитных газов, устройство снабжено приводной шестерней, шестерней с цилиндрическим пояском и огибающим его гибким -тементом и водилом, радиальный суппорт подпружинен и кинематически связан посредством гибкого элемента с шестерней с цилиндрическим пояском, которая установлена на шпинделе с -возможностью поворота относительно него и кинематически связана с одним из выходов планетарного редуктора, а приводная шестерня жестко закреплена на шпинделе и кинематически связана с приводом его вращения и другим выходом планетарного редуктора, а водило кинематически связано сприводом перемещения радиального суппорта, приводом планетарного редуктора и шестерней с цилиндрическим пояском. 2.Устройство по п. 1, о т л и -. чающееся тем, что,.с целью обеспечения возможности сварки в среде защитных газов,, в шпинделе выполнены каналы для подвода защитного газа и присадочной проволки, а также каналы, в которых размещен токопровод. 3.Устройство по пп. 1 и 2, о т личающееся тем, что, с целью обеспечения возможности введения коррекции при отклонении размеров стыка от заданной программы, привод перемещения радиального суппорта снабжен механизмом коррекции в виде червячной передачи с червяком и кинематически связанной 5 01 с ним скользящей муфтой 4.Устройство по пп. 1-3, отличающееся тем, что, с целью обеспечения возможности сварки неповоротных стыков труб некруг-лого сечения, сварочная горелка установленав плоскости, перпендикулярной продольной оси шпинделя.
10
/J
21
. 26
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Каталог-справочник под ред | |||
| В.Н | |||
| Крюковского | |||
| ЦНТИ, Поиск, 1972, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| . | |||
